JM-10_动作说明书 - 第11页
动作说明书 3-1 3 关于各项功能 3-1 原点复归动作 3-1-1 X , Y , Z , θ 轴 3-1-1-1 原点复归动作的时机 Z , θ 的所有轴和支撑台轴同时开始原点复归。 XY 轴是在 Z 轴原点复归结束、 达到安全的高度之后再开始 动作。为了确认所有轴的原点定位结束,在 CAL 块上进行等候,确认动作结束后,经过 200msec 后拍摄 CAL 块的第一标记。 将标记识别结果用于 XY 的坐标校正, 结束原点复归。 …
动作说明书
2-5
2-3-1-2 性能
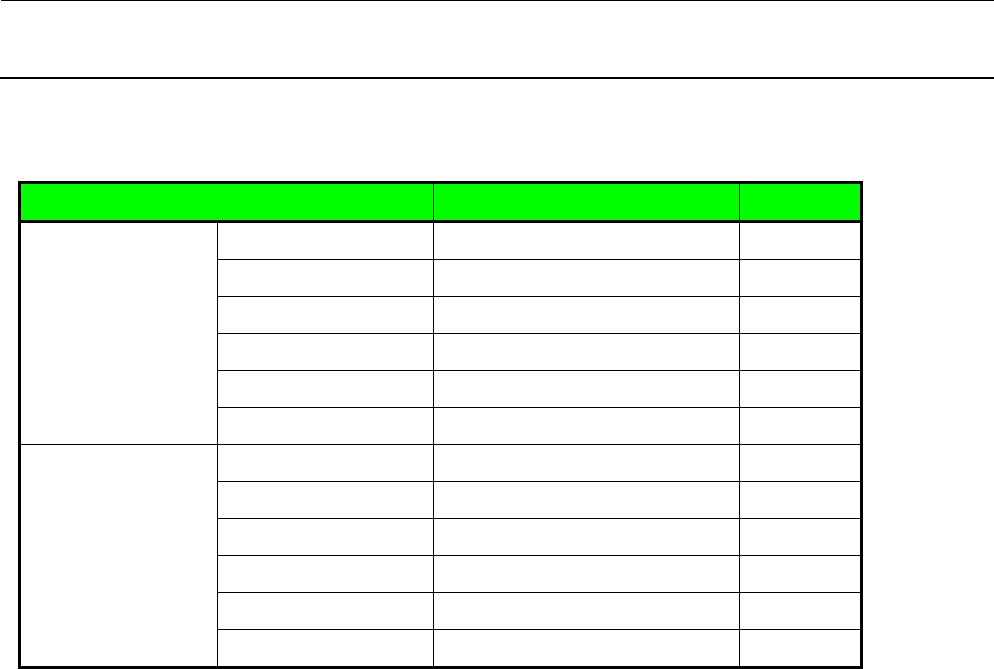
用于 LNC 轴驱动的 Z 电动机及 θ 电动机的性能如下表所示。
项目 规格 备注
Z 电动机 额定输出 30[W]
额定转速 3000[r/min]
最大转速 9000[r/min]
编码器分辨率 262144[pulse/rev]
编码器输出 三菱串行
指令 1 脉冲的移动量 0.00125[mm]
θ 电动机 额定输出 30[W]
额定转速 3000[r/min]
最大转速 9000[r/min]
编码器分辨率 262144[pulse/rev]
编码器输出 三菱串行
指令 1 脉冲的移动量 0.005[deg/pulse]
2-3-1-3 故障检测
① 以伺服放大器进行通信异常检测,电源接通状态下电缆脱开时会产生 ALM16,关断伺服。
② 以伺服放大器进行通信异常检测,动作中间因断线等原因导致通信异常时,会产生 ALM20,关断伺
服。
③ 伺服断开时,利用装有元件贴装头的贴片头抬升气缸产生轴的上升动作,所有轴上升到 XY 移动高度。
动作说明书
3-1
3 关于各项功能
3-1 原点复归动作
3-1-1 X,Y,Z,θ 轴
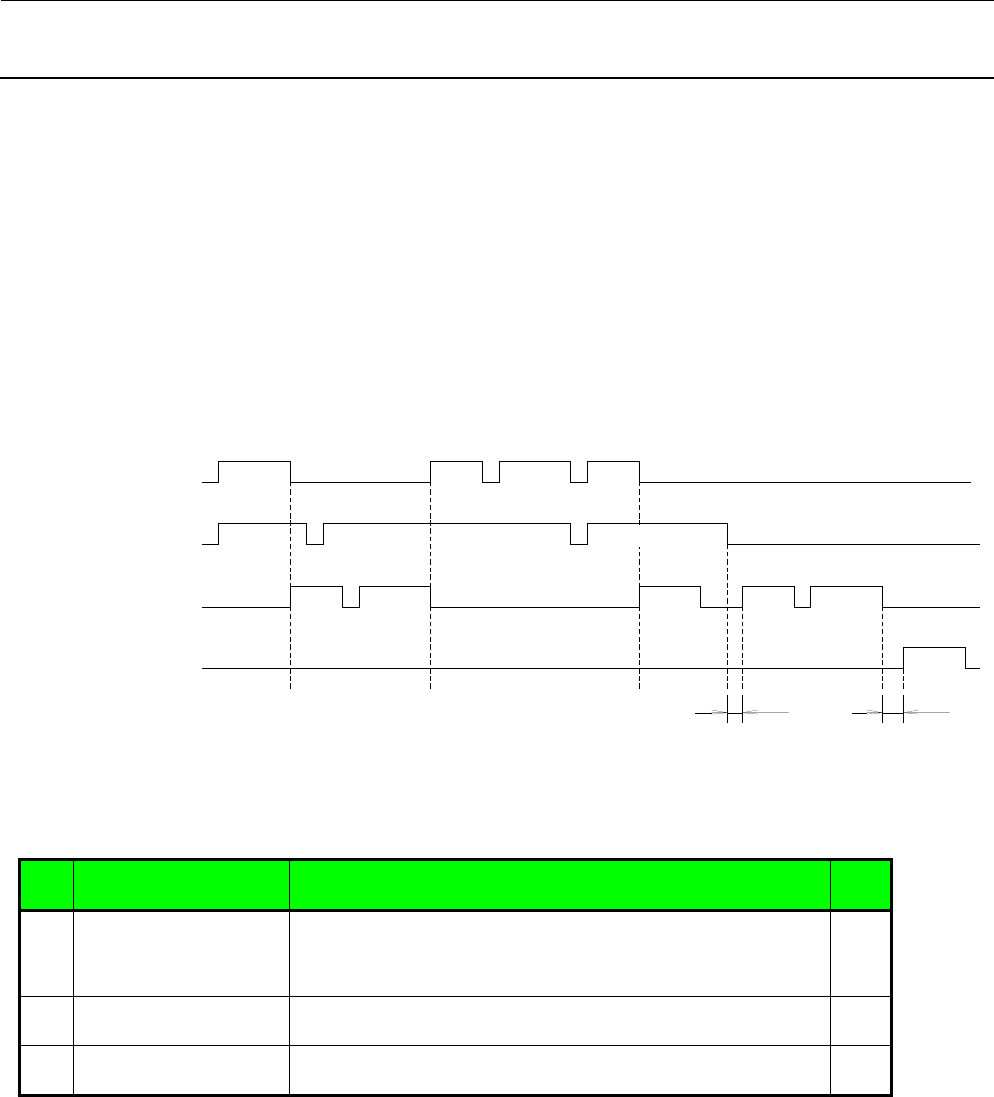
3-1-1-1 原点复归动作的时机
Z,θ 的所有轴和支撑台轴同时开始原点复归。XY 轴是在 Z 轴原点复归结束、达到安全的高度之后再开始
动作。为了确认所有轴的原点定位结束,在 CAL 块上进行等候,确认动作结束后,经过 200msec 后拍摄
CAL 块的第一标记。将标记识别结果用于 XY 的坐标校正,结束原点复归。并且,为了使 θ 轴的编码器与
LNC 的计数一致,将 LNC 的计数器复位。
原点复归
Z軸
仮原点
復帰
原点
復帰
安全
高さ
θ軸
予備
動作
原点復帰 偏芯吸収角度
XY軸
予備
動作
原点
復帰
CAL
移動
認識 原点
確定
LNCカウンタリセット
リセット
200 300
予備
動作
3-1-1-2 原点复归动作之后的 LNC 检测动作
在原点复归动作中执行 CAL 块的标记识别后,进行以下的 LNC 检测动作。①、②允许以 MSP 通过检测。
NO. 检测内容 MSP
① 激光通信错误的复原
处理
当发生 1394 通信错误时进行初始化,使报警复原 ○
② 以激光检查外部吸嘴 将外部吸嘴降到激光高度,以 ONCE 指令确认看得到映像 ○
③ 激光的编码器确认 检查 LNC 的 U/D 计数器是否与 θ 轴的旋转同步 ×
Z 轴
θ 轴
XY 轴
LNC 计数器复位
暂时原点
复归
预备
动作
预备
动作
预备
动作
原点
复归
原点
复归
原点复归
偏心吸收角度
CAL
移动
识别
确定
原点
复位
安全高
度
动作说明书
3-2
3-1-1-3 各轴各自的原点复归动作
<原点复归方式>
轴 原点复归方式 概述
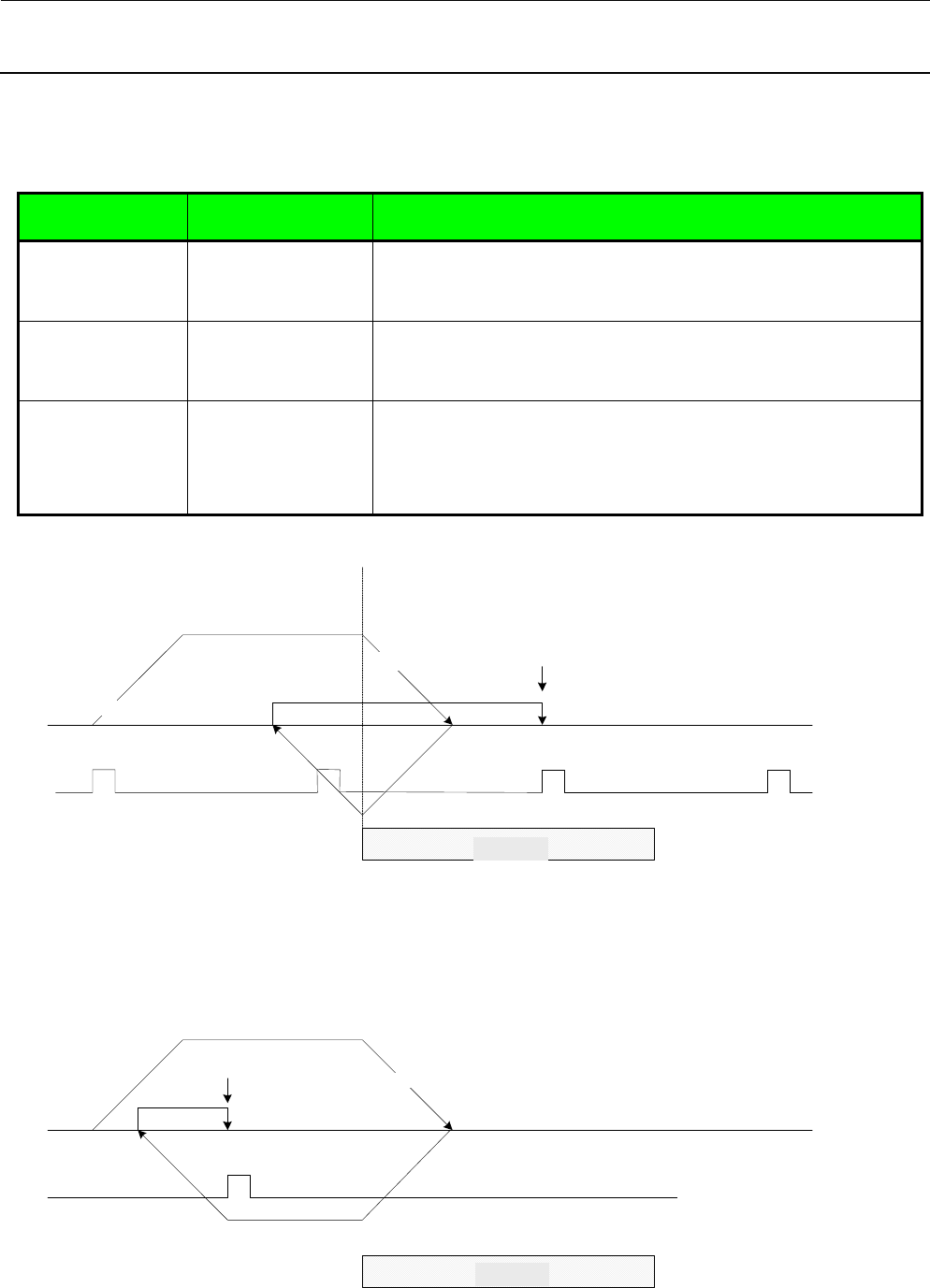
X,Y 限位开关起点式原
点复归
在限位开关前端开始减速,再返回到限位开关前端,然后以爬
行速度进行移动,以距限位开关前端第 1 个 Z 相作为原点。
Z 限位开关起点式原
点复归
在限位开关前端开始减速,再返回到限位开关前端,然后以爬
行速度进行移动,以距限位开关前端第 1 个 Z 相作为原点。
θ
比例式原点复归 采用与 XY 相同的比例式原点复归。由于 θ 轴没有近点限位开
关,所以与控制参数的限位开关逻辑相反,在始终处于检测到
近点限位开关的状态下进行原点复归。
近点ドグ
クリープ速度
起動
原点復帰速度
原点
Z相パルス
ドグクレードル式原点復帰
近点ドグ
Z相パルス
原点
スケール原点信号検出式原点復帰
起動
原点復帰速度
クリープ速度
近点ドグで減速
反転
近点ドグで減速
反転
限位开关起点式原点复归
起动
Z 相脉冲
原点复归速度
爬行速度
到限位开关减速
原点
反转
近点限位开关
比例原点信号检测式原点复归
起动
Z 相脉冲
原点复归速度
到限位开关减速
反转
近点限位开关
爬行速度
原点