20200509 PC solder manual日东波峰焊 - 第23页
电 脑 波峰 焊 用 户 手册 22 / 7 3 2: 参数 设 置菜单 参数 设置 菜 单 的 主 要 内 容 如下 : 1> 运 输 参 数 设置 可 设置 P CB 板 运 输 速 度 。 运 输 速 度 的 设 定 值 要 根据 实际 焊接 质 量来 确 定 。 运 输 系 数 设置 , 可 上 下 微 小 调整 。 改变 速 度 : 从 键 盘 中 输入 500 ~ 18 00 以 内 的 数 值 ; 按压 “ 确 认 …

电脑波峰焊用户手册
21 / 73
4.2.4菜单功能简介
1:文件
1>打开
用于调入以前保存的 PCB 板焊接参数。在 列 表 框 中 选择所需要调入的参数名称,然后单击《打开》,
所选择的参数就可以自动加载。单击《取消》按钮,系统退出打开对话框,仍然保留现有的参数值。
2>保存
系统允许记当前 PCB 焊接过程中的参数,包括运行速度,喷雾速度,喷雾宽度,喷雾起点位置,
喷雾终点位置,预热温度设定值,预热温度报警值,锡炉温度设定值,锡炉温度报警值等。当用户选
择《保存》时,以上所有参数都将被保存,在文件名中输入参数文件名称,单击《保存》,系统自动记
录当前参数。
本功能可以用于针对某类型的 PCB 的最佳焊接参数记录,方便以后再次焊接本类型 PCB 时快速设
置机器参数,最大限度的节约参数设置时间和减少 PCB 试机时的浪费。
3>打印
单击《打印》按钮,可以用于打印温度曲线及相关信息。在对话框中可以允许设置打印机信息,
打印机属性,打印份数等相关信息。
4> 打印预览:
打印温度曲线前,可以预览打印格式。用于检查曲线及其他参数的正确性,减少选择错误而导致纸
张浪费。
5>打印设置
设置正确的打印机属性。
6>退出
退出操作系统。
suneast production
电脑波峰焊用户手册
22 / 73
2:参数设置菜单
参数设置菜单的主要内容如下:
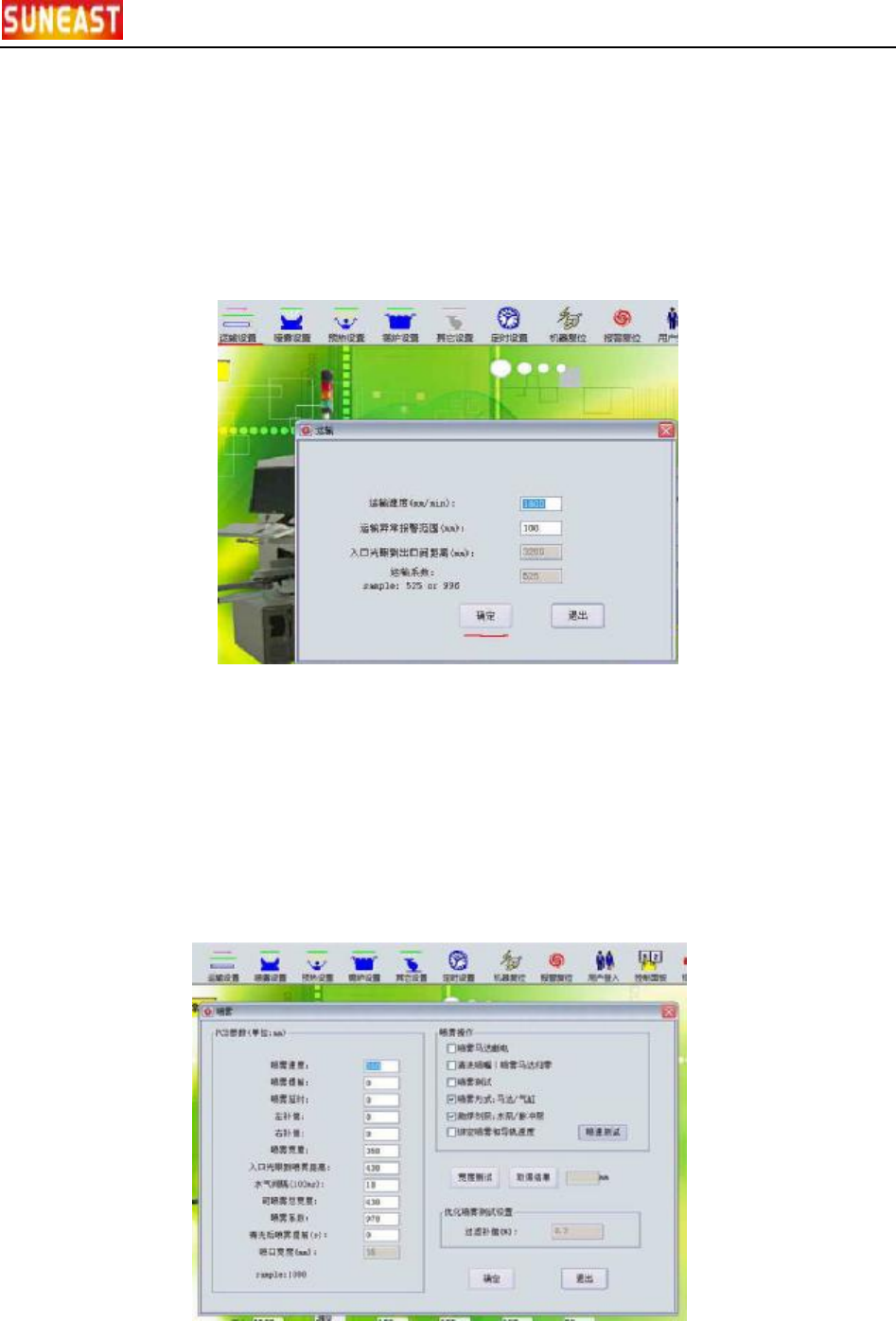
1>运输参数设置
可设置 PCB 板运输速度。运输速度的设定值要根据实际焊接质量来确定。运输系数设置,可上下
微小调整。
改变速度:从键盘中输入 500~1800 以内的数值;按压“确认”按钮,运输速度调整完毕。
2>喷雾参数设置
设置 PCB 基本参数:速度,喷雾前端提前长度,喷雾后端延时长度, 喷雾宽度及左右补偿,入口
光眼到喷嘴的距离,水气间隔,可喷雾总宽度等。为实现喷雾经济运行模式并且保证 PCB 前后喷雾完
美,需要设置喷雾的合理参数,最终做到节约助焊剂消耗的目的。喷雾方式选择马达或气缸。
以上步骤设置完毕,按压“确认”按钮。
suneast production
电脑波峰焊用户手册
23 / 73
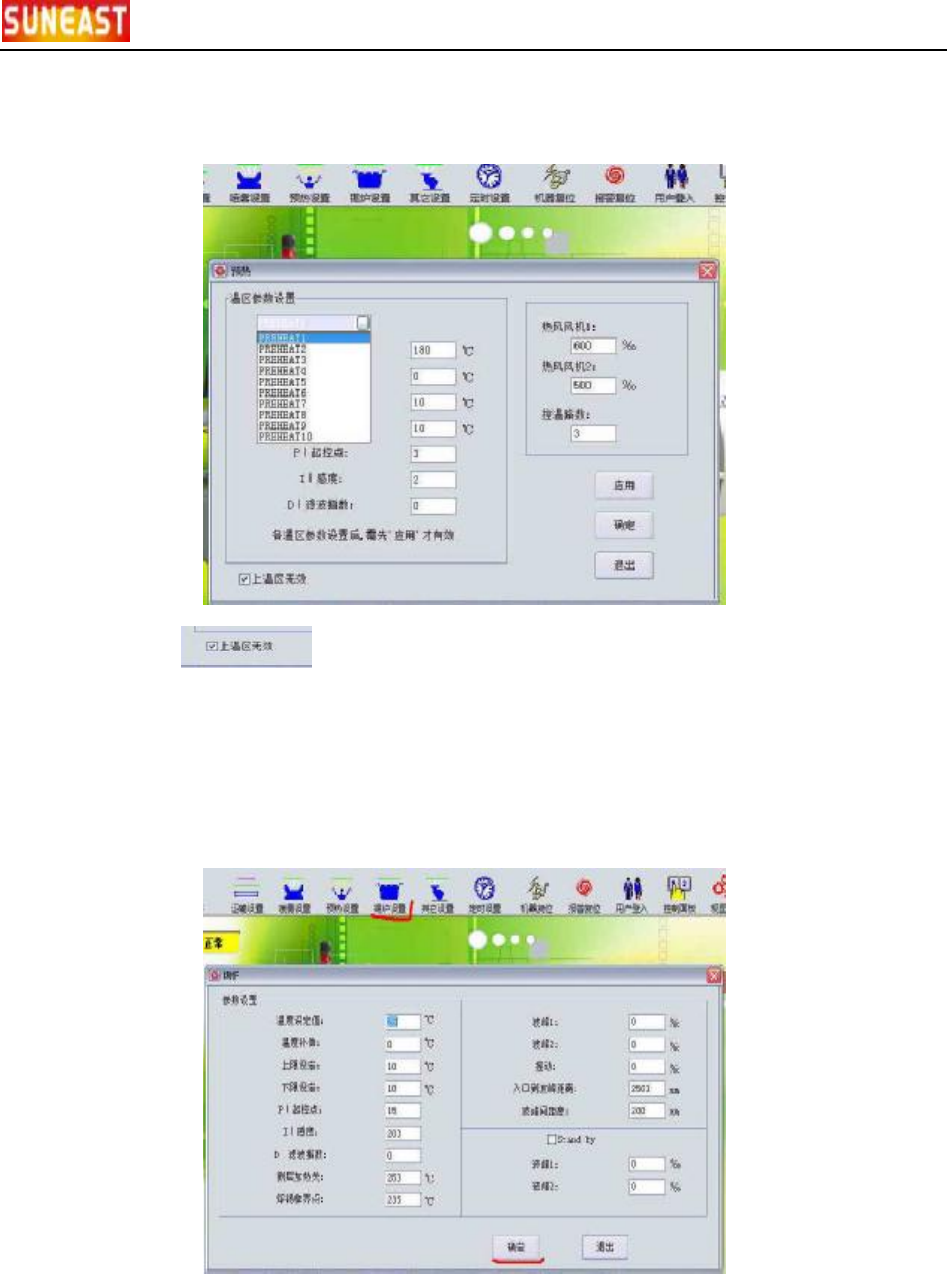
3>预热参数设置
设置预热温度,设置预热温度报警值,预热温区数,热风风机及控温路数等。
无上温区的勾选 ,热风风机 1 参数可从 300~1000 调整,热风风机 2 参数不变化;
控温路数为 3。预热一参数设置,需先按压“应用”按钮,然后再设置其他温区参数。所有参数设置
好后按压“确认”按钮,参数设置成功。
4>锡炉参数设置
设置锡炉温度,锡炉温度报警值和波峰高度,使参数符合焊接工艺。
按压”确认”按钮,参数设置有效。
5>定时器设置
在系统软件上选择”参数设置”下的”定时器设置”,进入内部定时器设置界面:
系统允许操作者设定一周内每天开关机时间,每天最多允许开关机 3 次。首先选择日期,即星期
suneast production