KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第21页
1 - 3 (1) レーザアラインセンタリングの流れ レーザアラインセンタリングの流れ レーザアラインセンタリングの流れ レーザアラインセンタリングの流れ 図 図 図 図 1-1- 2-2 A D d X B C d Y E (-) 回転 (プリロード) (+) 回転 (+) 回転 (+) 回転 補正 ⑥ ⑤ ④ ③ ② ① 部品吸着 プリロード Z 軸の駆動により部品を吸着し、 レーザアライン高さ に部品を合 わせます (ノズル中心)…
1 - 2
1-1-2. センタリングシステム
センタリングシステムセンタリングシステム
センタリングシステム
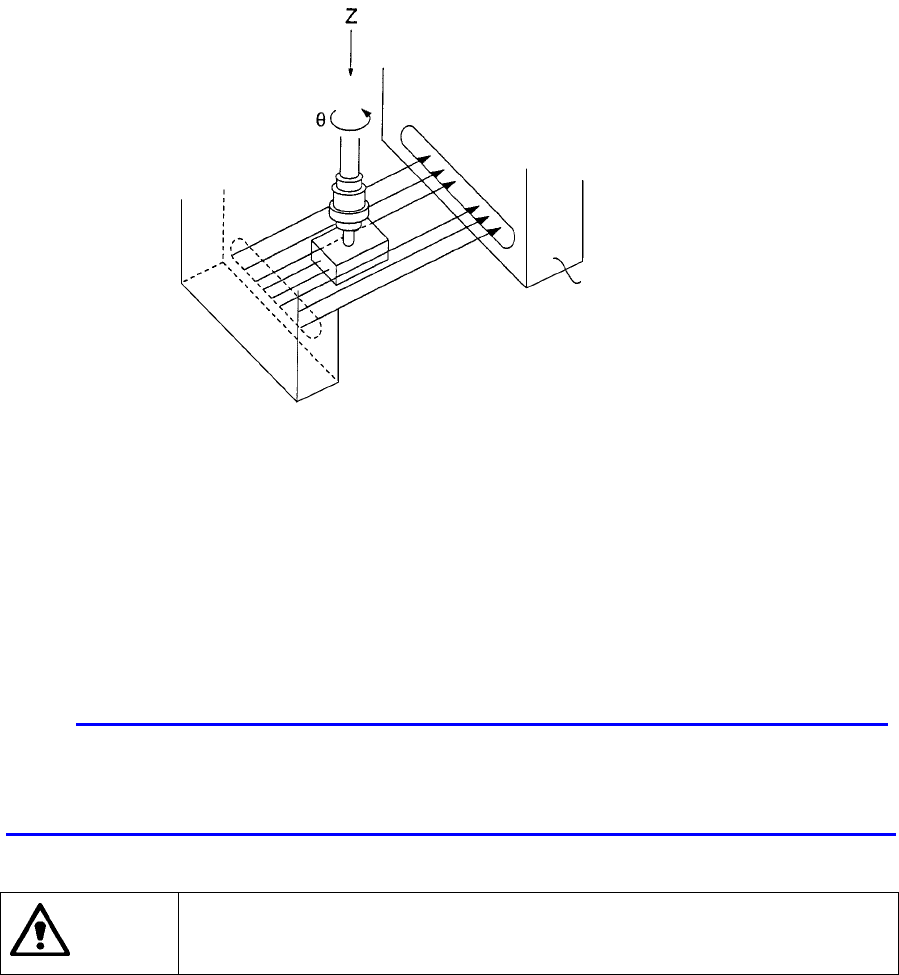
本装置は、横からレーザ光を部品に当てて、その影を読み取り、部品の位置と角度を認識するレー
ザアラインセンサによるタッチレスセンタリング方式を採用しています。
図
図図
図 1-1-2-1 FMLA
Z 軸の上下により、バキュームで部品を吸着し、部品にレーザ光を当てます。部品でレーザ光がさえ
ぎられた部分は、影になり、θ軸で部品を回転させることで、その影の幅の変化がわかります。
◇ 影の幅の変化から、吸着した部品の位置ずれ及び角度ずれを求め、このずれ量を補正して搭載しま
す。
L
レーザアラインセンサは、IEC825Class1 及び CDRH Class 1 に適合しています。
本書に従って、使用される場合には安全にお使いいただけます。
注意
注意注意
注意
本書に記述されていない手順での制御
本書に記述されていない手順での制御本書に記述されていない手順での制御
本書に記述されていない手順での制御、
、、
、調整
調整調整
調整、
、、
、実行の使用は
実行の使用は実行の使用は
実行の使用は、
、、
、危険な放射露
危険な放射露危険な放射露
危険な放射露
光を引き起こす可能性があります。
光を引き起こす可能性があります。光を引き起こす可能性があります。
光を引き起こす可能性があります。
レーザアラインセンサ
1 - 3
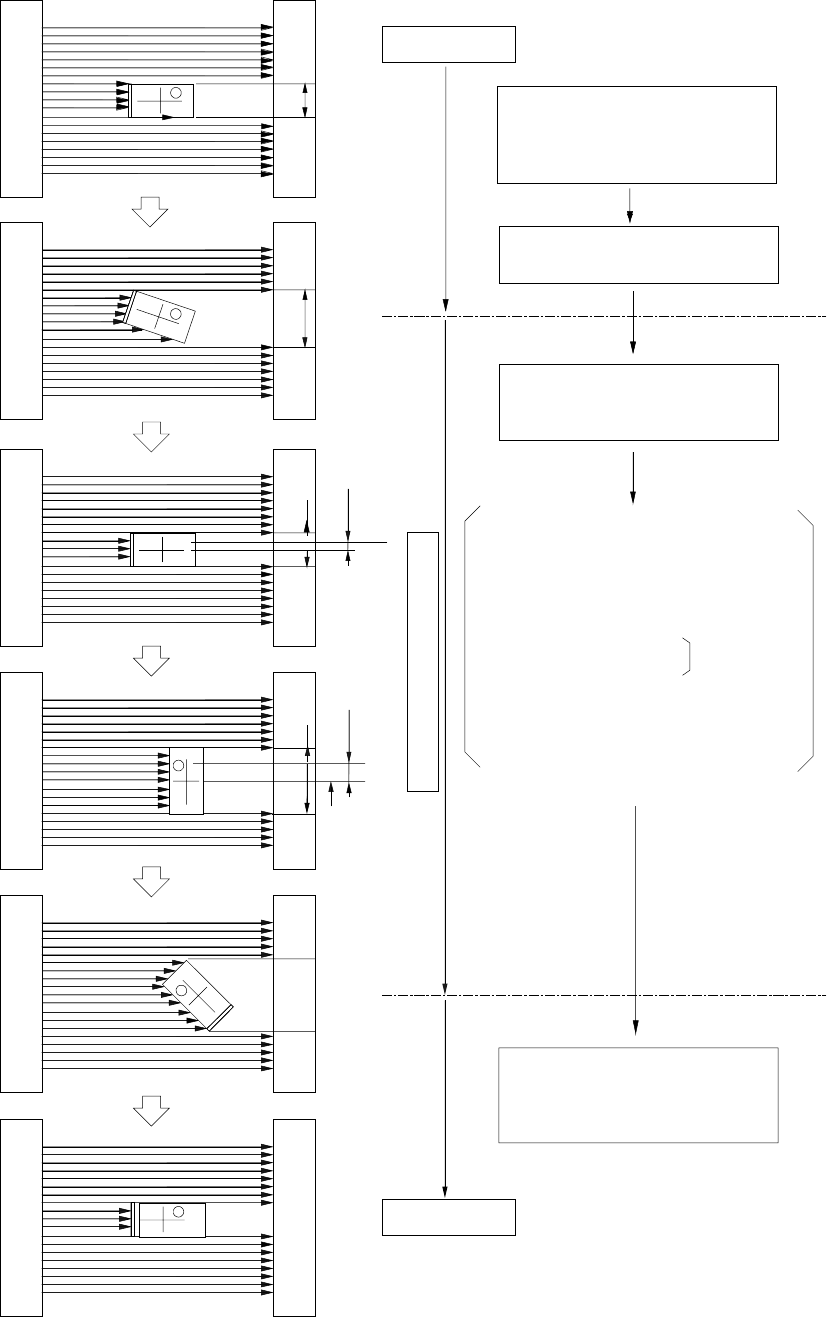
(1) レーザアラインセンタリングの流れ
レーザアラインセンタリングの流れレーザアラインセンタリングの流れ
レーザアラインセンタリングの流れ
図
図図
図 1-1-2-2
A
D
d X
B
C
d Y
E
(-) 回転
(プリロード)
(+) 回転
(+) 回転
(+) 回転
補正
⑥
⑤
④
③
②
①
部品吸着
プリロード
Z 軸の駆動により部品を吸着し、
レーザアライン高さに部品を合
わせます
(ノズル中心)
(部品中心)
レーザアライン計測
補正
搭載
次に(-)方向にθを回転します
(プリロード)
θ軸を(+)方向に回転させて、
レーザアラインの計測開始
計測途中で陰の幅が最小となる ③④
を見つける。
ここでノズル中心は、既にわかって
いるため部品中心との差から
Y方向のずれ dX
X方向のずれ dy が判ります。
また ③ あるいは ④ における
θモータのエンコーダ出力から
角度のずれ dθを知ることができます。
位置ずれ (dX、 dY)
角度ずれ (dθ)
を補正して搭載
1 - 4
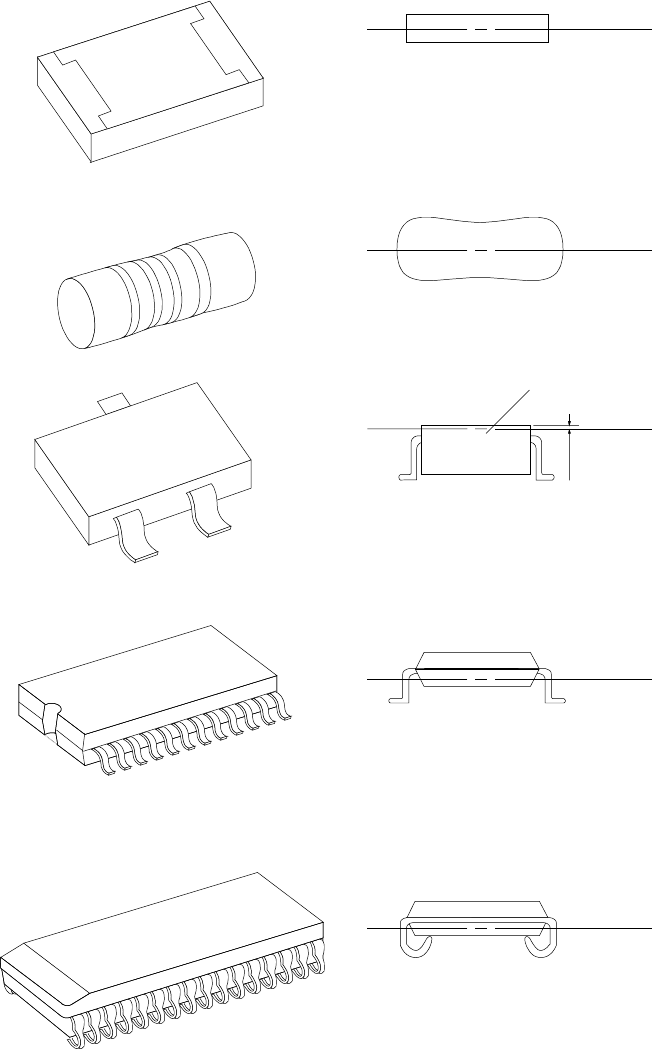
(2) 主な部品のレーザアライン測定位置
主な部品のレーザアライン測定位置主な部品のレーザアライン測定位置
主な部品のレーザアライン測定位置
図
図図
図 1-1-2-3
角チップ
メルフ
SOT
SOP・TSOP
SOJ
(部品の上面と下面の中間)
レーザアライン測定位置
(部品の中心)
モールド部
(部品の上面より 0.25mm の位置)
レーザアライン測定位置
レーザアライン測定位置
(部品の下面と足のつけ根)
(部品の下面と足のつけ根)
レーザアライン測定位置
レーザアライン測定位置
0.25