SM-131-006.pdf - 第70页
Device Name Chip Mounter Block Name Page No. Unit Name Revision Model Item GXH-1 3. In-Line 3.1 Machine Delivery Do not disconnect the conveyor on the m achine reference side and the fixtures until the level, heigh t, an…
Device
Name
Chip Mounter
Block Name
Page No.
Unit Name
Revision
Model ItemGXH-1
2.3.10 NL-Axis Origin Offset
When the cam follower transition detection function is used, it is required to perform a teaching
operation on the NL-axis origin offset.
• Procedure for Teaching Operation
(1) Attach the nozzles to be used.
(2) Select one of the [1], [2], [3], and [4] buttons in the "Select head" group box of the "NL-
AXIS ORIGIN OFFSET" window and confirm that "1" is set in the "Designate Noz" text
box in the "Designate Noz" group box. (Operation Sequence: [MAINT.] Button →
[TEACHING] Button → [OTHERS] Button → [NL-AXIS ORG OFFSET] Button)
(3) Select the [Teach Start] button and press the [START] button.
(4) Follow the same procedure for "[1] through [4]" in the "Select head" group box.
(5) Select the [End] button.
The "Confirmation to Saving" dialog box opens. Select the [Yes] button.
The teaching session is terminated.
When the offset is more than 0.1 mm, the error is indicated in yellow.
In this case, it is required to check the nozzle shaft and the surroundings of the
cam follower.
Heads
2. Installation Offset
1-16
0403-001
Device
Name
Chip Mounter
Block Name
Page No.
Unit Name
Revision
Model ItemGXH-1
3. In-Line
3.1 Machine Delivery
Do not disconnect the conveyor on the machine reference side and the fixtures
until the level, height, and parallelism adjustments are completed.
(1) Detach the fixtures before supplying power to the machine.
(Two Flanged Bolts M5L10 for one place)
Perform the same detachment for the input and output sides.
3.2 Machine Transfer
Perform the conveyor width change operation before shutting down the power supply.
(1) Open the "ADJUST" window. (Operation Sequence: [OPERATOR] Button →
[MAINT] Button → [DVC CHECK] Button → [ADJUST] Button)
Enter "460" for "Wd" and "10" for "Ofst" in relation with each items "Stg #1" and
"Stg#2" in the "Suiting of width of conveyor (Start)" group box.
When each button in the "Suiting of width of conveyor (Start)" group box is selected
and the [START] button is pressed, the conveyor width change function is activated.
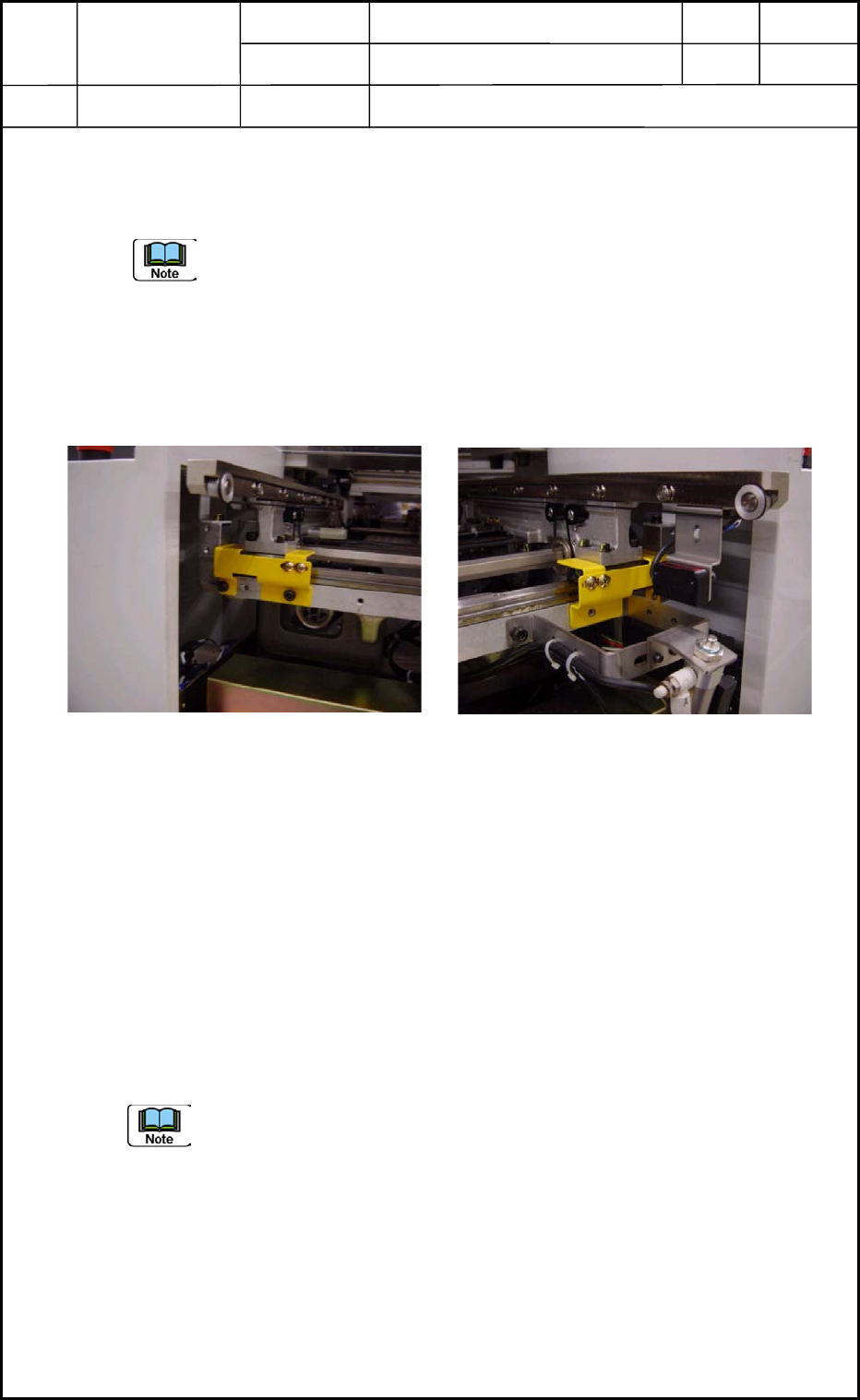
(2) Attach the fixtures to the reference rails sides at both ends of the conveyor.
• Perform the attachment while the power switch is kept ON.
Check for looseness and play of the fixed conveyor section.
(3) After the attachment of the fixtures are completed, shut down the power supply to the
machine.
Fig. 10 Conveyor on Machine
Reference Side
Fig. A9 Conveyor on Input Side
0406-001
Chapter 1 Installation Procedure
3. In-Line
1-17
Device
Name
Chip Mounter
Block Name
Page No.
Unit Name
Revision
Model ItemGXH-1
0406-001
Chapter 1 Installation Procedure
1-18