00190802-02.pdf - 第320页
11 Production Tools / Optimization User’s Manual Line Computer UNIX 11.4 Optimization Dial og Software Version 402.xx Edition 06/96 11 - 24 Meaning of the Parameters - SETUP CLUSTERING - Clustering Accord i ng to the Seq…
User’s Manual Line Computer UNIX 11 Production Tools / Optimization
Software Version 402.xx Edition 06/96 11.4 Optimization Dialog
11 - 23
11.4.3 SERVICES Menu
The SERVICES menu contains the following options:
-
Changing standard parameters (see section 11.4.3.1)
-
Changing job parameters (see section 11.4.3.3)
-
Discarding job parameters (see section 11.4.3.4)
-
Viewing error file (see section 11.4.3.5)
-
Starting Feeder Editor (see section 11.4.3.6)
-
Starting Restriction Editor (see section 11.4.3.7)
-
Checking for producibility (see section 11.4.3.8)
-
Display set-up (see section 11.4.3.9)
-
Display result file (see section 11.4.3.10)
11.4.3.1 Changing Standard Parameters
At the start of the optimization run, Set-Up Optimization reads in a parameter file, the standard parameters.
This file contains a number of parameters which control the optimization process and have an effect on setup
clustering. The settings may be the factory-preset default values which, however, can be changed by the
customer as required.
The setting of the parameters is explained in section 11.4.3.2 by means of three examples of production
situations.
Procedure
●
On the SERVICES menu click on the Change standard parameters option.
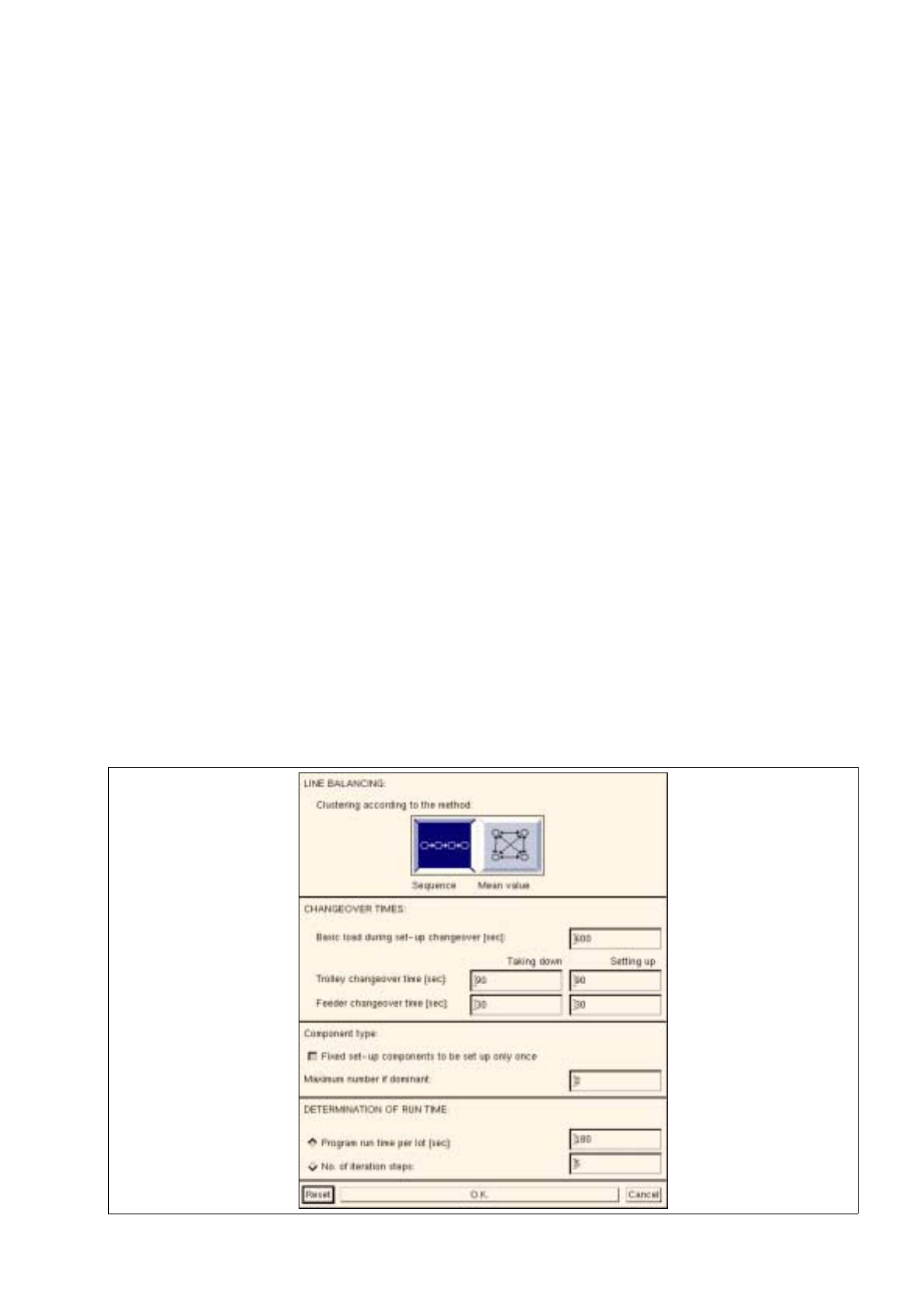
The „Change standard parameters for xx.lose“ window opens.
Fig. 11.4.2 Changing Standard Parameters

11 Production Tools / Optimization User’s Manual Line Computer UNIX
11.4 Optimization Dialog Software Version 402.xx Edition 06/96
11 - 24
Meaning of the Parameters
-
SETUP CLUSTERING
-
Clustering According to the Sequence or Mean Value Method:
Setup clustering can be carried out
by any one of two different methods which can be selected by activating the appropriate icon.
-
Sequence:
Starting situation: A number of jobs exist that are to be produced only once and in any sequence
desired.
Optimization: Optimization forms setup clusters and suggests a
production sequence
. If this
sequence is observed, the jobs can be produced keeping set-up changeover time to a minimum.
-
Mean value:
Starting situation: A number of jobs exist that are to be produced over and over again at varying
and unforeseeable instances.
Optimization: Optimization forms setup clusters resulting in minimum changeover times for
any
setup changeover procedure desired
.

User’s Manual Line Computer UNIX 11 Production Tools / Optimization
Software Version 402.xx Edition 06/96 11.4 Optimization Dialog
11 - 25
-
SETUP CHANGEOVER TIMES
Set-Up Optimization requires a basis for the calculation of the changeover times. The parameters listed in
the following can be set to specify how much time is required for setup changeover operations.
-
Basic time for set-up changeover [sec]:
The basic time refers to the time that elapses between the
last placement from the predecessor setup and the first placement of the follow-up setup. The actual
setup changeover times are not included in the calculation. The default setting is 600 sec.
-
Trolley changeover time [sec]:
Estimated time required for the removal and installation of a compo-
nent changeover table. While the placement process continues, the feeders are prepared, away from
the line, on a second changeover table. The changeover table is then exchanged completely during the
changeover procedure. The default setting is 180 sec (= 90 sec for taking down + 90 sec for setting up).
To be able to use this parameter, a feeder part must be defined as component changeover table in the
Configuration Editor (see chap.12).
-
Feeder changeover time [sec]:
Estimated time required for the removal and installation of a feeder
on a fixed component table. The feeders are prepared outside the line with the placement process
continuing. They must be changed over individually; this is why the time required for the setup
changeover increases with the number of machine components to be changed over. The default set-
ting is 60 sec (= 30 sec for taking down + 30 sec for setting up).
-
COMPONENT TYPE
Components with a dominant proportion in the assembly and a dominant vibration time are set up re-
peatedly by Set-Up Optimization so as to avoid load imbalances. This has an effect on the setup and thus
the changeover times. If a component type is not to be set up an unlimited number of times, the number of
feeders per component type can be restricted.
-
Fixed set-up components to be set up only once
This parameter is only relevant where a fixed setup is defined. It is possible to define whether or not a
component already contained in the fixed setup is allowed to be set up by Optimization at another or
several other locations that may be more advantageous.
-
Maximum number if dominant
This parameter allows you to define the maximum number of times a dominant component type may
be set up. If only a minimum of setups is to be created, the number of feeders in the case of domi-
nance should be limited to 1. With the setting of 0, Set-Up Optimization can decide on its own how
often the component type at issue is to be set up.