KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第182页
4 - 77 4-7-6. タックコントロール部(拡張ページ タックコントロール部(拡張ページ タックコントロール部(拡張ページ タックコントロール部(拡張ページ) ) ) ) 拡張に割り当てられている項目 は、デフォルト値が常に適 用されるので、通常変更する必要 は 有りません。デフォルトの値を 変更したい場合だけ、拡張 ウインドウをオープンして下さい 。 一度拡張項目を変更後に、部品 種別、センタリング、部品 荷姿の項目を変更すると…
4 - 76
⑥ 試打
試打実行時に、本部品を搭載するか否かをラジオボタンで指定します。
⑦ 部品リリース確認
LA センタリング部品を対象とし、搭載動作後に部品が付いたままになっていないかを
LA でチェックする機能で、ラジオボタンで指定します。
⑧ 吸着位置補正
LA センタリングのテープ部品を対象に、LA の認識結果から吸着位置ずれを補正する機
能で、ラジオボタンで指定します。
⑨ MTC オートティーチング
オートティーチングを「する」にすると各ポイントで部品中心を自動計測してスポット光が
部品中心を示します。生産時のオートティーチングの実施は、初回以後、部品数が変更
された後の最初の引出し時に行います。
⑩ 部品スキップ
部品スキップを「する」にすると、指定された部品は生産時にスキップされ、搭載しませ
ん。スキップ指定された部品を使用する搭載レコードは、生産時に搭載しませんが未搭
載リストには加えられません。
◇ データベースから部品情報の読込み時、部品スキップデータの取り込みは行いません。
⑪ MTS マーク認識
MTS 使用時、吸着基準位置マーク認識を「する」に設定すると、設定された部品が置かれて
いるトレイを引出した時に吸着基準位置マークの認識を行い、吸着・部品戻しなどの実
行座標を補正します。
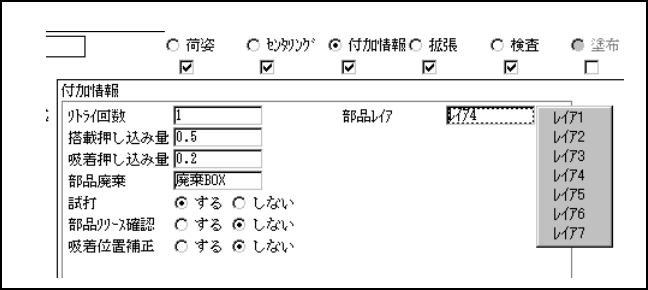
⑫ 部品レイア
搭載データで同一のレイアが指定されている場合、部品毎の優先度を設定します。
レイア 0 からレイア 7 までをポップアップより設定します。
●
●●
●ノズルデータ
ノズルデータノズルデータ
ノズルデータ
センタリングのノズル設定で、ノズル番号が入力可能な時(チェックボックスがチェックさ
れている)のみ、この設定項目の入力は有効となります。
◇ノズルデータの初期値は、ノズル番号が入力される毎に設定されます。
① ノズル押し当て位置
“Y” には、部品中心からのグリッパノズル固定側アームへの押し当て面中心へのオフセ
ットをマイナスで入力します。”X” には 0 以外の値を入力しないでください。
② 水平方向クリアランス
グリッパノズル固定側アームの押し当て面と部品とのクリアランスをマイナスで入力し
ます。
③ 吸着時ノズル方向
部品が 0 度で供給された時の吸着時のノズル方向です。0 度、90 度、180 度、270 度の
いずれかを指定して下さい。
④ 吸着高さ微調整値
部品吸着高さの補正値(押し込み量と共用)を入力して下さい。
4 - 77
4-7-6. タックコントロール部(拡張ページ
タックコントロール部(拡張ページタックコントロール部(拡張ページ
タックコントロール部(拡張ページ)
))
)
拡張に割り当てられている項目は、デフォルト値が常に適用されるので、通常変更する必要は
有りません。デフォルトの値を変更したい場合だけ、拡張ウインドウをオープンして下さい。
一度拡張項目を変更後に、部品種別、センタリング、部品荷姿の項目を変更すると値がデフォ
ルト値にリセットされるものもありますので、注意して下さい。
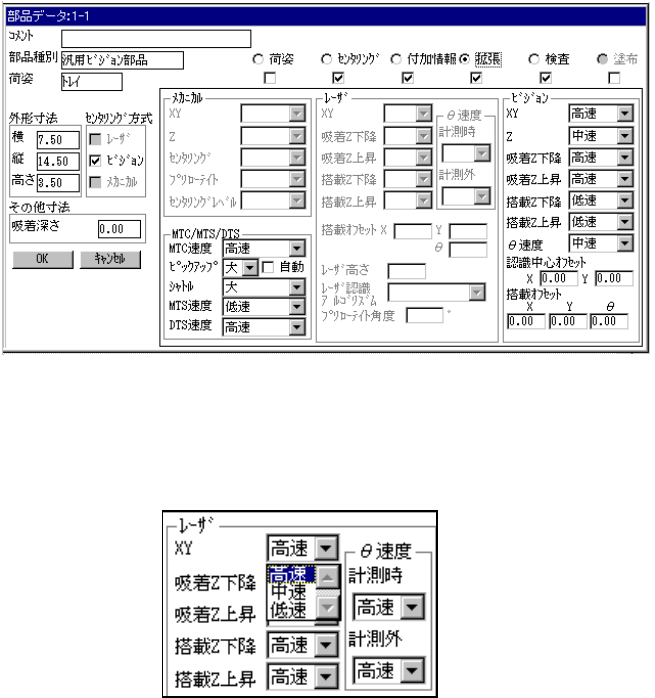
(1) レーザセンタリング
レーザセンタリングレーザセンタリング
レーザセンタリング
① XY
部品吸着後、搭載位置へ移動するまでのXYの加速度をコンボボックスで指定します。
② 吸着Z下降加速度
吸着Z下降加速度吸着Z下降加速度
吸着Z下降加速度
吸着位置におけるZ軸ダウンの加速度(部品はね防止用)をコンボボックスで指定します。
選択内容は、XYに同じです。
部品に対する垂直方向のストレス調整やセラミック基板等、基板に対する衝撃の調整に
利用します。
③ 吸着Z上昇加速度
吸着Z上昇加速度吸着Z上昇加速度
吸着Z上昇加速度
吸着位置におけるZ軸アップの加速度(部品落下防止用)をコンボボックスで指定します。
選択内容は、XYに同じです。
部品の表面面積が広く部品を吸い上げる際の空気抵抗が大きい部品または部品自体の重
量が重い部品の場合は中速または低速を指定して下さい。
④ 搭載Z下降加速度
搭載Z下降加速度搭載Z下降加速度
搭載Z下降加速度
搭載位置におけるZ軸ダウンの加速度(部品ストレス調整用)をコンボボックスで指定します。
選択内容は、XYに同じです。
テープフィーダで供給される微小部品の場合、部品がはねる様であれば中速または低速
を指定して下さい。
また部品に対する垂直方向のストレス調整にも使用します。
4 - 78
⑤ 搭載Z上昇加速度
搭載Z上昇加速度搭載Z上昇加速度
搭載Z上昇加速度
搭載位置におけるZ軸アップの加速度(部品位置安定用)をコンボボックスで指定しま
す。
選択内容は、XYに同じです。
⑥ θ速度
θ速度θ速度
θ速度
θ回転速度をコンボボックスで指定します。
· 計測時 レーザ認識時のθ軸の加速度を設定します。
· 計測外 レーザ認識外のθ軸の加速度を設定します。
選択内容は、XYに同じです。
⑦ 搭載オフセット
搭載オフセット搭載オフセット
搭載オフセット
左右非対象形部品に対する搭載時のオフセットを入力します。
⑧ レーザ高さ
レーザ高さレーザ高さ
レーザ高さ
部品上面からレーザ面までのオフセットを入力します。
LA/LAHD ヘッドまたは MNLA/FMLA ヘッド使用時に有効になります。
⑨ レーザ認識アルゴリズム
レーザ認識アルゴリズムレーザ認識アルゴリズム
レーザ認識アルゴリズム
レーザ認識用のアルゴリズムをコンボボックスより指定します。
アルゴリズム0: 吸着姿勢から搭載角度分回転させて搭載します。
(レーザ認識できないが搭載したい部品対応)
アルゴリズム1: 陰幅が最小となる辺(第1最小陰 A)を見つけ、検出した最小幅
の辺から +90°の位置まで回転させ、最小幅(第2最小陰 B)を検
出し、位置ずれ、角度ずれの補正を行い、搭載します。
(チップ部品対応)
アルゴリズム2: 陰幅が最小となる辺(第1最小陰 A)を見つけ、検出した最小幅
の辺から + 方向にレーザアライメントしながら回転させ、最小幅
(第2最小陰 B)を検出し、位置ずれ、角度ずれの補正を行い、
搭載します。
(SOP 等リードのある部品対応)
アルゴリズム3: 吸着姿勢のまま陰を検出(第1最小陰 A)し、検出した辺から
+90°の位置まで回転させ、最小幅(第2最小陰 B)を検出し、位
置ずれの補正を行い、搭載します。
(円筒部品対応)
⑩ プリローテイト角度
プリローテイト角度プリローテイト角度
プリローテイト角度
吸着したレーザ認識部品を、センタリング前にどのくらい回転させるか(プリローテイ
ト角度)を設定します。プリローテイトする角度をエディットフィールドに入力します。
外形寸法初期入力時にデフォルト値が設定されます。外形寸法を変更した時には、デフ
ォルト値は設定されません。