OperationInstruction_Vsision XP - 第59页
Vision XP+ V AC Page 51 4 Equipment 4.3 Conveyor System Operating Instructions V ersion 1.5 4.3.4 C hain T ensioners / T ransport Chain 4.3.5 C hain T ensioners / Center Board Support Fig. 4-1 2 Rea ch-In Safeguard in Fr…
Page 50 Vision XP+ VAC
4 Equipment
4.3 Conveyor System
Operating Instructions
Version 1.5
4.3.2 Bushing Chain Conveyor
PCBs are advanced through the system by two chains which are guided via
aluminum profiles. The PCBs lie on top of the extended link pins of these
chains.
4.3.3 Drive / Width adjustment
The drive unit consists of a brushless motor with integrated speed control
electronics. A slip clutch disengages the motor from the chain conveyor. This
becomes necessary if the specified torque value is exceeded (e.g. if the
chain drive is blocked by a PCB).
Standard: fixed rail right hand (passage direction).
Adjustable side panels are driven by means of DC motors. Position is ascer-
tained by means of an absolute rotary encoder.
Fig. 4-10 Bushing Chain Conveyor
Pin chain is located in the side
plates of the process chamber.
Indication: Longitudinal thermal
chain expansion is compensated by
means of spring tensioners.
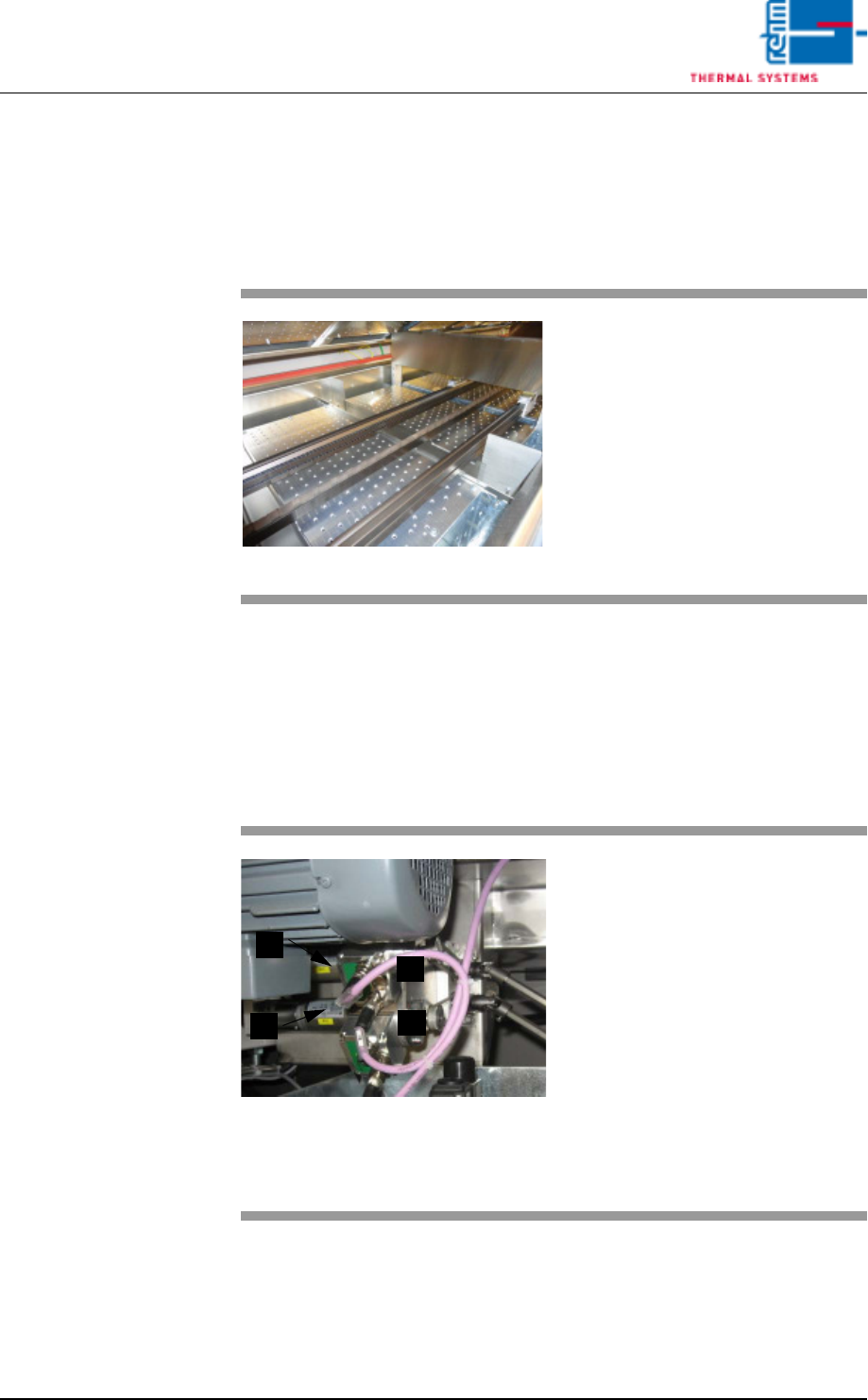
Fig. 4-11 Motor with Shaft
Motor and through shafts for the
width adjustment of Center Board
Support and PCB´s are located at
the front side of the system, under
the rear area of the cooling section.
A) Motor for PCB width adjusting
mechanism
B) Rotary encoder for PCB width
C) Motor for CS width adjusting
mechanism
D) Rotary encoder for CS width
D
A
B
C

Vision XP+ VAC Page 51
4 Equipment
4.3 Conveyor System
Operating Instructions
Version 1.5
4.3.4 Chain Tensioners / Transport Chain
4.3.5 Chain Tensioners / Center Board Support
Fig. 4-12 Reach-In Safeguard in Front of the
Chain Tensioner
The chain tensioners are in the sys-
tem’s inlet area behind the reach-in
safeguard on the left and right-hand
sides.
Unscrew the reach-in safeguard in
order to access the chain tensioner.
Fig. 4-13 Center Board Support
Center Board Support remains
strained by means of a separate
chain tensioner.
Fig. 4-14 Chain Tensioners
The chain tensioner assures that
the chain is always kept taught with
the help of springs.
If the chain nevertheless sags, it
must be shortened.

Page 52 Vision XP+ VAC
4 Equipment
4.3 Conveyor System
Operating Instructions
Version 1.5
4.3.6 Fully automatic chain oiler VXP+
4.3.7 Conveyor Speed Monitoring
Fig. 4-15 Fully automatic chain oiler VXP+
The central lubrication unit dispens-
es high temperature lubricant to the
transport and plate link chains as
droplets. This drip feed chain oiler
needs no maintenance.
A belt pulse sensor runs whenever
transport is switched on. Lubrication
is triggered when the set belt pulses
occur.
If necessary, the customer can
change pulse times and duration
and store these via the chain oiler
screen.
Fig. 4-16 Conveyor Belt Pulse Sensor and
Slip Clutch
The actual speed of the conveyor
system is detected by the pulse sen-
sor at the chain sprocket, and is ac-
quired by the controller in order to
monitor conveyor speed.
Actual conveyor speed is compared
with the setpoint specified by the op-
erator. If the selected tolerances are
exceeded or fallen short of, optical
and acoustic alarm signals are gen-
erated.
A) Conveyor belt pulse sensor
B) Slip clutch
A
B