00193921-01.pdf - 第111页
Betriebsanleitung SIPLACE HF-Serie 3 Technische D aten Softwareversion SR.505.xx Ausgabe 05/2004 DE 3.6 Bestückköpfe 111 3.6.4.1 Beschreib ung Dieser hoch entwick elte Bestüc kkopf bes teht aus z wei aneina nder gekop pe…
3 Technische Daten Betriebsanleitung SIPLACE HF-Serie
3.6 Bestückköpfe Softwareversion SR.505.xx Ausgabe 05/2004 DE
110
3.6.4 SIPLACE TwinHead für hoch genaue IC-Bestückung
3
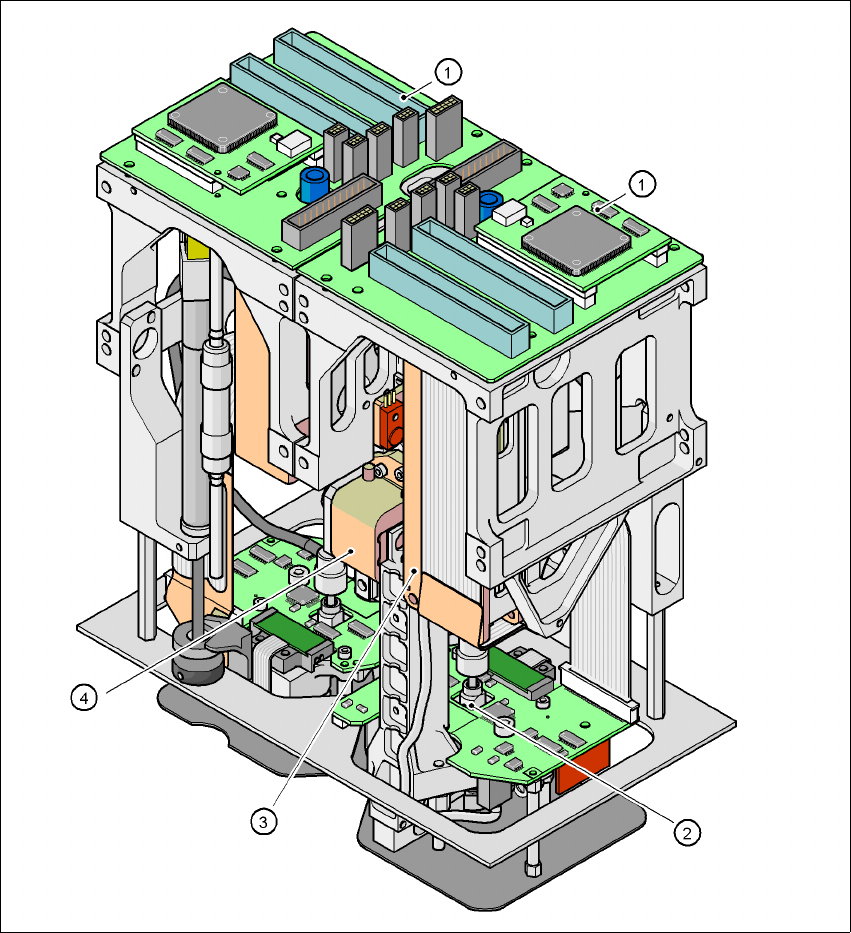
Abb. 3.6 - 9 TwinHead für hoch genaue IC-Bestückung
3
(1) Pick&Place-Modul - der TwinHead besteht aus 2 Pick&Place-Modulen
(2) DP-Achse
(3) Antrieb der Z-Achse
(4) Inkrementales Wegmesssystem für die Z-Achse

Betriebsanleitung SIPLACE HF-Serie 3 Technische Daten
Softwareversion SR.505.xx Ausgabe 05/2004 DE 3.6 Bestückköpfe
111
3.6.4.1 Beschreibung
Dieser hoch entwickelte Bestückkopf besteht aus zwei aneinander gekoppelten Bestückköpfen
gleicher Bauart (Zwillingskopf), die nach dem Pick&Place-Prinzip arbeiten. Der TwinHead eignet
sich zur Verarbeitung besonders anspruchsvoller und großer Bauelemente. Zwei Bauelemente
werden vom Bestückkopf abgeholt, auf dem Weg zur Bestückposition optisch zentriert und in die
erforderliche Bestücklage gedreht. Danach werden sie mit Hilfe von geregelter Blasluft sanft und
positionsgenau auf die Leiterplatte gesetzt.
Für den TwinHead wurden neue Pipetten (Typ 5xx) entwickelt. Mit einem Adapter lassen sich
aber auch die Pipetten des Pick&Place-Kopfes vom Typ 4xx und die Pipetten der Collect&Place
Köpfe vom Typ 8xx und 9xx verwenden.
Kontroll- und Selflearning-Funktionen 3
Verschiedene Kontroll- und Selflearning-Funktionen steigern die Zuverlässigkeit des TwinHead.
– Vakuumprüfungen an den Pipetten zeigen beispielsweise an, ob das Bauelement korrekt ab-
geholt oder abgesetzt wurde.
– Hoch auflösende, intelligente Visionmodule wie z.B. Finepitch und Flip-Chip Visionmodule –
stellen geringste Abweichungen der BE-Position fest, korrigieren diese und garantieren damit
eine korrekte Bestückposition. Die BE-Kameras sind stationär am Maschinenrahmen befes-
tigt.
– Auch die Gehäuseform des Bauelements wird überprüft. Weichen die ermittelten geometri-
schen Daten von den programmierten Daten ab, wird das Bauelement nicht bestückt.
– Die vorgegebenen Aufsetzkräfte für die Bauelemente werden von einem Kraftsensor gemes-
sen und überwacht.
– Bei Druckluft- oder Stromausfall wird die vertikale Achse (Z-Achse) in eine sichere Position an-
gehoben, um einen Kopfcrash zu vermeiden.
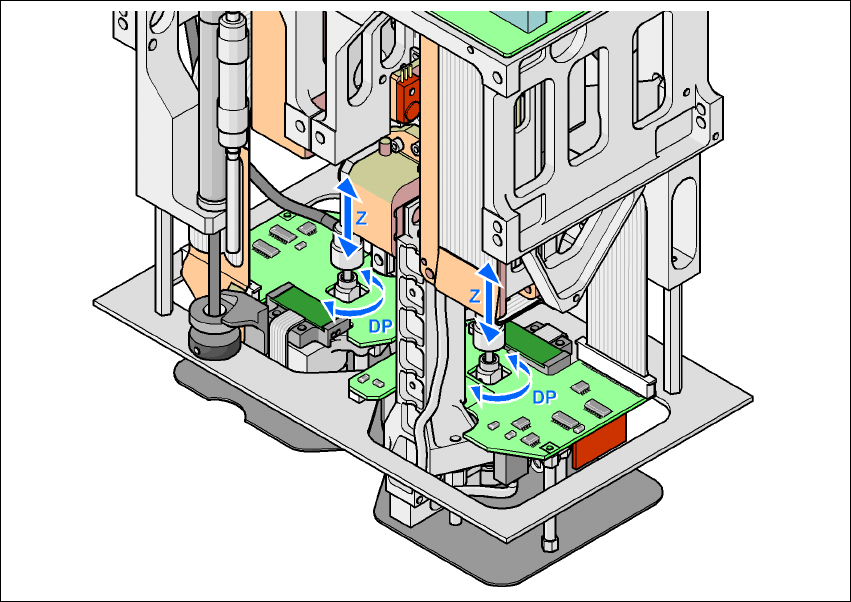
3.6.4.2 Funktionsbeschreibung
Der TwinHead besteht aus zwei aneinander gekoppelten Pick&Place-Köpfen, die voneinander
unabhängig angesteuert werden. Jeder Kopf besitzt zwei Achsen, die Z- und die DP-Achse (siehe
Abb. 3.6 - 8
).
Der Verfahrweg der Z-Achse wird über ein hoch auflösendes, lineares Inkrementalmesssystem
erfasst. Die Z-Achse führt eine Vertikalbewegung aus. Ein Linearmotor hebt und senkt die Z-Ach-
se. Damit werden Bauelemente aus Förderern bzw. Trays abgeholt und auf die Leiterplatte abge-
senkt. Die Z-Achse ist eine so genannte „intelligente“ Achse. Sie „merkt sich“ die Abholhöhe für
Förderer und Trays und die Bestückhöhe für jedes Bauelement. So lässt sich der Bestückprozess
beschleunigen. Die programmierte Aufsetzkraft wird von einem Kraftsensor gemessen und über-
wacht.
3 Technische Daten Betriebsanleitung SIPLACE HF-Serie
3.6 Bestückköpfe Softwareversion SR.505.xx Ausgabe 05/2004 DE
112
Die DP-Achse dreht das optisch zentrierte Bauelement in die gewünschte Bestücklage. Die Dreh-
achse wird von einem Schrittmotor angetrieben. Die Motorwelle ist als Pinolenrohr ausgebildet.
Am oberen Ende ist die Inkrementalscheibe für die Winkelauswertung befestigt, am unteren Ende
befindet sich die Aufnahmevorrichtung für die Pipette.
Die Bewegungsabläufe der Rotations- und auch der Translationsachsen werden von Regelkrei-
sen gesteuert. Sensoren für Position und Geschwindigkeit übermitteln die Istwerte der Achsbe-
wegung an die Achsansteuerung. Aus dem Vergleich der Soll- und Istwerte werden die Kraft- und
Geschwindigkeitsparameter für die Servoverstärker und somit die auszuführende Achsbewegung
ermittelt.
Die Vakuumwerte an der Pipette werden während des gesamten Abhol- und Bestückprozesses
ständig elektronisch kontrolliert, um die Bestückfehlerrate möglichst gering zu halten.
3
Abb. 3.6 - 10 Funktionsbeschreibung