KE-3010A_20VA_20VRA_使用说明书.pdf - 第481页
第 1 部 基本篇 第 4 章 制作生产程序 4-85 (3) 元件层 设置同一贴片层内各元件的优先顺序。 该设置仅在进行优化顺序的生产时有效。 此外,与贴片层不同元件用完时不会进入暂停状态。 请在下拉式列表中显示的层 1( 优先度高 ) 到层 7( 优先度低 ) 选择设置。 (4) 速度 在用小的吸嘴吸取元件时,或者元件表面有沟槽导致真空漏气等情况时, 可以从默认值变更 XYZ 轴的 加速度。 XY 从下拉列表上选择设置元件吸取后…
第 1 部 基本篇 第 4 章 制作生产程序
4-84
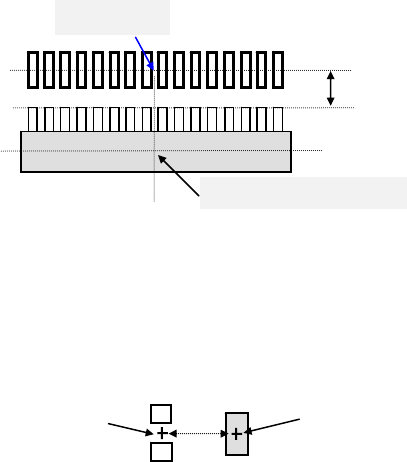
贴片坐标点
激光定心的中心位置
激光定心的中心位置
贴片坐标点
(例3) 按下图贴片时,将贴片偏移输入为“X=0,Y=+3”。
注 2) 偏移值以贴片角度“0”为基准输入。
(例4) 元件的贴片角度为“90”时,假定贴片角度为“0”,输入“贴片偏移值”。在下列情况时(贴片
角度“90”),输入“X=0、Y=2”。
注 3) 偏移值的输入方法有在「元件数据」的“贴片偏移”中输入偏移值和在「贴片数据」的“X、Y 坐
标”上调整偏移值两种方法。
但在贴片数据中需要调整各个贴片点的偏移值。
因此,当 1 种元件的贴片点数量很多时,或不想变更贴片数据时,请在「元件数据」的“贴片
偏移”中输入偏移值。
注 4) 不同的元件,通过变更「元件数据」-「定心」的“激光高度”的值,有可能改变定心的中心位
置。
因此,有时不输入“贴片偏移”值而通过改变“激光高度”也能调整贴片位置。
但这种情况,需要把“激光高度”设置在能稳定定心的位置上。
3
2
第 1 部 基本篇 第 4 章 制作生产程序
4-85
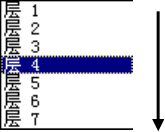
(3) 元件层
设置同一贴片层内各元件的优先顺序。
该设置仅在进行优化顺序的生产时有效。
此外,与贴片层不同元件用完时不会进入暂停状态。
请在下拉式列表中显示的层1(优先度高)到层7(优先度低)选择设置。
(4) 速度
在用小的吸嘴吸取元件时,或者元件表面有沟槽导致真空漏气等情况时,可以从默认值变更XYZ轴的
加速度。
XY
从下拉列表上选择设置元件吸取后向贴片位置移动的 XY
。
加速度
Z下降速度
从下拉列表上选择设置贴片位置的 Z 轴下降加速度(用于调整元件应力)。
选择负荷控制时,会变更为「FC 速度」。
Z上升速度
从下拉列表上选择设置贴片位置的 Z 轴上升加速度(用于稳定元件位置)。
1) 激光定心时
θ速度 (计测时)
从下拉列表上选择设置 θ 旋转速度。
在 Head 持有元件的状态下,LA
。
测量旋转时,对所有的运行均有效
设置激光识别时的 θ 轴加速度。
θ速度 (计测外)
从下拉列表上选择设置 θ 旋转速度。
在 Head 持有元件的状态下,除 LA
。
测量旋转时以外,对所有旋转运行有效
设置除激光识别时以外的 θ 轴加速度。
2)图像定心时
·θ 速度
从下拉列表上选择设置 θ 旋转速度。
在 Head
。
持有元件的状态下运行有效
(5) 2 段控制
设置是否进行贴片时吸嘴的上升、下降速度 2 阶段控制。
调整设置为「是」时,要分别输入对上升、下降 2 阶段进行控制的高度。
(6) 真空时间调整
对是否调整真空时间进行设置。
调整设置为「是」时,要以 ms 为单位输入“真空停止时间”、“真空停止校正值”、“吹气开始时间”、
“吹气持续时间”、“真空结束等待时间”的调整时间。
使用夹式吸嘴时,在贴片动作时不进行调整。
(7) 试打
与「贴片数据」中的设置相同,仅对选择“是”的元件在生产画面(试打模式)中执行贴片。
在元件数据中设置时,为对该元件所有贴片点进行统一设置。
要对每一贴片点逐一设置时,请在贴片数据中设置。
先贴片
后贴片
第 1 部 基本篇 第 4 章 制作生产程序
4-86
(8) 释放检查
设置本功能,可在以激光定心的元件为对象进行贴片动作后,通过激光检查元件是否仍吸附在吸
嘴上。
确认元件释放要花时间(因为需在停止状态下执行)。
所以通常请将初始值设置为“否”。
(9) 跳过元件
如果将跳过元件设置为「是」,则生产时将跳过指定的元件,不进行贴片。
使用被指定为跳过的元件的贴片记录,在生产时虽然不进行贴片,但不加到未贴片列表中。
从数据库读入元件信息时,「跳过元件」数据将被更改为「否」。