KD-2077_QA表.pdf - 第13页
QA表 NO. 2 NO. 2 (2/2) 机 种 ①手 动 控制,确 认 OCC垂直照明和角度照明的亮灯情况。 ※确 认 所有的OCC。 ②前后 转动 偏光 滤 光 镜 ,确 认 是否达到最亮的状 态 。 ③确 认测 定 蚀 前后的安全 护 罩是否 关闭 。 (角度照明) LGET 输 出 结 果 AVE_LVL = 95±1 ④按照MS参数的指示,把白色陶瓷基板 设 置到CAL 块 上。 (垂直照明) LGET 输 出 结 果 AV…
QA表 NO. 1 NO. 1 (2/2)
机种
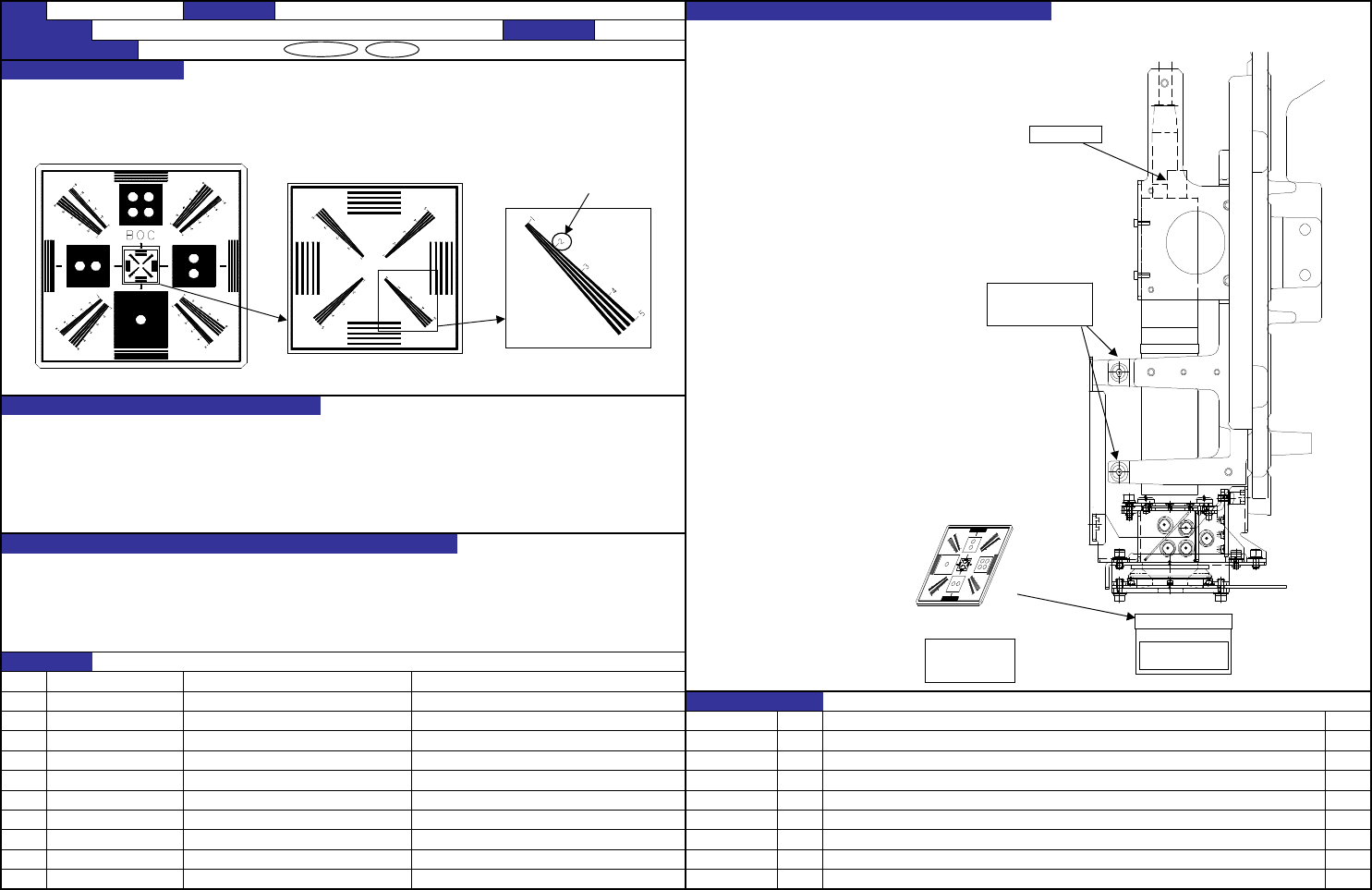
1. 把摄像机调整夹具的蚀刻面朝下放到基板上面。
摄像机调整夹具的蚀刻应清楚地看到「2」的线(参照图)。 2. 拧松固定摄像机的六角孔螺栓①和②(共6处),上下
请注意玻璃夹具的表面和背面。(参照确认方法和调整方法) 移动摄像机,在可以清楚地看到蚀刻的「2」的线(
(注)放到传送部上时,下图和文字应看到反转。监视起上应正确地看到文字。 参照左图)的高度固定。
・关系到摄像机的识别精度,大大影响点胶精度,元件点胶可靠性。
・使用BOC标记后点胶精度恶化。
・演示精度恶化,引起点胶可靠性降低。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】-1
内容
E2106998000
'07.11.29
新设
摄像机调整夹具
日期
40069558 CAMERA 2077 ASM
变更履历
货号
品名
有关质量特性
对象元件
功能作用(规格调整值的意义)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能名称
OCC机焦点调整 编制日期
2007/11/29
KD-2077 装置名称 OCC装配
确认方法及调整方法(故障处理方法)
预想故障(应规格调整值不良而发生的故障)
CAL块
② M4×12有头螺
钉
SL6041292TN
摄像机装配
摄像机调整夹具
E2106998000
(T110)
QA表 NO. 2 NO. 2 (2/2)
机种
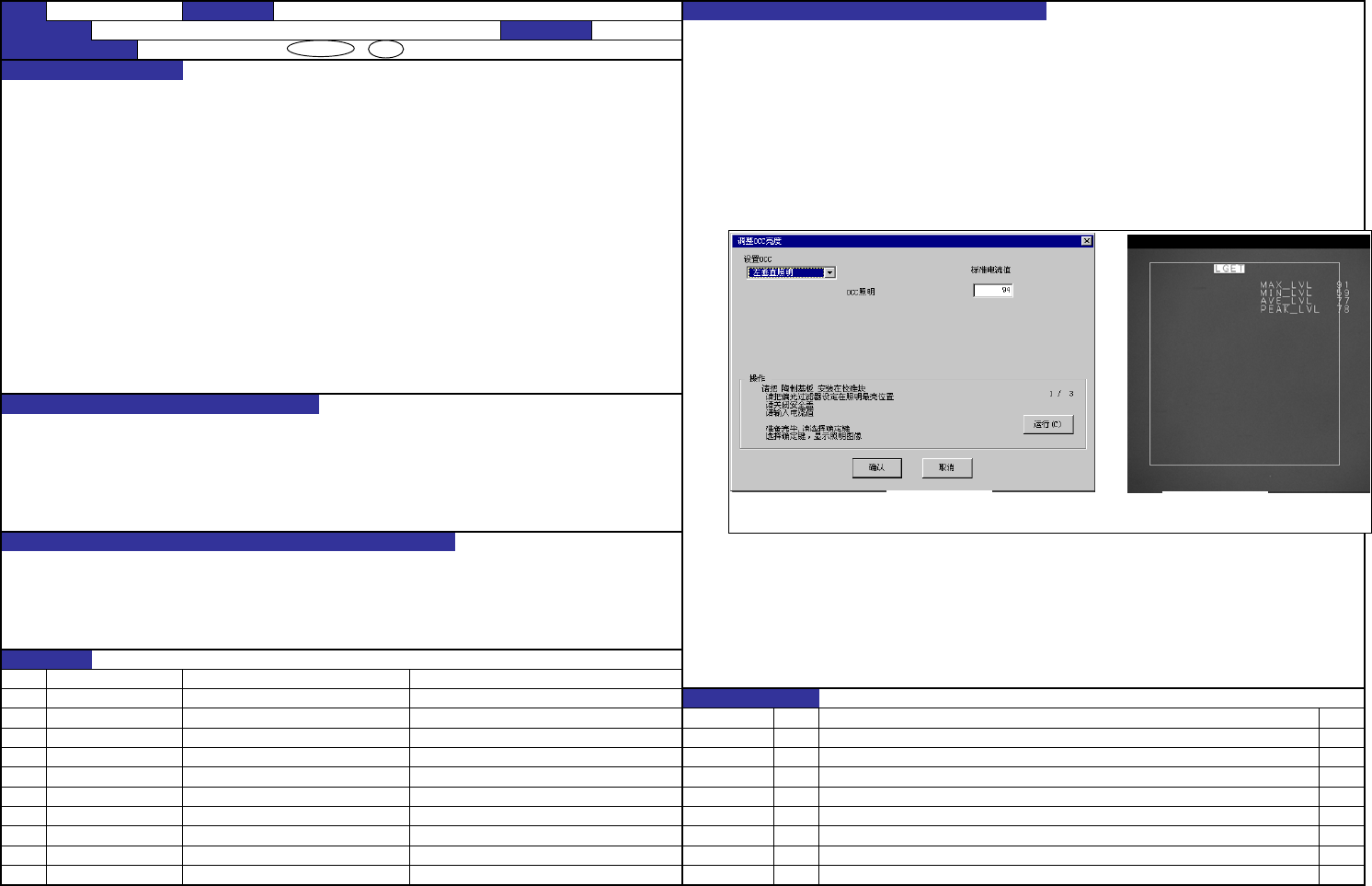
①手动控制,确认OCC垂直照明和角度照明的亮灯情况。 ※确认所有的OCC。
②前后转动偏光滤光镜,确认是否达到最亮的状态。
③确认测定蚀前后的安全护罩是否关闭。
(角度照明) LGET输出结果 AVE_LVL = 95±1 ④按照MS参数的指示,把白色陶瓷基板设置到CAL块上。
(垂直照明) LGET输出结果 AVE_LVL = 45~48 ※确认是否显示标准电流值。如果不是时,用PageUp,PageDown键进行变更。
⑤点击确认按键,调整电流值让VCS监视器的AVE_LVL变成既定值。(参照图1、图2)
(注) 角度照明: 标准电流值为220以下,偏差电流值为128。 ⑥调
整后测定数次,确认是既定值。
垂直照明: 标准电流值为250以下,偏差电流值为250。 ⑦同样地调整所有的OCC垂直照明、角度照明。
(注)白色陶瓷基板使用3个月后应更换新的。(脏污后应及时更换。)
(注)在调整照明时为了避免外界光线的影响,请将表面无光泽板置于陶瓷基板的前后以遮蔽外界光线。
BOC标记、IC标记识别时的照明亮度调整影响识别的摄像。
也影响供料标记识别的摄像。
①标记识别精度恶化
②发生标记识别异常
③贴装偏斜
④点胶位置自动修正位置偏斜
⑤点胶率降低
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】-2
E2107998000 陶瓷基板(V002)
内容
40001979
OCC同轴照明基板组 DC电源输出电压
'07.11.29
新设
40001982
OCC角度照明基板组 DC电源输出电压
日期
40001904
LIGHT CONTROL基板组(KE2060) LIGHT CONTROL基板的基准电压
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
OCC照明光量调整(OCC照明) 编制日期
2007/11/29
KD-2077 装置名称 OCC装配
确认方法及调整方法(故障处理方法)
図1 MSパラメータ画面
図2 VCSモニタ
夕
1 MS歌方 鮫中
夕2 VCS酌篇匂
图1 MS参数界面
图2 VCS监视器
QA表 NO. 3 NO. 3 (2/2)
机种
① 执行MS参数的OCC摄像机补偿,确认是否符合以下规格。
OCC摄像机补偿(角度)=-1.2~0.4°
OCC摄像机补偿(角度)=-1.2~0.4° (注)如果不符合规格,再次获取,使摄像机调整夹具在监视器上显示为正圆,确认和窗口没有接触。
输入错误值的情况下,监视器所显示的部品框等会发生倾斜或偏移。
① 标记识别精度恶化
② 发生标记识别异常
③ 监视器所显示的部品框发生倾斜或偏移。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【2】-3
质量特性(规格调整值)
功能作用(规格调整值的意义)
确认方法及调整方法(故障处理方法)
KD-2077 装置名称 OCC装配
功能名称
OCC机补偿调整(角度) 编制日期
2007/11/29
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
预想故障(应规格调整值不良而发生的故障)
对象元件
40069558 CAMERA 2077 ASM
变更履历
货号
品名
有关质量特性
内容
'07.11.29
新设
E2106998000
摄像机调整夹具
日期