20200509 PC solder manual日东波峰焊 - 第55页
电 脑 波峰 焊 用 户 手册 54 / 7 3 第七 章 :附录 A : 常见 焊接 问 题 解 决方 案建议 焊接问题 原 因 对 策 沾 锡 不 良 铜箔 表 面 , 元 件 脚 氧化 清 洁 被 氧化 器 件 助 焊 剂 比 重不 对 重新 调 配 助 焊 剂 锡 焊性 差 避免 P CB 板 长 期 存 放 焊 剂 与 铜箔 发生 化 学 反 应 检 查 焊 剂 有 无 问题 焊 剂 变质 更 换 焊 剂 浸 锡 不 足 调 …
电脑波峰焊用户手册
53 / 73
锡炉液位低
报警
1.
锡炉液位低
2.
锡炉液位检测开关位置安装
不合理
2. 检查锡炉液位的开关
4.
外部线路问题
1. 添加焊锡
2. 调整锡炉液位检测开关位置
3. 更换锡炉液位检测开关
4. 检查外部线路
信号红灯亮
suneast production
电脑波峰焊用户手册
54 / 73
第七章:附录
A :常见焊接问题解决方案建议
焊接问题 原 因 对 策
沾
锡
不
良
铜箔表面,元件脚氧化 清洁被氧化器件
助焊剂比重不对 重新调配助焊剂
锡焊性差 避免 PCB 板长期存放
焊剂与铜箔发生化学反应 检查焊剂有无问题
焊剂变质 更换焊剂
浸锡不足 调配锡波
线路板翘曲 调整锡波及其温度
有
锡
柱
焊剂氧化影响其流动性 检查焊剂
PCB 板预热不够 调整预热温度
助焊剂比重不对 调整、检查锡炉温度
焊锡温度低 检查助焊剂
传送速度太低 调整传送速度
PCB 板浸锡过深 调整波峰高度
铜箔面积、孔径过大 改善 PCB 板的设计
PCB 板焊锡性不良 避免 PCB 板长期存放
搭
连
PCB 板浸锡时间短 调整波峰与运送速度
PCB 板预热不足 调整预热温度
助焊剂比重不对 检查助焊剂
电路板设计不良 改善 PCB 板的设计
光
泽
性
差
焊锡中杂质过多 检查焊锡纯度
铜箔表面,元件脚氧化 清洁被氧化器件
焊剂焊锡性差 检查焊剂
焊锡温度不适合 调整、检查锡炉温度
虚焊
与
气泡
焊锡温度低 调整、检查锡炉温度
焊剂焊锡性差 检查焊剂
传送速度过快 调整传送速度
PCB 板受潮产生气泡 干燥 PCB 板
铜箔面积、孔径过大 改善 PCB 板的设计
线路板
翘 曲
焊锡温度过高 调整、检查锡炉温度
传送速度过慢 调整传送速度
suneast production
电脑波峰焊用户手册
55 / 73
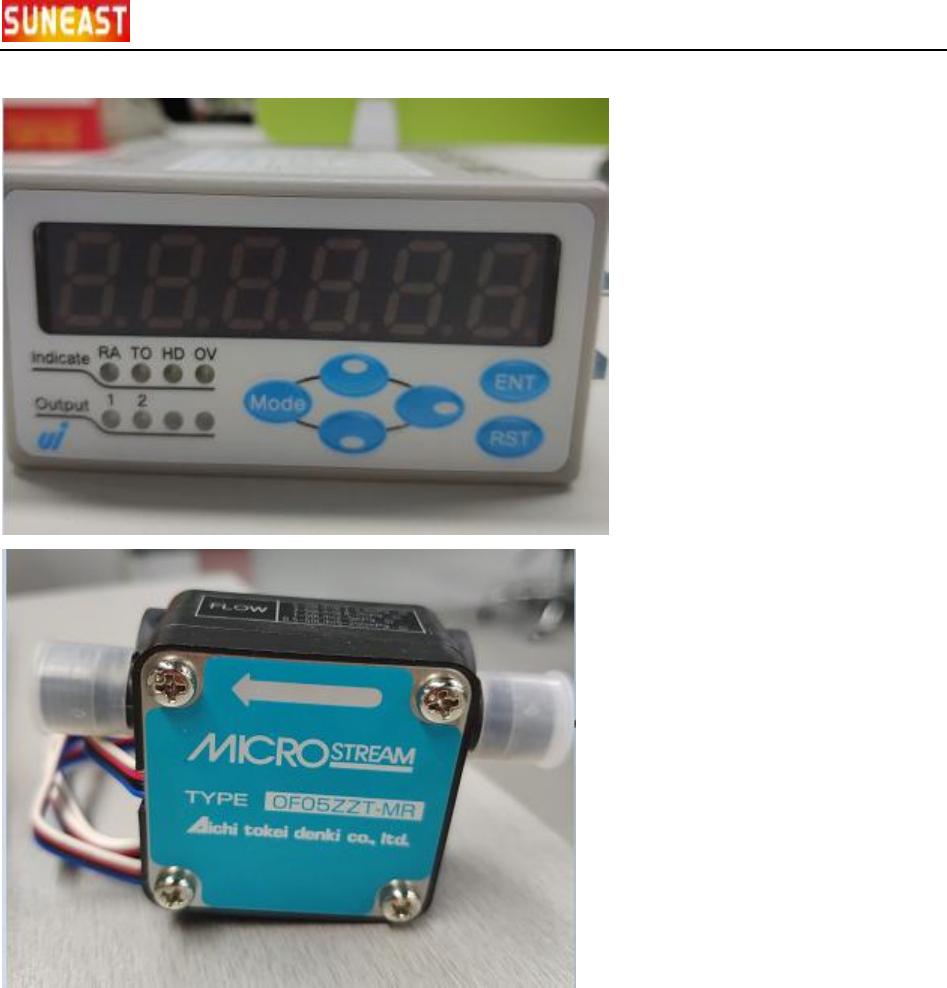
B:数显流量计使用说明(可选项,仅供参考)
与脉冲输出的的流量传感器及电磁阀等配套组成流量控制系统,适用于气体、液体的流量定量管
理控制。
本系统共有六个按钮:“模式键”、“设定键”、“+键”、“-键”、“启/停键”、“重置键”。
1. 模式键:按“菜单键”可切换查询:定量设定值实时值、总流量值、K 值的流量计量参数及
参数的确认。
2. 设定键:进行参数的设置;
3. +键:设置数值+;
4. –键:设置数值-;
5. 启/停键:运行及停止操作;
suneast production