KD-2077_QA表.pdf - 第11页
QA表 NO. 7 (1/2) NO. 7 (2/2) 机 种 确 认 方法 1. θ 马 达皮 带轮 逆 时针转约 6周(从正下方看),再 顺时针约转 6周,然后将皮 带轮 与皮 带 相融合。 2. 从正面来看,点胶 头软 管的直尺板放在前面,再 转动 θ 马 达。 θ皮 带张 力 应满 足以下 规 定。 3. 将θ 马 达皮 带轮 以微小的角度(10º左右)来回 转 大 约 5圈。 4. 将皮 带张 力系靠近如 图 所示的 张 力 …
QA表 NO. 6 (1/2) NO. 6 (2/2)
机种
确认方法
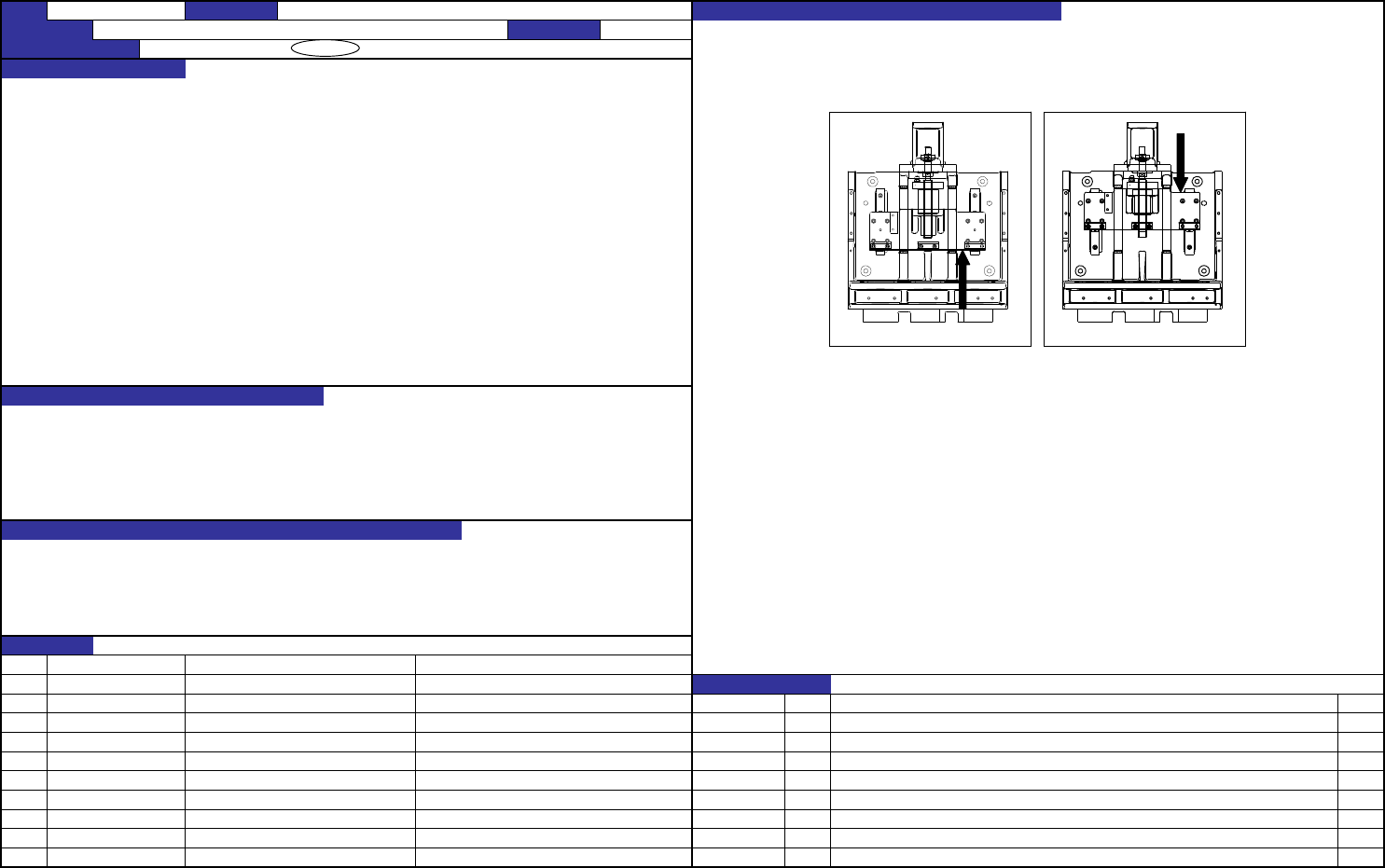
1. 在放平点胶头的状态下,用手将Z平台来回移动约5次。
2. 点胶头往上时,挂在如图1处将压力测量器的顶端(吊钩形状)拉至与直线平行。
Z平台要满足以下规定。
3. 点胶头向下移时,如图2处将压力测量器顶端(平行状)推至与直线平行。
① 将Z平台往上移的必要力: P
zu
P
zu
≦ 1 [Nm]
② Z平台向下移的必要力: P
zd
P
zd
≦ 1 [Nm]
※测定应在放平点胶头,Z马达没有安装的状态下实施。
※Z滚珠螺钉应处于被Z马达BR与Z平台两者固定的状态下。
调整方法
1. 将Z平台暂时固定在直线间→在Z平台落下状态下进行。在平台的削面碰到左边直线部时右侧状态下拧上。
•防止Z平台动作负荷上升。 2. 将圆头螺钉暂时固定在Z平台上→在Z平台落下状态下进行。螺丝按十字标准均等地拧上
3. 尽量保持在轴心附近的部分,慢慢上下来回移动约5次。融入Z平台位置。
4. 将Z平台正式拧在直线间→Z平台落下状态下进行。
5. 将圆头螺帽正式拧到Z平台→在Z平台落下状态下进行。螺丝按十字标准均等地拧上。
6. 操作1~5还不行时,松下暂时拧
上地全部螺丝,再次实施3、4。→暂时拧上的要比以前更松。
•Z轴超负荷异常
•Z滚珠螺丝早期破损
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-6
KD-2077 装置名称
点胶头装置 确认方法及调整方法(故障处理方法)
功能名称
Z平台移动负荷 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40069160 HEAD BODY
直角度0.05/E、直角度0.05/A、平面度0.05、14.5±0.05、135±0.05
变更履历
内容
40069173 Z BALL SCREW '07.11.29
新设
40069162 Z MOTOR BR 直角度0.03/A
日期
图1 上升时
图2 下将时
QA表 NO. 7 (1/2) NO. 7 (2/2)
机种
确认方法
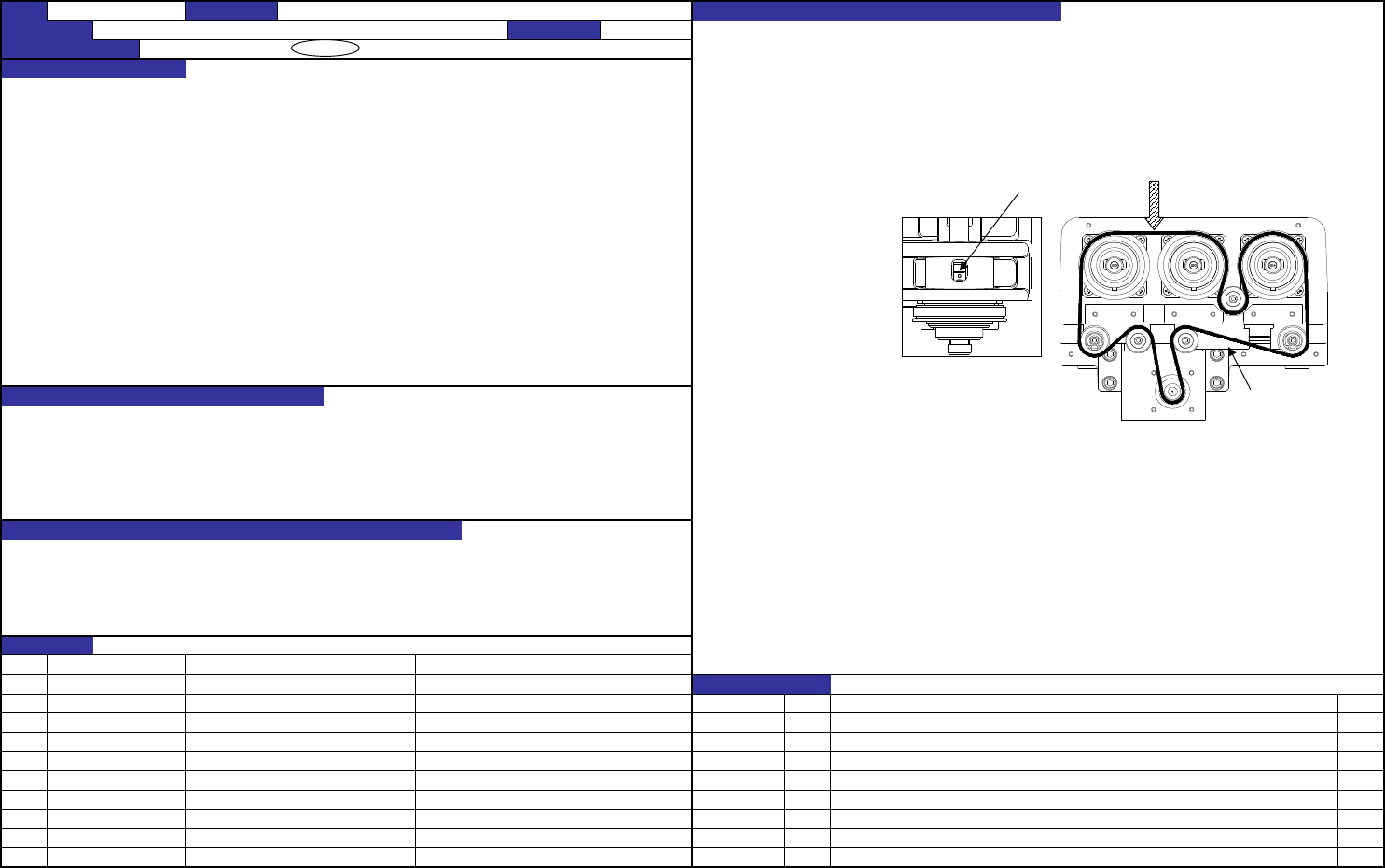
1. θ马达皮带轮逆时针转约6周(从正下方看),再顺时针约转6周,然后将皮带轮与皮带相融合。
2. 从正面来看,点胶头软管的直尺板放在前面,再转动θ马达。
θ皮带张力应满足以下规定。
3. 将θ马达皮带轮以微小的角度(10º左右)来回转大约5圈。
4. 将皮带张力系靠近如图所示的张力测定位置上,用扳手短的一侧敲打皮带然后再测定张力。
① 由尼塔公司的皮带张力计测出的张力: T
θ
5. 将θ马达皮带轮顺时针每90º回转一次继续测定张力,取得12各张力数据。
(→马达转3次,注射器转一回)
T
θ
= 29±5 [Nm]
6. 从12个数据中求平均值,再同规定值比较。
<<由尼塔公司张力的设定值>>
MASS 2.5 g/m
WIDTH 6 mm/R
SPAN 68 mm
调整方法
·θ轴稳定时间(稳定特性),大大影响点胶角度、流水线等。 松下在铸件里固定底部滑轮托架的2颗螺丝,调整张力。
※若干拧紧的,用2颗螺丝交差进行对松下螺丝再拧紧的动作张力往下降,这样就能容易调整。
·点胶角度3σ的恶化
·流水线的恶化(通过短距离移动,θ可变点胶时)
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-7
KD-2077 装置名称
点胶头装置 确认方法及调整方法(故障处理方法)
功能名称
θ皮带张力 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
40069244 θ TIMING BELT
822
变更履历
内容
'07.11.29
新设
日期
张力测定位置
直尺板
底部滑轮托架B
QA表 NO. 1 NO. 1 (2/2)
机种
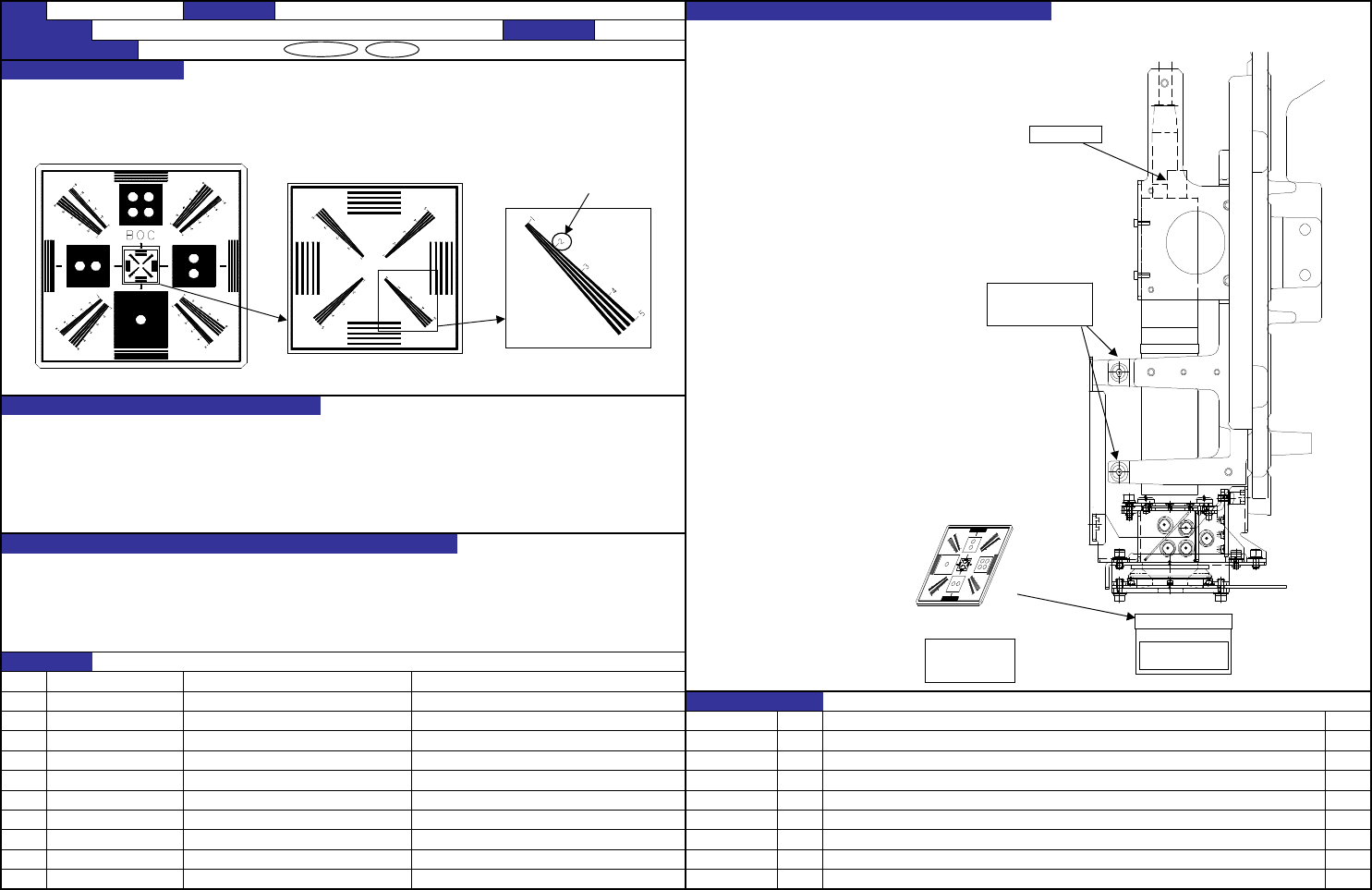
1. 把摄像机调整夹具的蚀刻面朝下放到基板上面。
摄像机调整夹具的蚀刻应清楚地看到「2」的线(参照图)。 2. 拧松固定摄像机的六角孔螺栓①和②(共6处),上下
请注意玻璃夹具的表面和背面。(参照确认方法和调整方法) 移动摄像机,在可以清楚地看到蚀刻的「2」的线(
(注)放到传送部上时,下图和文字应看到反转。监视起上应正确地看到文字。 参照左图)的高度固定。
・关系到摄像机的识别精度,大大影响点胶精度,元件点胶可靠性。
・使用BOC标记后点胶精度恶化。
・演示精度恶化,引起点胶可靠性降低。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】-1
内容
E2106998000
'07.11.29
新设
摄像机调整夹具
日期
40069558 CAMERA 2077 ASM
变更履历
货号
品名
有关质量特性
对象元件
功能作用(规格调整值的意义)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能名称
OCC机焦点调整 编制日期
2007/11/29
KD-2077 装置名称 OCC装配
确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
CAL块
② M4×12有头螺
钉
SL6041292TN
摄像机装配
摄像机调整夹具
E2106998000
(T110)