KE2040取扱説明書Ver.2.01和文Rev.04.pdf - 第767页
13 - 27 13-13. コプラナリティの取り扱い コプラナリティの取り扱い コプラナリティの取り扱い コプラナリティの取り扱い 13-13-1. 機能概要 機能概要 機能概要 機能概要 本機は走査型レーザ変位計による電子部品のコプラナリティ検査装置です。 走査型レーザ変位計は測 定対象に照射した光スポットから反射・散乱した光を受光レンズで集 光し、ポジションセンサ 上に光スポットの像を作ることにより非接触で変位を測定するもので す…
13 - 26
①
①①
①
②
②②
②
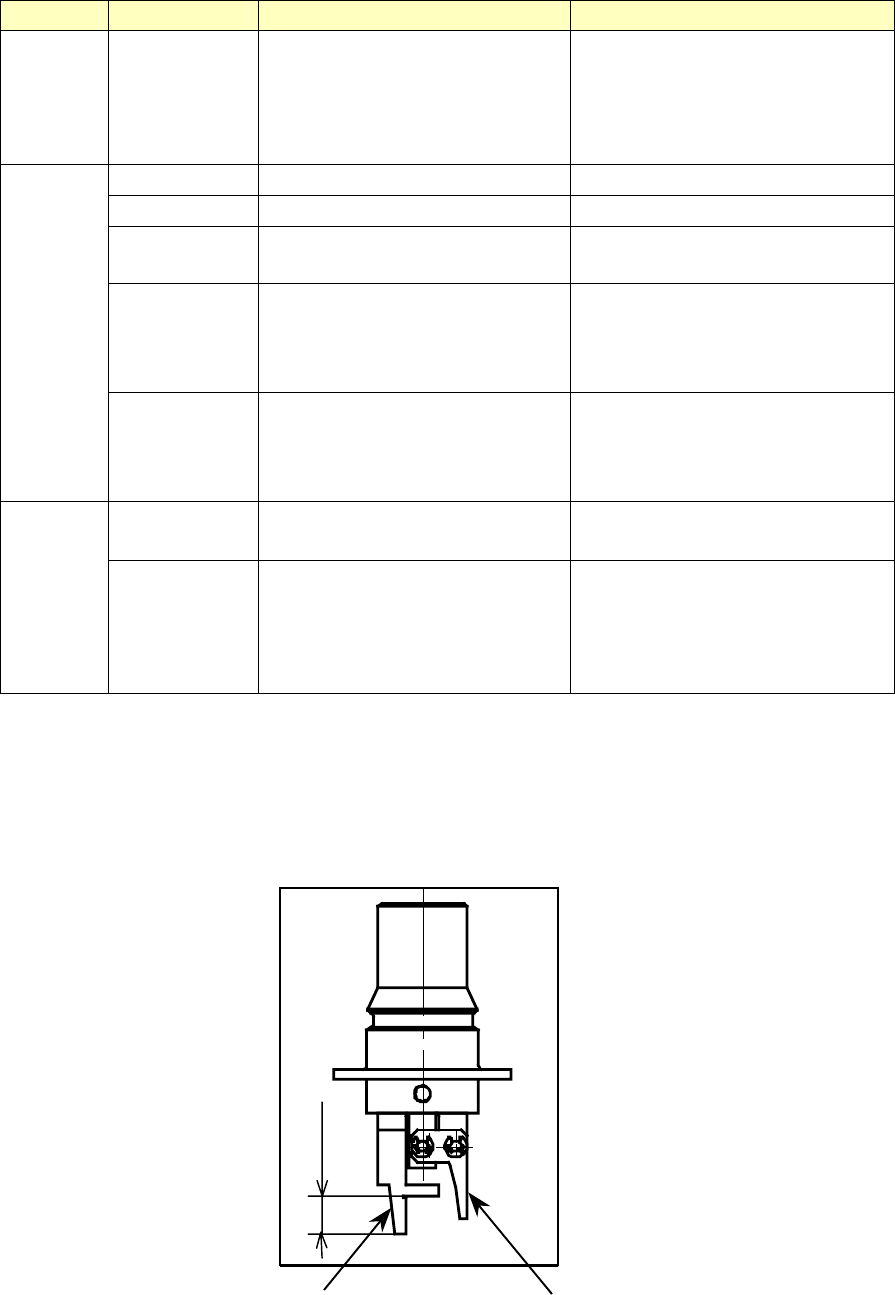
つめ深さ
3
33
3.4
44
4
KE750/760 との相違点一覧
との相違点一覧との相違点一覧
との相違点一覧
グリッパーノズルを使用する場合の、操作上の相違点を一覧で下記に示します。
データ区分 項目 KE750/760 KE2000シリーズ
セット
アップ
データ
グリッパー
ノズルの指定
設定グループの「g/グリッパー
ノズル」メニュからダイアログ゙を開
き、130番∼149番までの番号
を指定します。
ファイルメニュ内にある「ノズルデー
「ノズルデー「ノズルデー
「ノズルデー
タ読み出し」で、
タ読み出し」で、タ読み出し」で、
タ読み出し」で、FD からグリッパー
用のノズル情報を読み込みます。
それ以外は通常ノズルと全く同じ操
作です。
ノズル番号 130∼149 800 ∼ 899
センタリング方式 レーザのみ レーザ・画像兼用
部品高さ
ノズル先端からはみ出している部分
の高さ。
部品自体の高さ。
レーザ高さ −0.3mm ∼ −0.5mm
基本的にはKE750/760と同
様です。
固定アーム先端からレーザを当てる
モールド部までの距離です。
部品
データ
付加情報の
ノズルデータ
部品データに設定項目なし。
(KE200シリーズの吸着データ
が無いデータは、ティーチングが必
要です。)
吸着ティーチングが不要になる目的
で設けられた「押し当て位置」「クリ
アランス」「角度」「押し込み微調整
値」等を指定します。
Y 座標
固定側アームを約 1mm 離れた位置に
なるようにティーチングが必要です。
部品中心。
吸着
データ
Z 座標
グリッパーノズル中心の部品上面基
準です。
この面が部品の上面になるようティ
ーチングが必要です。
ノズル先端基準。
(グリッパーの先端は標準ノズルの
先端高さの同じです)。
ティーチング無しでも比較的安定し
て吸着できます。
3
33
3.5
55
5
グリッパーノズルATCに装着する方向
グリッパーノズルATCに装着する方向グリッパーノズルATCに装着する方向
グリッパーノズルATCに装着する方向
正面からATCユニットをみて、グリッパーノズルの固定アーム(図 ①)が後側、スイン
グアーム(図 ②)が手前側にくるようにグリッパーノズルをATCに装着してください。
13 - 27
13-13.コプラナリティの取り扱い
コプラナリティの取り扱いコプラナリティの取り扱い
コプラナリティの取り扱い
13-13-1.機能概要
機能概要機能概要
機能概要
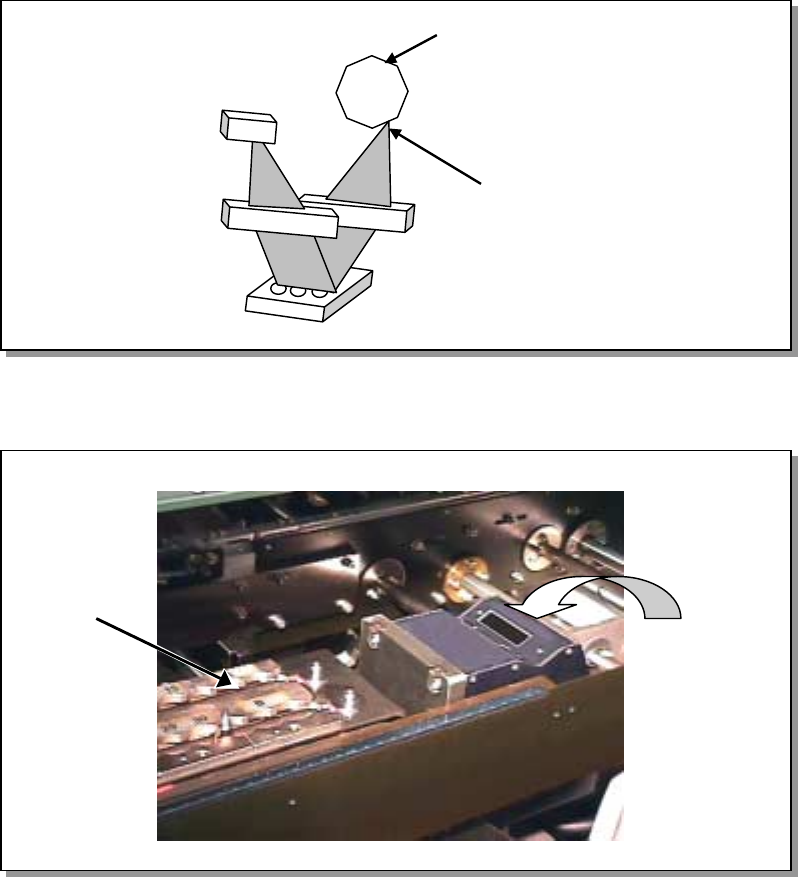
本機は走査型レーザ変位計による電子部品のコプラナリティ検査装置です。
走査型レーザ変位計は測定対象に照射した光スポットから反射・散乱した光を受光レンズで集
光し、ポジションセンサ上に光スポットの像を作ることにより非接触で変位を測定するもので
す。
レーザ走査方向(X 方向)と直行した方向(Y 方向)に被測定物である部品を一定速度で移動
させることにより部品の 3 次元形状測定を行い、各画素が高さ情報からなる距離画像を得ます。
◇
本機は予めマウンタより送られた部品情報をもとに、得られた距離画像から部品の良否判
定(電極の高さチェック)を行います。
図
図図
図 13-13-1 機能概要図
機能概要図機能概要図
機能概要図
図
図図
図 13-13-2 装置外観図
装置外観図装置外観図
装置外観図
ポリゴンミラー
ポリゴンミラーポリゴンミラー
ポリゴンミラー
レーザビーム
レーザビームレーザビーム
レーザビーム
コプラナリティ
コプラナリティコプラナリティ
コプラナリティ
センサ
センサセンサ
センサ
ATC ユニット
ユニットユニット
ユニット
13 - 28
13-13-2.コプラナリティチェック内容
コプラナリティチェック内容コプラナリティチェック内容
コプラナリティチェック内容
13
1313
13-
--
-13
1313
13-
--
-2
22
2-
--
-1.
1.1.
1.コリニアリティチェック
コリニアリティチェックコリニアリティチェック
コリニアリティチェック
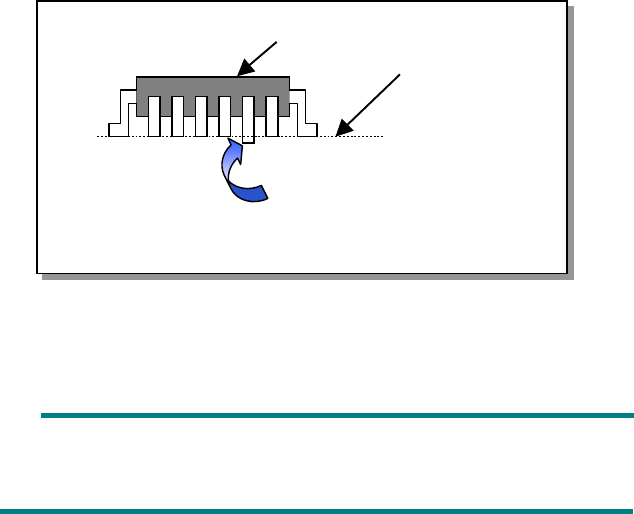
リードの有る辺の、「上下方向の曲り」を検査します。
◇ このチェックは、『 1回の走査 』で行います。
例えば、“QFP 等の 4 辺素子は 4 辺”、“SOP 等の 2 辺素子は 2 辺”の各辺を、
1回の走査で検査を行います。
図
図図
図 13-13-2-1 部品検査の説明
部品検査の説明部品検査の説明
部品検査の説明
計測ライン
計測ライン計測ライン
計測ライン
リード下方向曲り
リード下方向曲りリード下方向曲り
リード下方向曲り
検査素子
検査素子検査素子
検査素子
L
・コリニアリティとは平行性を意味します。
・コリニアリティは、リード部品のみに適用します。