00198168-02_Technical_Training_TX-Series_EN.pdf - 第175页
7 Conveyor System 7.3 Conveyor Functionality Technical Training SIPLACE TX-Series 10/2016 175 7.3.2 Width adjustment 1. Fixed conveyor side 2. Flexible conveyor side 3. Ball screw 4. Motor with belt system During normal …
7 Conveyor System
7.3 Conveyor Functionality
174 Technical Training SIPLACE TX-Series 10/2016
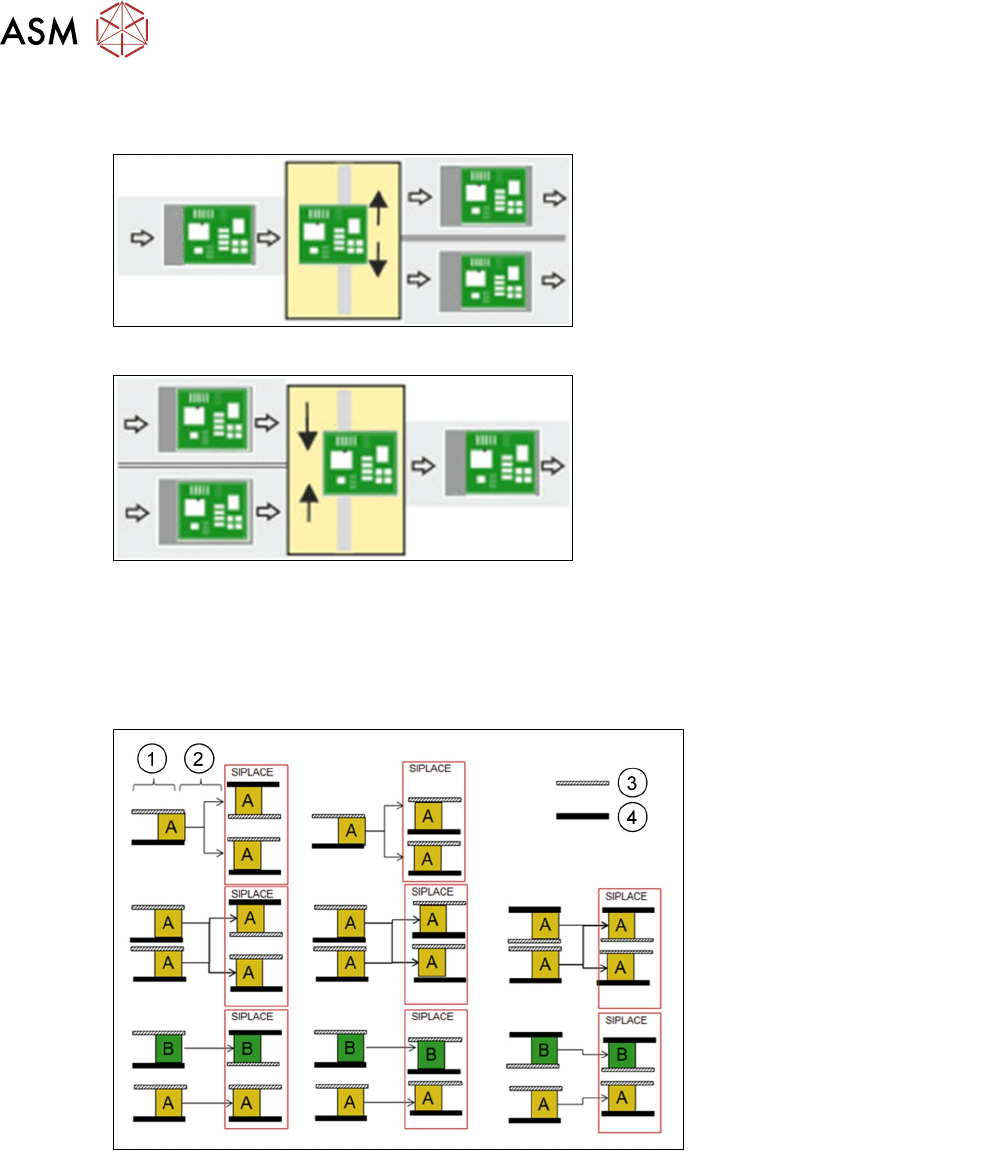
Shuttle functionality
Single conveyor = > Dual conveyor
Usually, the following right and then left
conveyor lane are used in alternation.
However, if a conveyor lane is blocked, the
other lane can also be used several times in
succession.
Dual conveyor = > Single conveyor
Usually, pickup is from the right and then the
left conveyor lane of the previous machine,
in alternation. However, if there is a problem
at one lane or if there is no board available,
pickup can also be from the other lane
several times in succession. Precondition:
the same product must be produced on both
lanes.
Shuttle modes
●
Same PCB “A” in both lanes 1 and 2 machine runs in i=placement mode or asynchronous
mode.
●
Two different PCBs “A” and “B” in lane 1 “A” and lane 2 “B” machine runs in i-placement mode
or asynchronous mode.
1. Predecessor
2. Shuttle
3. Moveable rail
4. Fixed rail
For detailed information refer to the shuttle user manual.
7 Conveyor System
7.3 Conveyor Functionality
Technical Training SIPLACE TX-Series 10/2016 175
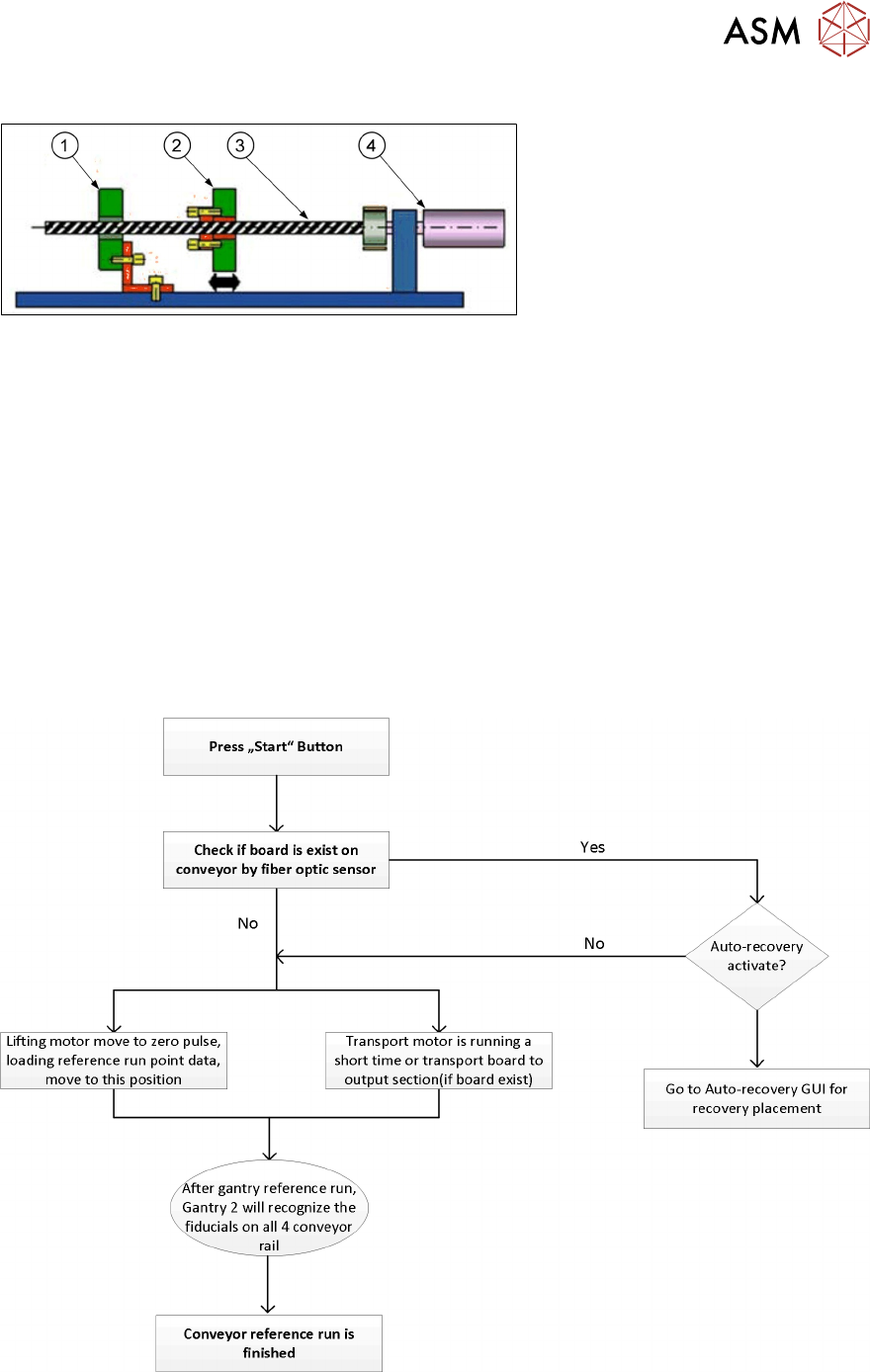
7.3.2 Width adjustment
1. Fixed conveyor side
2. Flexible conveyor side
3. Ball screw
4. Motor with belt system
During normal production the width adjustment is set automatically upon product change by
SIPLACE Pro. Manual width adjustment is possible by means of the station software.
The width adjustment is performed with a stepping motor and two ball screws. In a dual conveyor,
different widths are possible for the two conveyor lanes.
During reference run, the conveyor rails edges will be recognized by PCB camera.
Conveyor width is measured by counting system of the motor, if the conveyor width is adjusted
manually with the machine turned off, it may happen that the actual width and the width set in the
station software no longer match and the conveyor width will have to be set.
This can be done using the "find fiducial position" in the station software.
7.3.3 Reference run
During the machine reference run the conveyor system is initialized. This is done after the gantry
reference run is completed. The light barrier and laser light sensitivity is measured and recorded for
use during PCB recognition.
During the reference run the software checks if the rail positions have been changed and issues an
estimated position for each rail. After that the board camera drives to each of the 4 fiducials on the
conveyor rails to determine the exact position and the exact conveyor width.

7 Conveyor System
7.3 Conveyor Functionality
176 Technical Training SIPLACE TX-Series 10/2016
7.3.4 PCB convoy mode
The TX is able to handle up to two PCBs in the placement area to reduce transport time.
Pre-condition:
●
Mode is enabled
●
PCB length is less than 175mm
●
Buffer zone light sensor is installed
A second PCB (PCB 2) is buffered in the processing area. Only PCB 1 will be processed and
populated with components.
When PCB 1 leaves the processing area PCB 2 moves to the stopper and will be processed, at the
same time PCB 3 will move into the buffer zone in the processing area.
The Convoy mode is enabled by default but can be disabled under Service – Conveyor
configuration – Lane x – Parameters.
NOTICE
Vacuum tooling
PCB convoy mode is not possible when using vacuum tooling.