JM-10_动作说明书 - 第42页
动作说明书 3-32 3-8 激光识别动作 (1)SWEEP 测定时的参数设定 使用 SWEEP 指令时,需要预先指定决定以下的测定动作的参数。 ① 闭锁角 (Holdoff Angle) 要指定的是:发出 SWEEP 开始指令之后 θ 旋转达到一定速度所需的旋转角度。 计测旋转必须以一定速度进行。 LNC60 会监视贴片机的 θ 轴编码器信号, 当 θ 达到设定的角度时 开始取得数据。 ② 吸附角度 (dRz Nominal) 对元件…
动作说明书
3-31
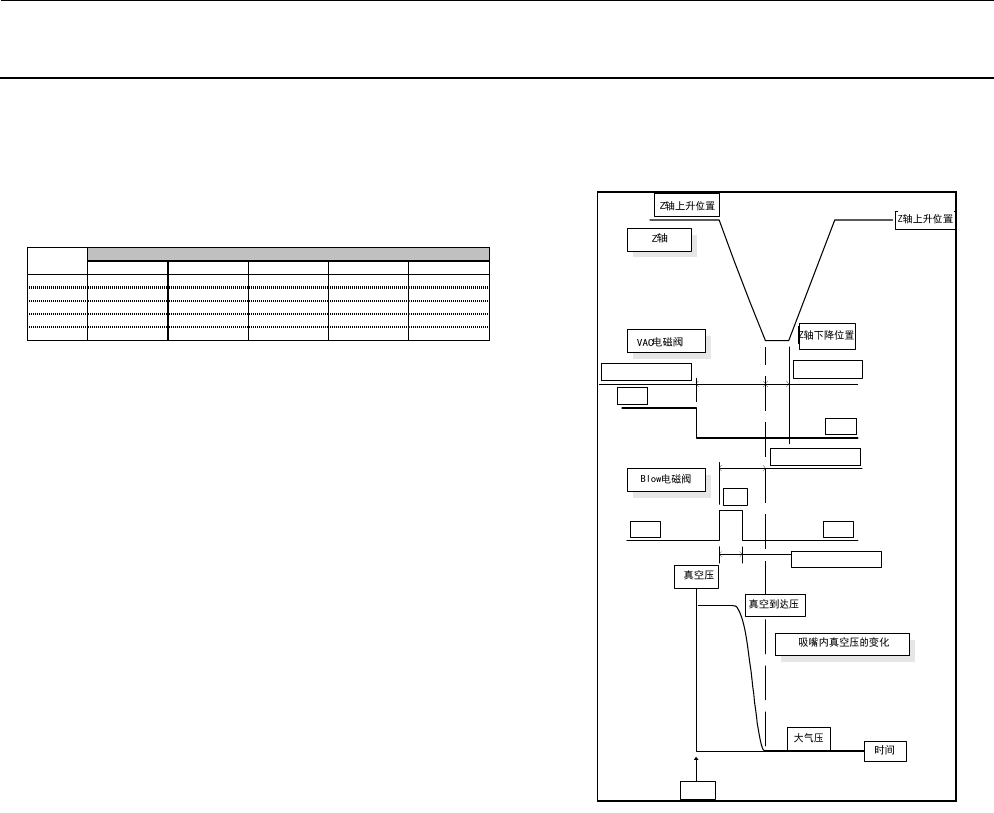
3-7-4 向废弃箱之外废弃元件时的真空同步时间
废弃元件时的Vac和Blow的同步,Blow压力高的话,有可能吹跑已经被废弃的元件。
因此,需要与贴装时的同步分别控制。
向废弃箱之外废弃时的机械控制参数的Default值
(注) nScrapVacOff、nScrapVacCorr、nScrapBlowOn、nScrapBlowTime、nScrapHold可以变更保
存到机械控制参数。
〔废弃真空控制的机械控制参数〕
W.Scrap.Vac.Off:废弃Z轴下降完了反转Vac至电磁阀Off的时间。
nScrapVac.Off:废弃Z轴下降完了反转Vac至电磁阀Off的时间。(校正前)
nScrapVacCorr:Vac电磁阀断开(Off)时机的校正值。
nScrapBlowOn:废弃Z轴下降完了反转上升Blow至电磁阀On的时间。
nScrapBlowTime:Blow电磁阀On时间。
nScrapHold:废弃Z轴下降的时间是Vac的残压切断的等待时间。
元件尺寸越大,定时器指需要越长。
W.Scrap.Vac.Off的计算式
W.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr MS参数的真空载荷未输入值。
W.Scrap.Vac.Off = wTime6 nScrapHold + nScrapVacCorr MS参数的真空载荷已输入值。
(注) W.Scrap.Vac.Off为负值时,Z轴下降完了之后同时真空电磁阀Off。
正值时,吸附下降完了之后,反转真空电磁阀Off。
(例) MS参数的真空载荷为输入值
系数3时,W.Scrap.Vac.Off = nScrapVacOff + nScrapVacCorr
= 15 + 0
= 15
废弃下降完了之后,反转15ms真空电磁阀Off。
(例) MS参数的真空载荷已输入值
元件种类为系数0,wTime6 = 27时,W.Scrap.Vac.Off = wTime6 nScrapHold + nScrapVacCorr
= 27 50 + 0
= 23
废弃下降结束后等待23ms,断开真空电磁阀。
各词语的意义如下。
「机械控制参数」「其他」「真空」「元件种类真空同步时间」「废弃」
nScrapVacOff :「真空停止同步时间」
nScrapVacCorr :「真空停止修正值」
nScrspBlowOn :「吹风开始时间」
nScrapBlowTime :「吹风持续时间」
nScrapHold :「真空切断等待时间」
上述在废弃时的机械控制参数 Default 值的表中有各指标值。
「自我校准」「真空校准」「生产使用值」「V.CAL」
wTime6 :「真空破坏时间」
有各贴装头的值。
DEFAULT値
インデックス
nScrapVacOff nScrapVacCorr nScrapBlowOn nScrapBlowTime nScrapHold
0 0 0 1 10 50
1 0 0 1 10 30
2 0 0 1 10 30
3 15 0 11 15 5
4 15 0 11 15 5
系数
力
済
nScrapBlowOn
VAC 電磁弁
ON
ノズル内真空圧の変化
W.Scrap.Vac.Off
OFF
Z軸上昇位置
Z軸上昇位置
Z軸下降位置
Z軸
nScrapHold
Blow 電磁弁
nScrapBlowTime
ON
OFFOFF
時間
真空圧
真空到達圧
大気圧
VavOff
动作说明书
3-32
3-8 激光识别动作
(1)SWEEP 测定时的参数设定
使用 SWEEP 指令时,需要预先指定决定以下的测定动作的参数。
①闭锁角(Holdoff Angle)
要指定的是:发出 SWEEP 开始指令之后 θ 旋转达到一定速度所需的旋转角度。
计测旋转必须以一定速度进行。LNC60 会监视贴片机的 θ 轴编码器信号,当 θ 达到设定的角度时
开始取得数据。
②吸附角度(dRz Nominal)
对元件被吸附的角度(-180°≦dRz Nominal<180°)进行指定。在贴片机的贴装动作中,是使贴
装头的 θ 轴转到吸附角度再吸取元件的,所以该值始终指定为 0。
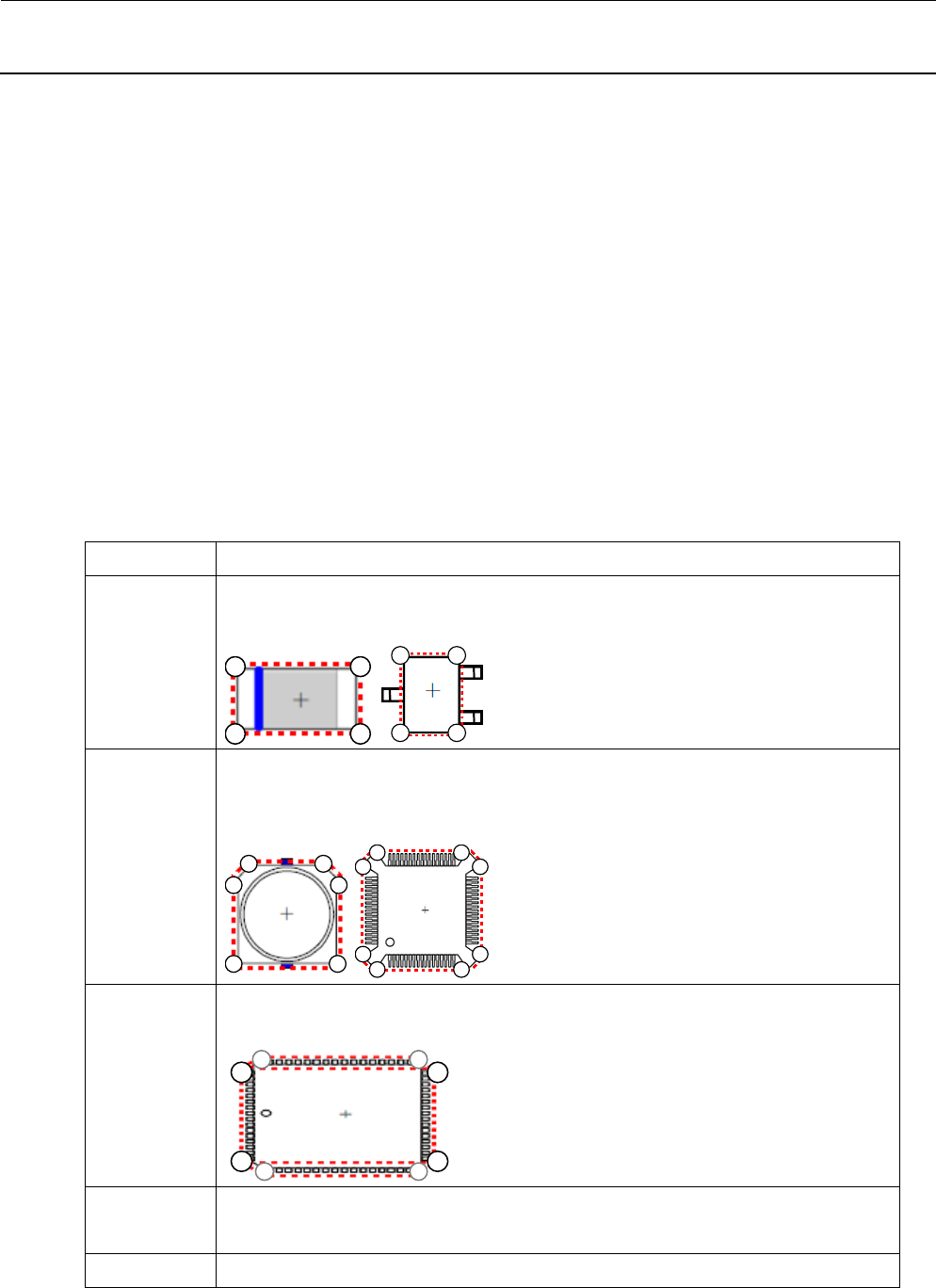
③元件形状(Shape Template)
对根据收集到的数据计算位置偏移、角度偏移、元件尺寸的方法(算法)进行指定。
现在所使用的元件形状
元件形状 动 作
无切角 根据测定数据检测出 4 个顶点,计算位置偏移、角度偏移、尺寸。
无切角、接近矩形形状的元件指定这种元件形状。
2
34
1
21
34
有切角 根据测定数据检测出 5~8 个顶点,计算位置偏移、角度偏移、尺寸。
即便是有 1 个切角的元件,或者是激光测定位置上有引脚的元件,指定这种
元件形状。
1
2 3
4
6 5
1
23
4
5
6 7
8
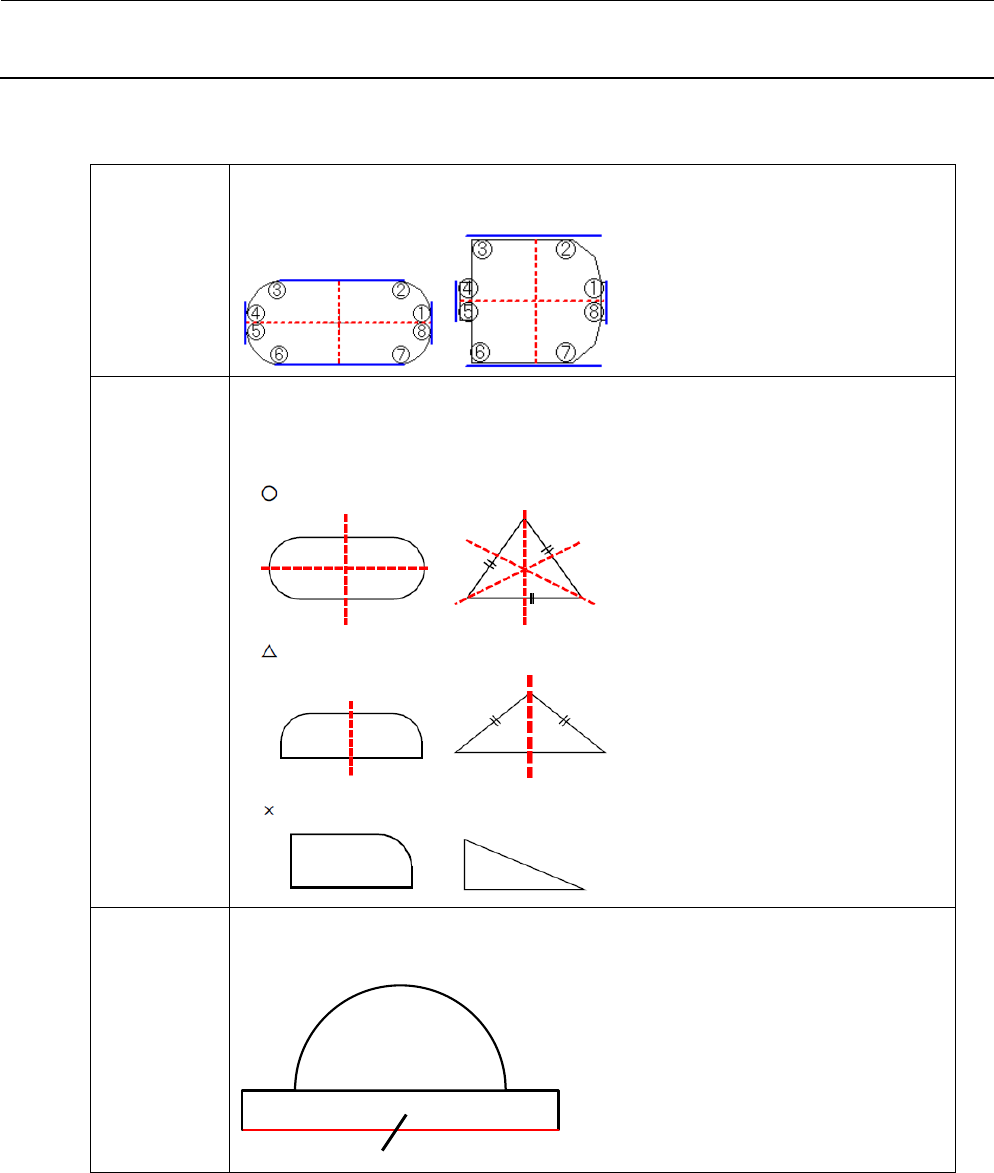
PLCC 根据测定数据检测出 8 个顶点,利用其中 4 点计算位置偏移、角度偏移、尺
寸。是 PLCC 专用的元件形状。
2
1
3
4
8
76
5
圆筒 根据测定数据计算位置偏移、尺寸。角度偏移不计算。
无设置 从吸取姿势开始旋转,旋转量为贴片角度,再贴片。
动作说明书
3-33
挠性 从测定数据中抽出 X、Y 方向上元件宽度最小处附近的合计 8 个点,进行位置
偏移、角度偏移的计算和补正,然后贴片。
挠性 2 根据测定结果检出元件的左右形成对称的轴,从该轴取得元件的中心坐标、
角度偏移量,进行补正贴片。关于元件尺寸,根据由上述计算测定的角度偏
移量,以实际的元件角度 0°为基础将测定结果中最大的宽度判断为 XY 。
挠性 3 使用元件最小宽度附近的数据计算 XY 的宽度、偏移量。
根据元件之 X 方向上 1 边的斜度来取得角度。