00195731-0102_UM_X-Serie_SR605_EE.pdf - 第146页
3 Masina tehnilised andmed Kasutusjuhend SIPLACE X-Seeria 3.7 Trükiplaatide konveierisüst eem Tarkvaraversiooni S R.605.xx põhjal 07/2008 EE väljaanne 146 3.7.3.4 Kak sikkonveier ühe lindi ga konveie r i rež iimis Kaksi …

Kasutusjuhend SIPLACE X-Seeria 3 Masina tehnilised andmed
Tarkvaraversiooni SR.605.xx põhjal 07/2008 EE väljaanne 3.7 Trükiplaatide konveierisüsteem
145
Nii ei sõltu ka ladumiskiirus trükiplaadi paksusest. Optimeerida saab ka trükiplaatide koordinaat-
märkide järgi tsentreerimist. Kuna kaugus trükiplaadi pinna ja trükiplaatide kaamera vahel jääb sa-
maks, siis jääb trükiplaatide kaamera alati sama teravusega trükiplaadi pinnale teravdatuks.
Trükiplaadi koordinaatmärgid paigutatakse optimaalselt trükiplaatide kaamera CCD suhtes.
Trükiplaatide konveieri laiust seatakse ja jälgitakse integraalse juhtahela abil. Seda saab aktivee-
rida programmi väljakutsumise abil. Juhtahel käitab samm-mootoreid kuni soovitud laiuse saavu-
tamiseni. Seetõttu ei sõltu laiuse reguleerimine masina teistest komponentidest.
Konveieri kõrgust saab masina suhtes reguleerida, mistõttu võib viimast lülitada liinidesse kon-
veieri kõrgusega 830, 900, 930 või 950 mm.
Trükiplaatide konveierid vahetavad andmeid üksikute masinatega SMEMA või Siemens'i liidese
kaudu.
Nii kaksikkonveieri kui ka ühelindilise konveieri statsionaarne pool võib asuda vasakul või paremal
poolel. Selliste konveierite korral saab statsionaarseid pooli tarkvara abil hõlpsasti ümber lülitada
(parempoolset vasakuks ja vastupidi).
Trükiplaatide konveieri tööd jälgitakse ja juhitakse optiliste andurite abil. Trükiplaadi jõudmisel la-
dumistsooni ja möödumisel valgustõkkest toimub selle pidurdamine. Trükiplaadi asend määratak-
se laserkiirest moodustatud valgustõkke abil. Niipea kui trükiplaat jõuab sihtkohta, konveierilint
seiskub ja plaat fikseeritakse altpoolt.
3.7.3 Konveieri radade määratlemine ja transpordirežiimid
Parempoolne konveierirada (vaadatuna transportimise suunas) on tähistatud "Konveier 1" ja va-
sakpoolne "Konveier 2" (vt joon. 3.7 - 4
, lk 147).
3.7.3.1 Konveieriraja laiuse määramine
3.7.3.2 Standardne laius
Konveieriraja standardne laius on maksimaalne konveieri laius, mis on määratud statsionaarse
konveierikülje soovitud asukohaga. See pole laiem kui 216 mm raja kohta.
3.7.3.3 Konveieriraja täiendav laiendamine
Konveierirada saab maksimaalselt laiendada kuni 250 mm-ni, nihutades statsionaarse konveieri-
külje selle tavalisest asendist välja.
3 Masina tehnilised andmed Kasutusjuhend SIPLACE X-Seeria
3.7 Trükiplaatide konveierisüsteem Tarkvaraversiooni SR.605.xx põhjal 07/2008 EE väljaanne
146
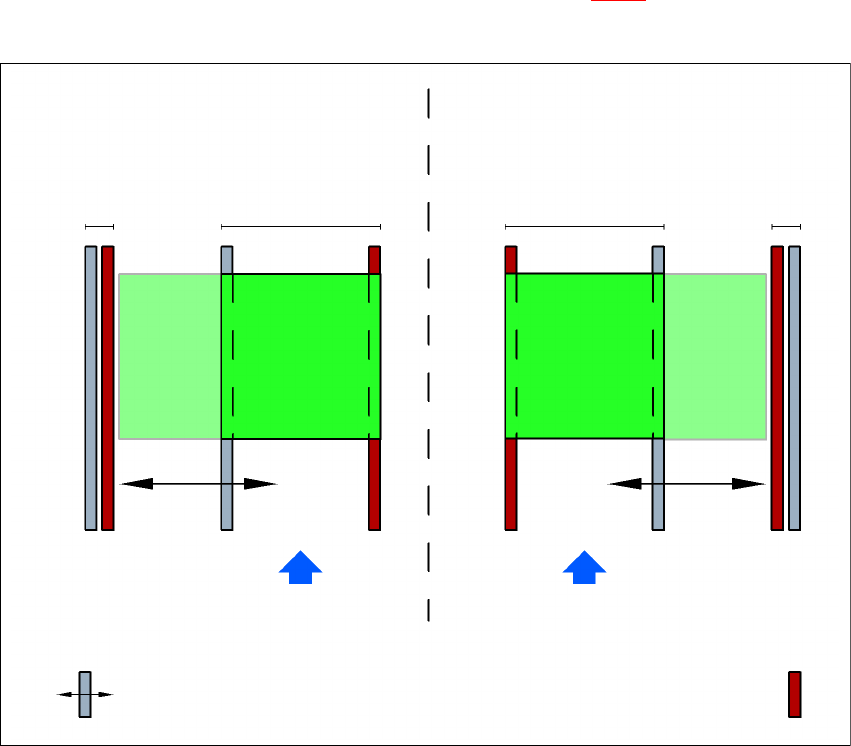
3.7.3.4 Kaksikkonveier ühe lindiga konveieri režiimis
Kaksikkonveieri võib liinil konfigureerida nii, et see töötaks üksikkonveierina. Selle tegemiseks tu-
leb üks konveierirada täielikult eemaldada ja deaktiveerida (vt joon. 3.7 - 3
). Nii võib konveieriraja
laiust suurendada kuni 450 mm-ni.
3
Joon. 3.7 - 3 Paindlik kaksikkonveier ühe lindiga konveieri režiimis
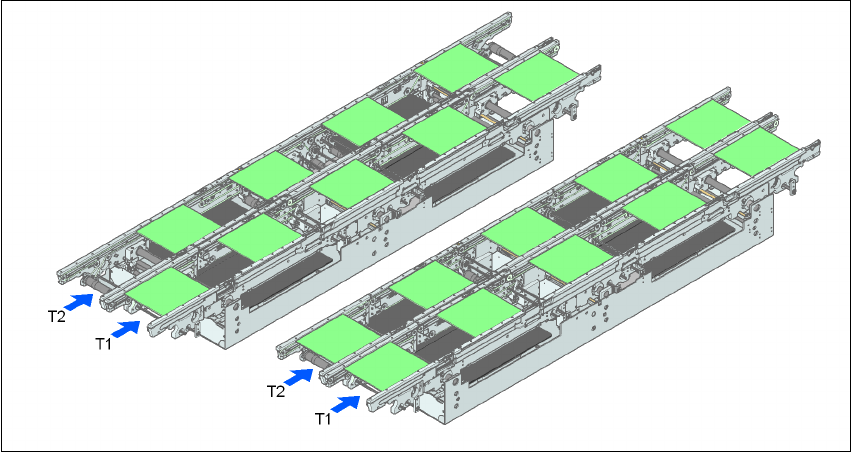
3.7.3.5 Transpordirežiimid
Paindlikku kaksikkonveierit saab kasutada kahes režiimis:
– Sünkroonne transpordirežiim
– Asünkroonne transpordirežiim
3.7.3.6 Asünkroonne transpordirežiim
Kirjeldus 3
Asünkroonses režiimis on töötluses ainult üks transpordirajal asuv trükiplaat. Samal ajal liigub tei-
sel rajal olev trükiplaat ladumistsooni. Sellega väheneb ühe trükiplaadi summaarne transpordiaeg
Kaksikkonveier konveieri 2 laiendatud rajaga
(konveieri statsionaarne külg asub vasakul)
Konveieri rada 2 on
deaktiveeritud
Konveieri rada 1 Konveieri rada 2 Konveieri rada 1 on
deaktiveeritud
Trükiplaatide liikumise suund Trükiplaatide liikumise suund
Konveieri statsionaarne sein
Kaksikkonveier konveieri 1 laiendatud rajaga
(konveieri statsionaarne külg asub paremal)
Konveieri liikuv sein
Kasutusjuhend SIPLACE X-Seeria 3 Masina tehnilised andmed
Tarkvaraversiooni SR.605.xx põhjal 07/2008 EE väljaanne 3.7 Trükiplaatide konveierisüsteem
147
ning süsteemi tootlikkus kasvab märkimisväärselt - seda eriti lühikese tsükliajaga trükiplaatide
korral.
Pärast seda, kui masin on saanud tööandmed (paneel, häälestus), hakkab süsteem kogu ladu-
misprotsessi vältel sööturi lintidel asuvaid trükiplaate pidevalt transportima vabale töölindile (hoo-
litsedes ka töötluslindi vabastamise eest). Ladumine algab kohe, kui trükiplaat on jõudnud
töölindile. Trükiplaate töödeldakse üksteise järel.
Ladumise katkestamisel blokeeritakse konveieri liidese kasutamine, kuid töölintidel asuvate trüki-
plaatide töötlemine viiakse lõpule.
Konveieri liidese blokeerimine või deblokeerimine rakendub üheaegselt mõlema transpordiraja
jaoks.
3
Joon. 3.7 - 4 Transpordirežiimid
3.7.3.7 Sünkroonne transpordirežiim
Kirjeldus 3
Sünkroonrežiimis liiguvad kaks sama suurusega trükiplaati üheaegselt ladumistsooni. Neid tuleb
töödelda kui ühte plaati.
Sellisel juhul võib trükiplaadi ülemist ja alumist poolt töödelda ühes ladumisprotsessis ning trüki-
plaatide transpordiaeg väheneb poole võrra, kuna kahe trükiplaadi transportimine toimub alati sa-
maaegselt. See tagab ka imiotsakute konfiguratsiooni parema kasutamise.
Sünkroonne transpordirežiim
Asünkroonne transpordirežiim