N7201A430C.pdf - 第104页
NPM-D 上一级通信 4.2 格式 Page 4-4 EJM1DC-MB-04F-00 4.2 格式 4.2.1 元件核对要求 此命令在上一级系统中, 关于元件核对作业 ( 拼接、 元件用完、 再次检查 ) 所需的资材信息, 均在 准备齐全的时间进行通知。 并且,在改变准备时,也用于准备时 更换元件的元件核对作业。 ① 数据包格式 要求格式 关于数据包索引部分和数据包数据部 分的帧头部分,详细情况请参阅 “2.2.2 数据包格式 …
NPM-D
上一级通信
4.1
命令一览表
EJM1DC-MB-04F-00
Page 4-3
[
命令一览表
2
套接字命令名称
]
命令名称
套接字命令名称
元件核对要求
Verification
元件核对应答
VerificationReply
生产数据配置信息要求
ProductDataRequest
生产数据配置信息通知
ProductDataSend
元件关联事件通知
PartsEvent
元件核对取消
Cancel
定期检查模式转移
SetupAuditMode
定期检查模式转移应答
SetupAuditModeReply
机器联锁
Interlock
机器联锁应答
InterlockReply
机器联锁解除
InterlockRelease
机器联锁解除应答
InterlockReleaseReply
[
命令一览表
3
文本通信
/
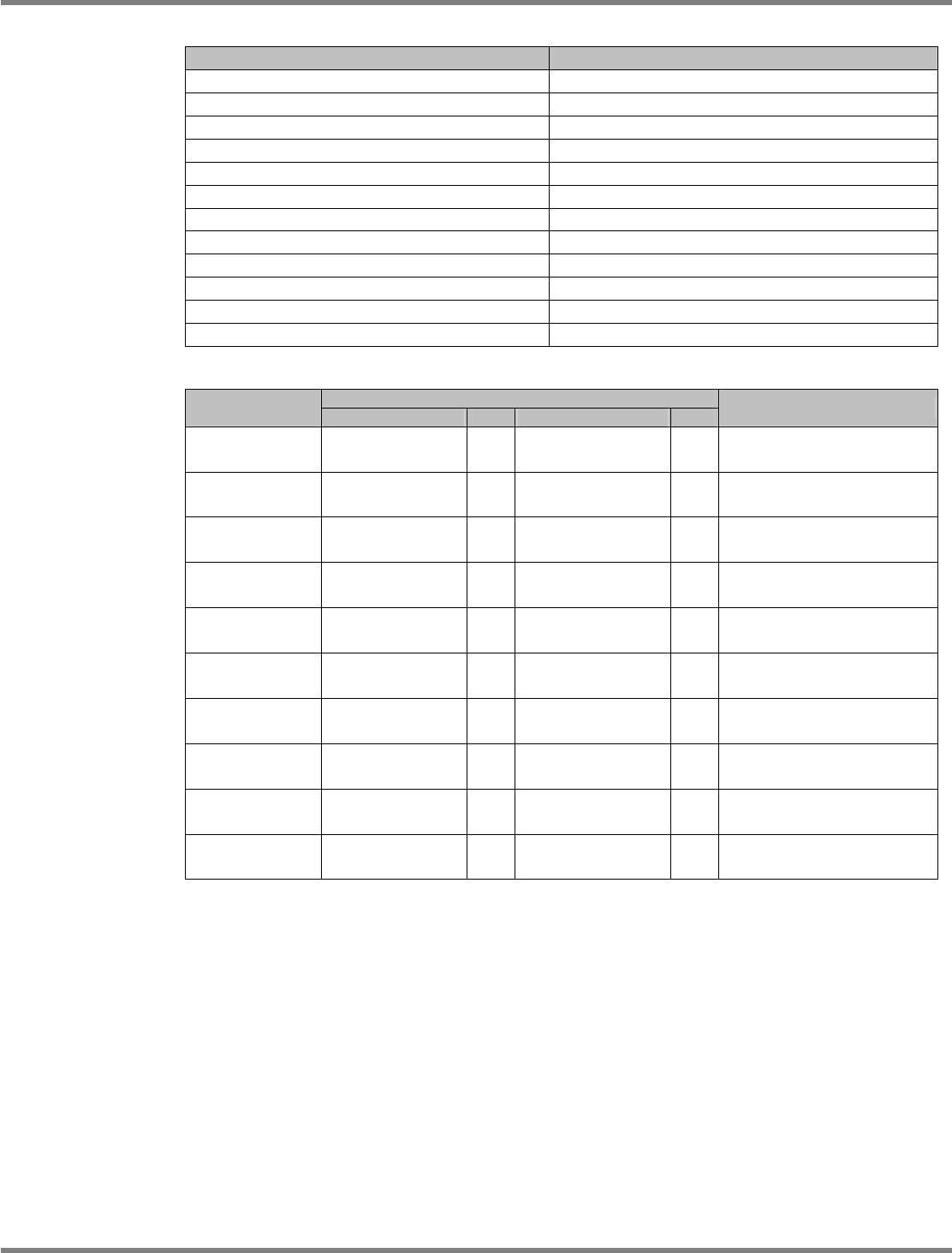
互换模式时的扩展名、文件名的规则、共享文件夹
]
文件名的规则
命令名称
文本通信
扩展名 互换模式
∗
扩展名
共享文件夹
元件核对要求
临时文件名
(5
位
)
CV MCxxxxx_D_yyyyyyy OK /othesystem/Type2Input/
元件核对应答
临时文件名
(5
位
)
CV -
/othesystem/Type2Output/
生产数据配置信
息要求
临时文件名
(5
位
)
PSK -
/othesystem/Type2Input/
生产数据配置信
息通知
临时文件名
(5
位
)
PSK MCxxxxx_D ST /othesystem/Type2Output/
准备完毕通知
临时文件名
(5
位
)
AOK MCxxxxx_D OK /othesystem/Type2Input/
元件关联事件通
知
临时文件名
(5
位
)
MEV MCxxxxx_D_yyyyyyyz REQ /othesystem/Type2Input/
元件核对取消
临时文件名
(5
位
)
CAN -
/othesystem/Type2Input/
定期检查模式转
移
临时文件名
(5
位
)
MSA -
/othesystem/Type2Output/
定期检查模式转
移应答
临时文件名
(5
位
)
MSA -
/othesystem/Type2Input/
生产开始许可
临时文件名
(5
位
)
SOK MCxxxxx_S OK /othesystem/Type2Input/
∗
“xxxxx”
表示设备识别符
(
例
:
机器编号为
1
时,则是
“000001”)
,
“yyyyyyy”
表示供料器地址
(
供料
器地址为
1000
、子供料器地址为
1
时,则是
“0100011”)
。
“z”
为作业识别,
“E”
表示元件用完,
“S”
表示编带拼接
(
未核对
)
。
NPM-D
上一级通信
4.2
格式
Page 4-4 EJM1DC-MB-04F-00
4.2
格式
4.2.1
元件核对要求
此命令在上一级系统中,关于元件核对作业
(
拼接、元件用完、再次检查
)
所需的资材信息,均在
准备齐全的时间进行通知。
并且,在改变准备时,也用于准备时更换元件的元件核对作业。
① 数据包格式
要求格式
关于数据包索引部分和数据包数据部分的帧头部分,详细情况请参阅
“2.2.2
数据包格式
”
。
在此解说数据包数据部分的数据格式。
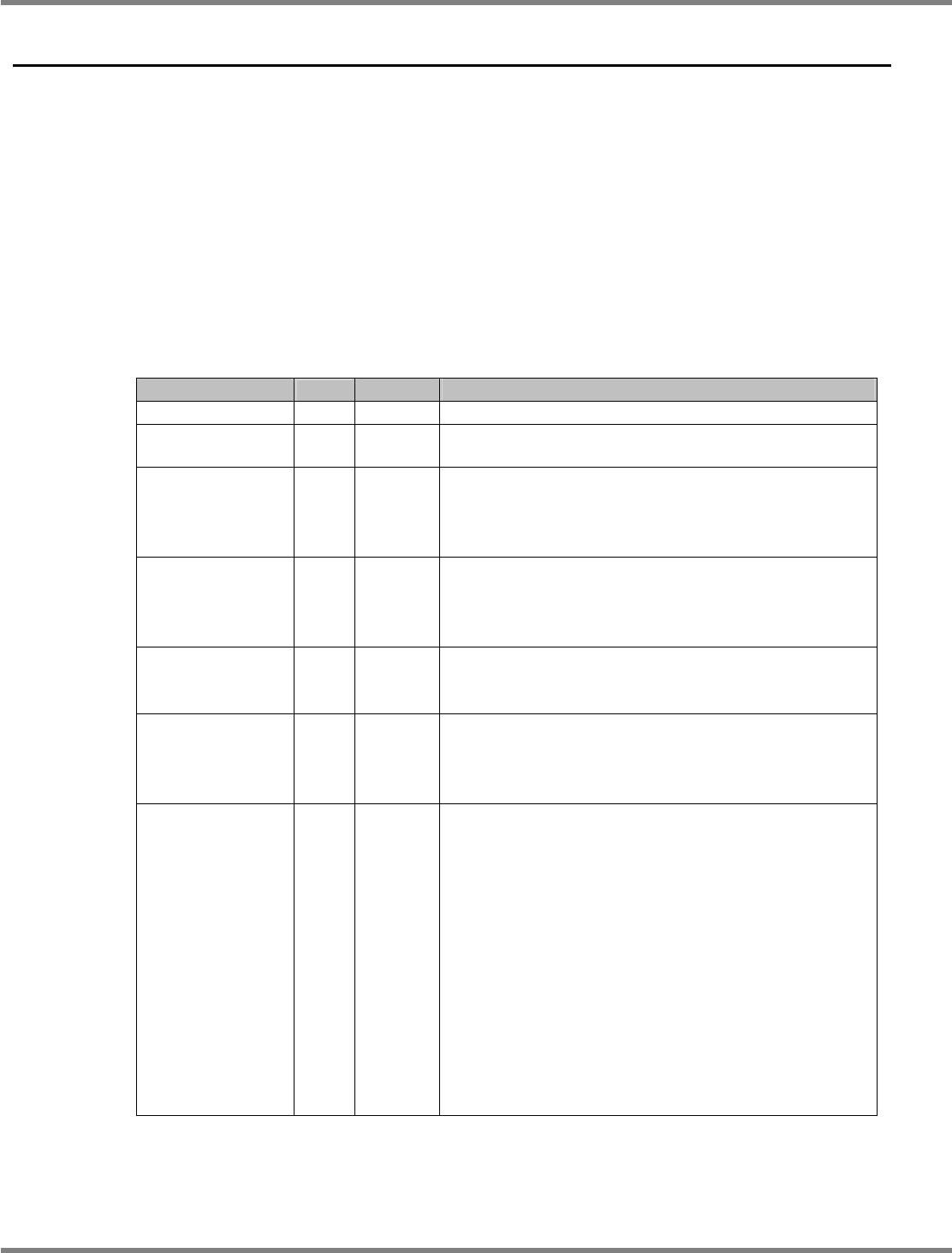
[
数据部分
]
标签
PKEY
必需
解说
TransactionID
上一级系统的管理编号。
5
位整数。
Date
核对日期。
19
个文字。
yyyy/mm/dd, hh:mm:ss
Mode
∗
1
核对模式。
2
位整数
(0 ~ 99)
。
0:
元件核对
1:
再次检查
2:
定期检查
WriteArea
存储器写入区域。
2
位整数
(0 ~ 99)
。
0:
自动
(
由机器判断
)
1:
现时区域
2:
拼接区域
MCNo
机器编号
(
机器的排列顺序
)
。从生产线的最前方开始的顺
序。
2
位整数
(1 ~ 30)
。指定为
“0”
或省略时,全部机器均
为对象。
TableSide
作业对象工作台。
2
位整数
(0 ~ 99)
。
0:
两个工作台
1:
前侧工作台
2:
后侧工作台
FAdd
∗
2
供料器地址。物理供料器地址编号。
5
位整数
(10001 ~ 99999)
。
壹位和拾位
:
供料器工作台内的供料器编号。
若为托盘,则是从最下段开始的段编号。
百位
:
穿梭驱动的托盘识别
1:
前工序上安装的托盘。
2:
后工序上安装的托盘。
千位
:
双托盘的左右识别
1:
左侧安装的托盘。
2:
右侧安装的托盘。
(
单托盘为
2)
万位以上
:
梁台编号
省略时,必须使
LED
亮灯并按确认按钮。
NPM-D
上一级通信
4.2
格式
EJM1DC-MB-04F-00
Page 4-5
标签
PKEY
必需
解说
FSAdd
供料器上的左右区别。
2
位整数
(0 ~ 99)
。
0:
单供料器
双供料器的情况
:
1:
左
/ 2:
右
3
列杆式供料器的情况
:
1:
左
/ 2:
中
/ 3:
右
若为托盘,则按托盘板的数据进行处理。
省略时,必须使
LED
亮灯并按确认按钮。
Operator
为每个操作员设定的管理编号。
30
个文字。
Parts
元件的名称。
30
个文字。
仅在设定了供料器地址、供料器子地址时可以省略。省略
时,使用从生产数据配置信息中设定的供料器地址中的元
件名。
Lot
生产批量名。
30
个文字。
Vendor
元件的制造者。
30
个文字。
ReelID
为每个卷带设定的管理编号。
30
个文字。
ChipIni
芯片初期值。省略时使用生产数据芯片数。
5
位整数
(0 ~
99999)
。
ChipRemain
芯片余数。
5
位整数
(0 ~ 99999)
。
∗
“PKEY”
表示主关键。通过组合将成为唯一项目。
∗
1
“
元件核对
”
使用在准备时和因元件用完、拼接而进行元件补充时。
供料器插拔时,若想再次检查,则使用
“
再次检查
”
。
“
元件核对
”
将元件信息写入供料器
/
托盘的存
储器内,但是,在
“
再次检查
”
时不能写入。生产数据与实际上输入供料器的资材信息是否一致,
若想检查这一点,则使用
“
定期检查
”
。
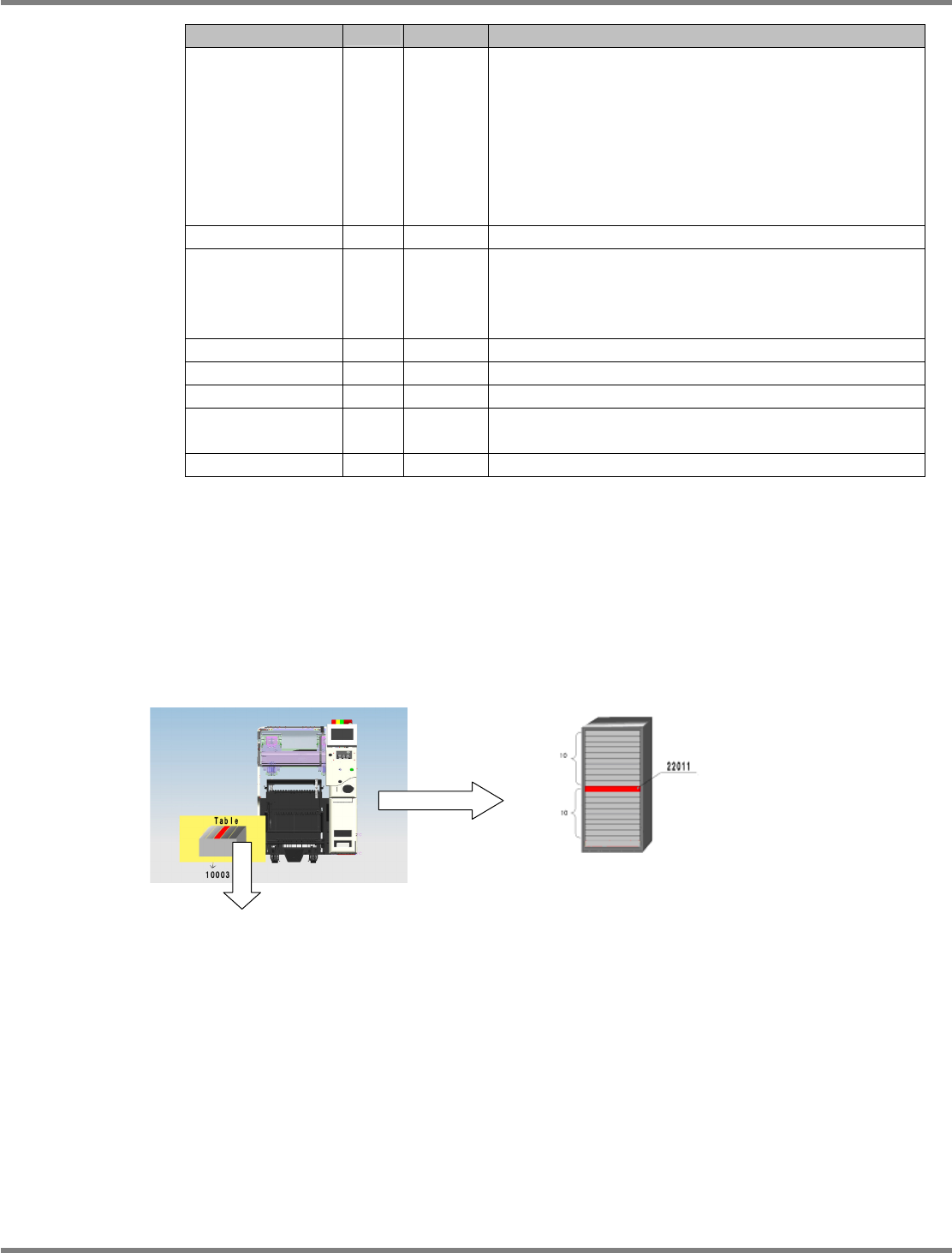
∗
2
供料器地址
例
:
供料器的情况
若为
10003
,则表示供料器的第
3
个
位置。
例
:
托盘的情况
若为
No22011
,则表示从上面数第
11
个托盘。
4-2001
4-2002