DECAN_S2_Operation(ENG_Ver4.1).pdf - 第21页
DE CAN S2 O pe rat ion H an db ook 3 -2 Chap ter 3 This chapter describes the production procedure. Pr oduction Advanced Chip Shooter Pr epara tion F or Oper atio n Ⅰ > N ozzl e ty pe and appli ed par t Preparation F …
DECAN S2 Operation Handbook
3-1
Chapter 3
This chapter describes the production procedure.
Production
Advanced Chip Shooter
Preparation For Operation Ⅰ > Check related works (30 minutes before shift of work)
Preparation For Operation Ⅰ
Chapter 3
Production
This chapter describes the production procedure.
1. Check related works (30 minutes before shift of work)
Step 1.
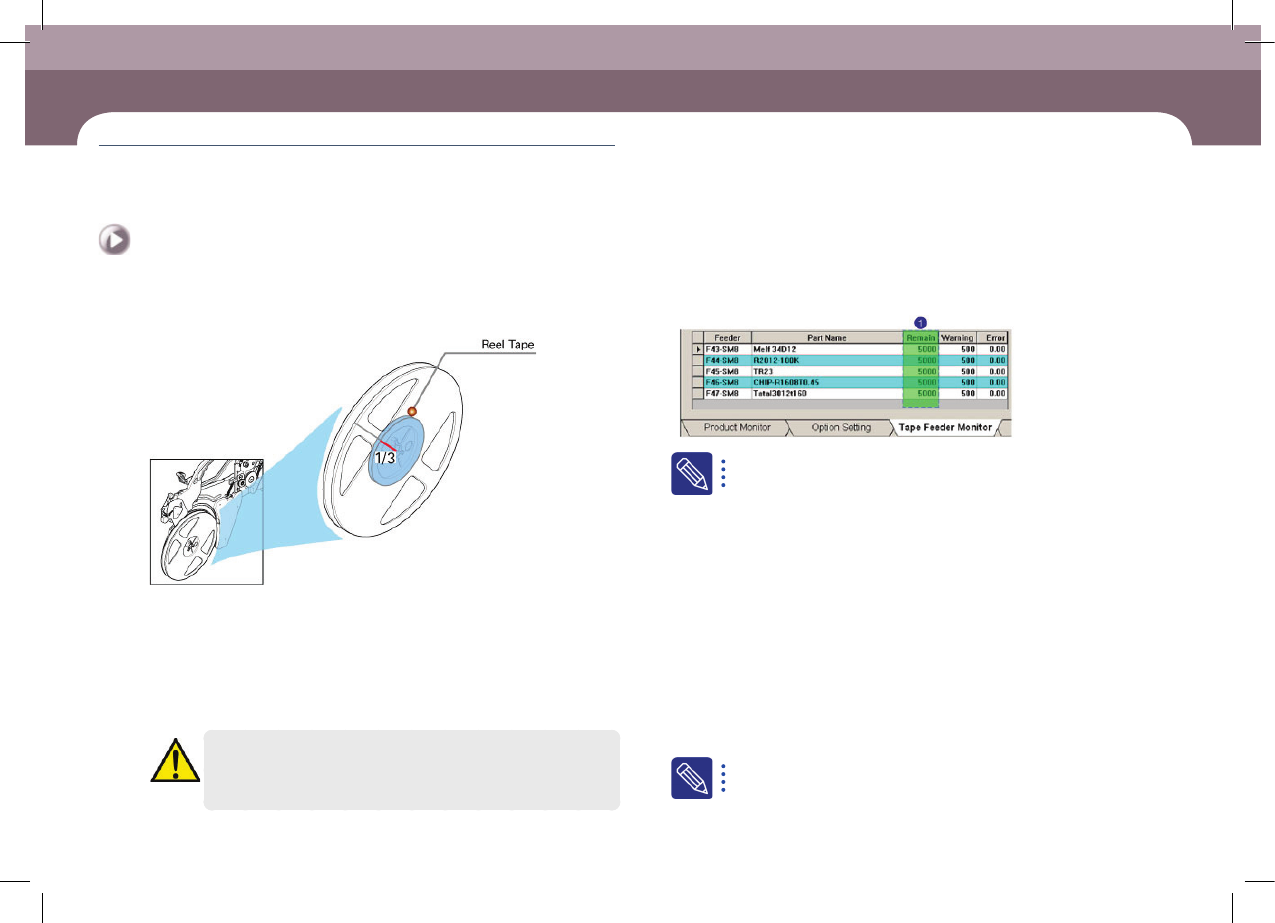
Check remaining quantity of parts
ㆍ In general cases, check whether parts remain more than one third in the reel tape.
Then, for parts whose remaining quantities are less than one third, prepare the part
order list in advance.
ㆍ When using an IT feeder, arrange the <Remain> column in ascending order (▲) and
prepare a list for those parts that are expected to be exhausted most rapidly. In the
case of ascending order, the data is displayed from parts that are expected to be
exhausted most rapidly.
Caution
When using a part remaining count in the MMI, perform splicing or,
after reel change, reflect the result to the part count correctly.
The No. 1 item indicates the number of remaining parts in the part
reel loaded to the current feeder.
Step 2.
Check previous work quantity
Check the following items to be taken over that occurred during work performed
by the previous operator.
ㆍ Number of produced PCBs.
ㆍ Information on the PCB being worked on currently (part remaining count, part
order and secured part). )
Step 3.
Check special items for work
Check details regarding special work conditions that must be examined in advance.
ㆍ PCB model change, specially ordered PCB, existence of items to which special work
conditions are applied.
Step 4.
Check production goal (record production goal every 2 hours)
For more details regarding the feeder installation, refer to "Checking
Feeder" (page 6-1)
Preparation For Operation Ⅰ
DECAN S2 Operation Handbook
3-2
Chapter 3
This chapter describes the production procedure.
Production
Advanced Chip Shooter
Preparation For Operation Ⅰ > Nozzle type and applied part
Preparation For Operation Ⅰ
Production
2. Nozzle type and applied part
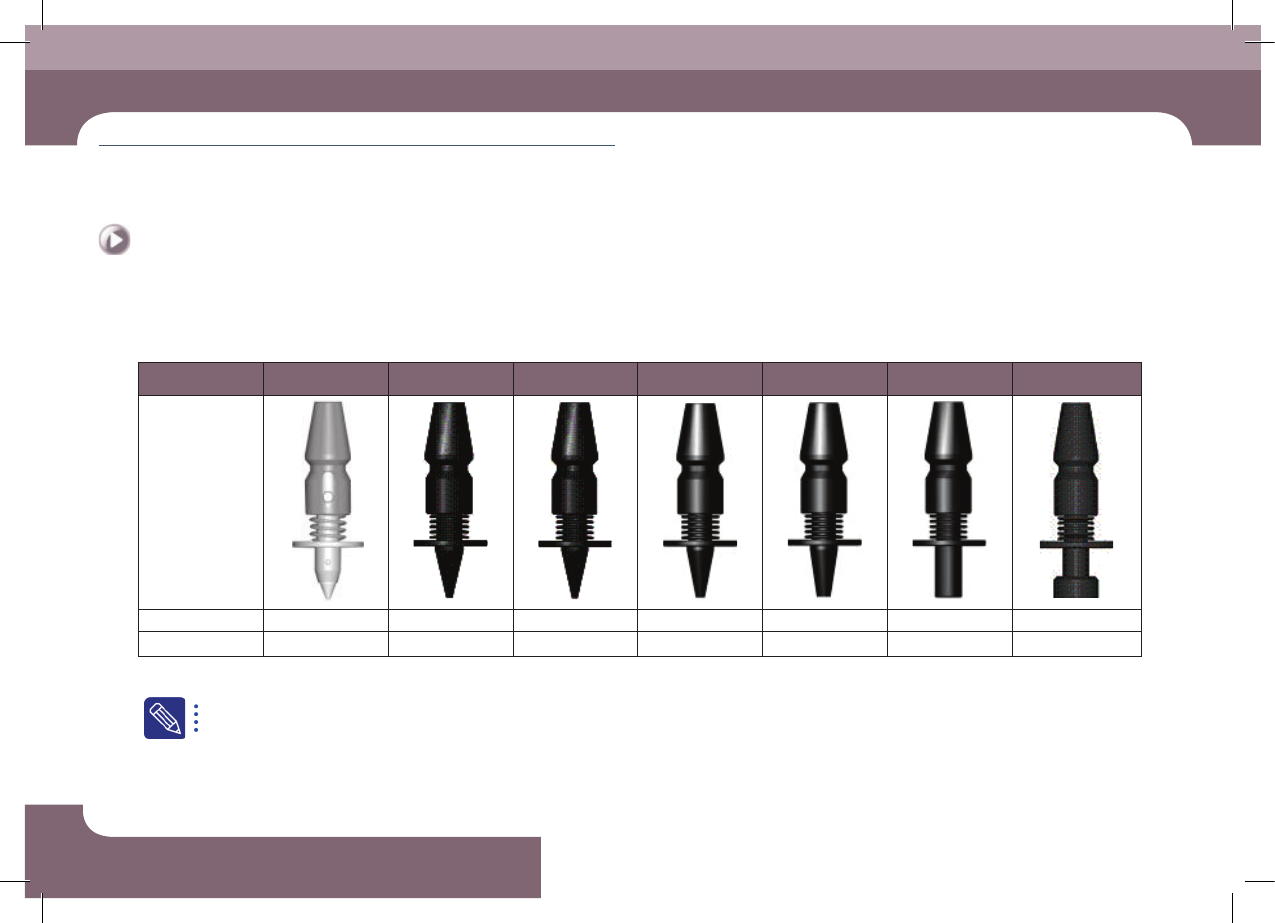
1. Type of nozzle(F2)
Nozzle Name CN020 CN030 CN040 CN065 CN140 CN220 CN400
External shape
Outside diameter Φ 0.5 Φ 0.6 Φ 0.75 Φ 1.2 Φ 2.2 Φ 3.6 Φ 6.0
Inside diameter Φ 0.16 Φ 0.28 Φ 0.38 Φ 0.65 Φ 1.4 Φ 2.2 Φ 4.0
ㆍ Select the appropriate nozzle according to the type and size of the part to be placed.
For a detailed description of how to check and clean the nozzle, please refer to “Chapter 2 Daily Inspection” in the maintenance handbook.
DECAN S2 Operation Handbook
3-3
Chapter 3
This chapter describes the production procedure.
Production
Advanced Chip Shooter
Preparation For Operation Ⅰ > Nozzle type and applied part
Preparation For Operation Ⅰ
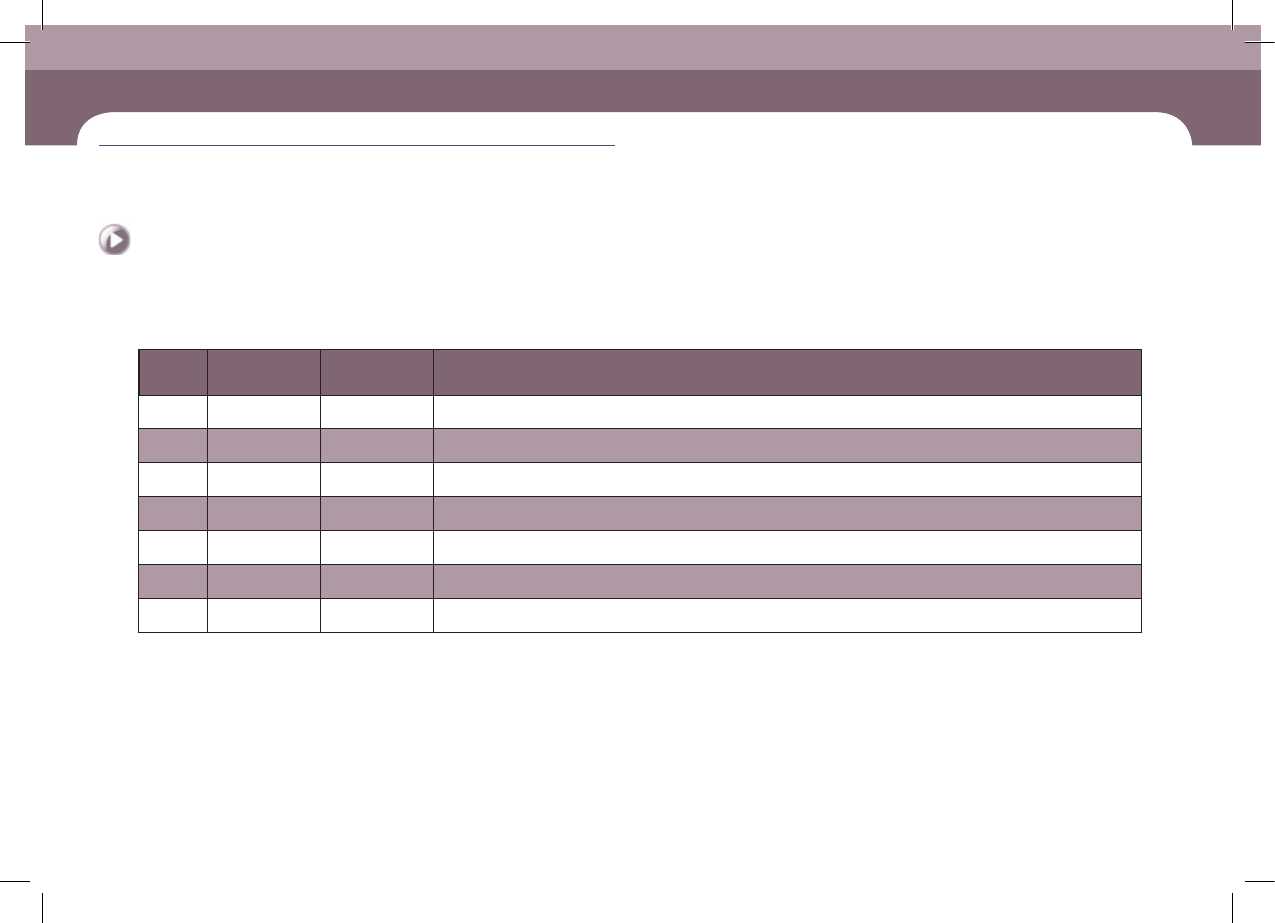
2. Nozzle type and applied part(F2)
Nozzle
Name
Material
number
Minimum part
width
Applied part
CN020 J90551006A 0.2~0.50 0402 Chip Dedicated
CN030 J9055133C 0.3 ~ 1.5 0603 Chip Dedicated
CN040 J9055134C 0.5 ~ 1.25 1005 ~ 1608 Chip Dedicated
CN065 J9055136C 0.8 ~ 2.5 1608, 2012, 3216, Melf, Hemt, SSOP03, TR(23), TR2, Chip- Tantal(3012)
CN140 J9055256A 2.5 ~ 4.0 3216, 6432, Chip-Aluminum(5753), Chip-Tantal(7343), TR(13), Trimmer, SOP2(04), SOP(48), SSOP08
CN220 J9055351A 4.0 ~ 7.0 Chip-Aluminum(7268), SOP(48), Connector, QFP(48), Chip-Coil(8280), Chip-Tantal(8060)
CN400 J90551072A 7.0 ~ 10.0 Chip-Aluminum (9082), SOP(66), SOP2(50), QFP(44), PLCC(18), SOJ2, Connector, TR(22), BGA (208G), Chip- Coil(1212)
ㆍ Select the appropriate nozzle according to the type and size of the part to be placed.