00193794-11_VD_SSW 505.05_de en - 第119页
Software Version Description, Station Software 505.05 Ausgabe 07/2008 119 of 150 - Die Option "Lange Leiterplatte" gilt immer für eine ganze Linie. - Für die Umstellung auf den Betrieb mit langen Lei terplatten…
Software-Versionsbeschreibung Stationssoftware 505.05 Ausgabe 07/2008
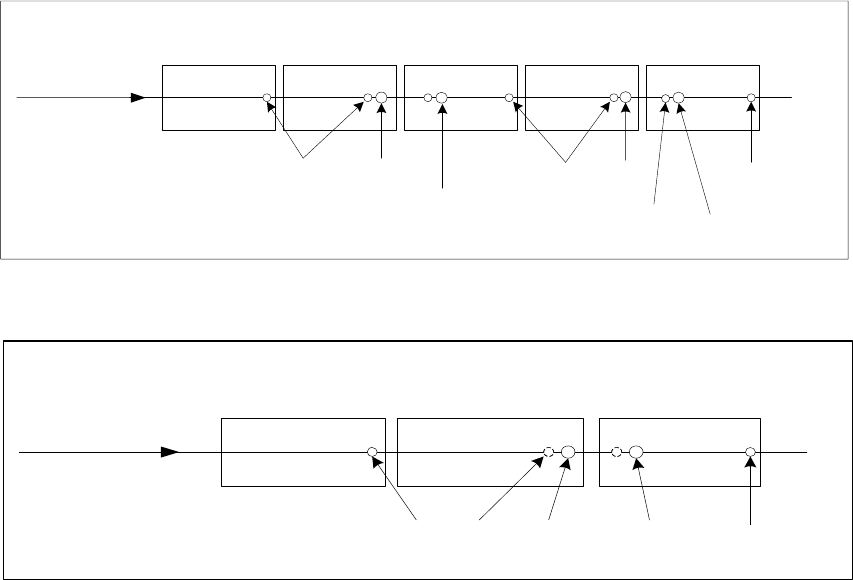
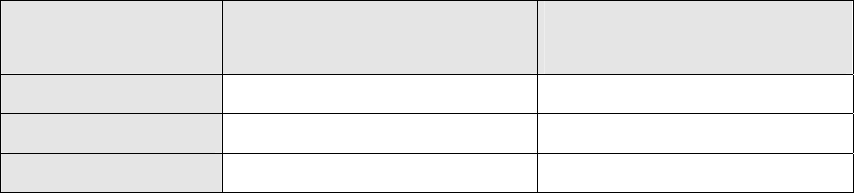
Die beiden nachfolgenden Abbildungen zeigen jeweils eine Transportspur mit zwei Stopp-Positionen
pro Bearbeitungsbereich.
Transportrichtung
BeroBero
Stopp-
Position 1
Bero
Stopp-
Position 1
Stopp-
Position 2
EB ZBBB 1 BB 2 AB
Bero
Stopp-
Position 2
Abb. 5-3: Transportspur mit zwei Bearbeitungsbereichen
Transportrichtung
Bero
Bero
Stopp-
Position 1
EB BB AB
Stopp-
Position 2
Abb. 5-4: Transportspur mit einem Bearbeitungsbereich
Für die Option "Lange Leiterplatte" gelten folgende Regeln:
- Wenn ein globaler Inkpunkt definiert ist, muss er in BB 1 angefahren werden können, da sonst
nicht entschieden werden kann, ob die Leiterplatte bestückt werden soll oder nicht.
- Bei ausgeschalteter Lageerkennung für die Einzelschaltungen und eingeschalteter Lageerkennung
für die Leiterplatte müssen die für die Leiterplatte definierten Passmarken in beiden
Bearbeitungsbereichen angefahren werden können.
- Eine Einzelschaltung darf in einem Bearbeitungsbereich nur dann bestückt werden, wenn der
zugehörige Inkpunkt und die zugehörigen lokalen Passmarken angefahren werden können, da:
- vor Beginn der Bestückung einer Einzelschaltung bekannt sein muss, ob sie überhaupt bestückt
werden soll,
- für die Bestückung die Korrekturfaktoren aus der globalen Lageerkennung bekannt sein müssen.
Alle Marken und Inpunkte einer Einzelschaltung müssen entweder vollständig in BB 1 oder
vollständig in BB 2 liegen.
- Wenn die Bestückung eines Bauelements eine eigene Lagekorrektur erfordert, müssen in dem BB,
in dem das Bauelement bestückt werden soll, alle Passmarken angefahren werden können, die für
diese Bestückposition definiert wurden.
- Marken können sich auch außerhalb des Überlappungsbereiches befinden.
- Für eine Leiterplatte müssen bis zu 6 Passmarken für einen Passmarkensatz definiert werden.
118 von 150
Software Version Description, Station Software 505.05 Ausgabe 07/2008
119 of 150
-
Die Option "Lange Leiterplatte" gilt immer für eine ganze Linie.
- Für die Umstellung auf den Betrieb mit langen Leiterplatten müssen die Bestückautomaten nicht
ausgeschaltet werden. Es sind jedoch das Leerfahren der Linie und eine neue
Maschinendatenversorgung der Stationen notwendig.
- Wenn über das Programmiersystem der Transportmodus gewechselt wird, während sich keine
Leiterplatte im Transport befindet, so gilt der neue Transportmodus für die nächste, in das
Eingabeband einfahrende Leiterplatte.
Wenn während der Umkonfiguration sich Leiterplatten im Transport befinden, werden diese noch
mit dem vorherigen Transportmodus verfahren. Der neue Transportmodus gilt erst ab der
nächsten, in das Eingabeband einfahrenden Leiterplatte. Diese kann allerdings erst in das
Bearbeitungsband weitertransportiert werden, wenn sich keine der alten Leiterplatten im Transport
befindet.
- In jedem Bearbeitungsbereich können N Stopp-Positionen sein. Im Programmiersystem wird bei
der Auftragserstellung definiert, an welcher der Stopp-Positionen in einem Bearbeitungsbereich die
Leiterplatte gestoppt und bearbeitet wird.
- Im Programmiersystem wird konfiguriert, welche Stopp-Positionen die Optimierung verwenden
kann. Bei der Optimierung werden dann die verwendeten Stopp-Positionen ermittelt und mit der
Auftragsvorgabe an die Station weitergegeben.
- Die Option "Lange Leiterplatte" gilt auch für Maschinen mit Doppeltransport.
- Wenn die Option "Lange Leiterplatte" gesetzt ist, wird die Option "Whispering down the Line"
automatisch gesperrt.
5.26.1. Einschränkungen
- "Whispering down the Line" und "Whispering down the Machine" sind nur möglich, wenn
ausschließlich die gleichen Stopp-Positionen (mit gleichem Offset) in einer Linie verwendet werden.
- Eine an falscher Position eingebaute Stopp-Einheit (Stopper, Laserlichtschranke) kann nicht
überprüft werden. Außer der Markenerkennung findet keine Überprüfung statt.
- Im Modus "synchroner Doppeltransport" ist die Inkpunkterkennung nicht möglich.
- Das Teachen der LP-Referenz-Position für eine Transportspur ist nur bei vorhandener Standard-
Stopp-Position (Offset 0) möglich.
- Im Transportmodus "Lange Leiterplatte" kann keine Leiterplatte zwischen dem Eingabeband und
dem Ausgabeband gepuffert werden.
- Beim Manipulieren von Marken ist der Bediener durch Auswahl des richtigen Portals selbst dafür
verantwortlich, dass die zu teachende Marke angefahren werden kann.
- An der Station wird die Aufteilung der Marken- und Bestückpositionen auf die
Bearbeitungsbereiche nicht überprüft. Es wird davon ausgegangen, dass die Daten vom
Programmiersystem diesbezüglich korrekt vorgegeben sind.
Software-Versionsbeschreibung Stationssoftware 505.05 Ausgabe 07/2008
120 von 150
5.26.2. Maschinenspezifische Einschränkungen
- Wenn eine Stopp-Einheit ungleich der Standard-Stopp-Einheit (ungleich Offset 0) für eine
Leiterplatte verwendet wird, wird die LP-Hantierung der Transport-Firmware intern auf "Lange
Leiterplatte" umgestellt.
- Die Transport-Firmware unterstützt keine Stopp-Einheiten/Stopp-Positionen mit negativem Offset.
- Die Transport-Firmware unterstützt nur die hardwaremäßig vorhandenen Stopp-Einheiten. In der
Schnittstelle zum Transport werden maximal 2 Stopp-Einheiten berücksichtigt.
- Bedingt durch die existierende Hardware gelten folgenden Einschränkungen:
Maschinentyp Mögliche Anzahl der
Stopp-Einheiten in BB 1
Mögliche Anzahl der
Stopp-Einheiten in BB 2
HF / HF/3 2 2
HS-50 / HS-60 1 2
S-25 HM / S-27 HM 1 --
5.27. Koplanaritäts-Modul
In der SW-Version 505.xx wird das Koplanaritäts-Modul unterstützt.
Mit Hilfe des Koplanaritäts-Moduls werden ausgewählte BE vor dem Bestücken auf ihre Koplanarität
bzw. Kollinearität überprüft.
Das verwendete Koplanaritätsmesssystem ist ein optisches Inspektionssystem. Es hat die Aufgabe,
den Abstand der Beinchen eines Bauelements bezüglich dessen Aufsetzebene (Koplanarität) bzw.
Aufsetzgerade (Kollinearität) zu bestimmen und mit einem vorgegebenen Grenzwert zu vergleichen. Es
trifft bei gültiger Auswertung mindestens die Aussage, dass alle gemessenen Beinchenabstände
innerhalb der vorgegebenen Toleranz liegen.
5.27.1. Einschränkungen
- Da das Koplanaritäts-Modul nur in Verbindung mit einem stationären IC-/FC-Sensor und einem
Twin Head arbeitet, kann es nur für HF- und HF/3-Maschinen konfiguriert werden.
- Das Koplanaritäts-Modul kann nur in Bearbeitungsbereich 2 (Stellplatz 3) genutzt werden.
- Die Koplanaritätsmessung ist nicht in Kombination mit Dippen möglich.
- Das derzeitige Koplanaritätsmesssystem unterstützt keine parallelen Messabläufe, d.h. es kann nur
immer für jeweils ein Segment des Twin Head ein Messablauf (Vorbereitung und Ausführung der
Messung) durchgeführt werden.
- Die Koplanaritätsmessung wird im GF-Manipulator nicht unterstützt.
- Es wird nur der Koplansensor ILD2000 unterstützt.
- Die Koplanaritätsmessung wird nicht im Bestückwinkel durchgeführt. Das Bauelement wird dem
Koplanlaser unter 0° präsentiert.
- Die Koplanaritätsmessung verringert die Bestückleistung.