KD-2077_QA表.pdf - 第21页
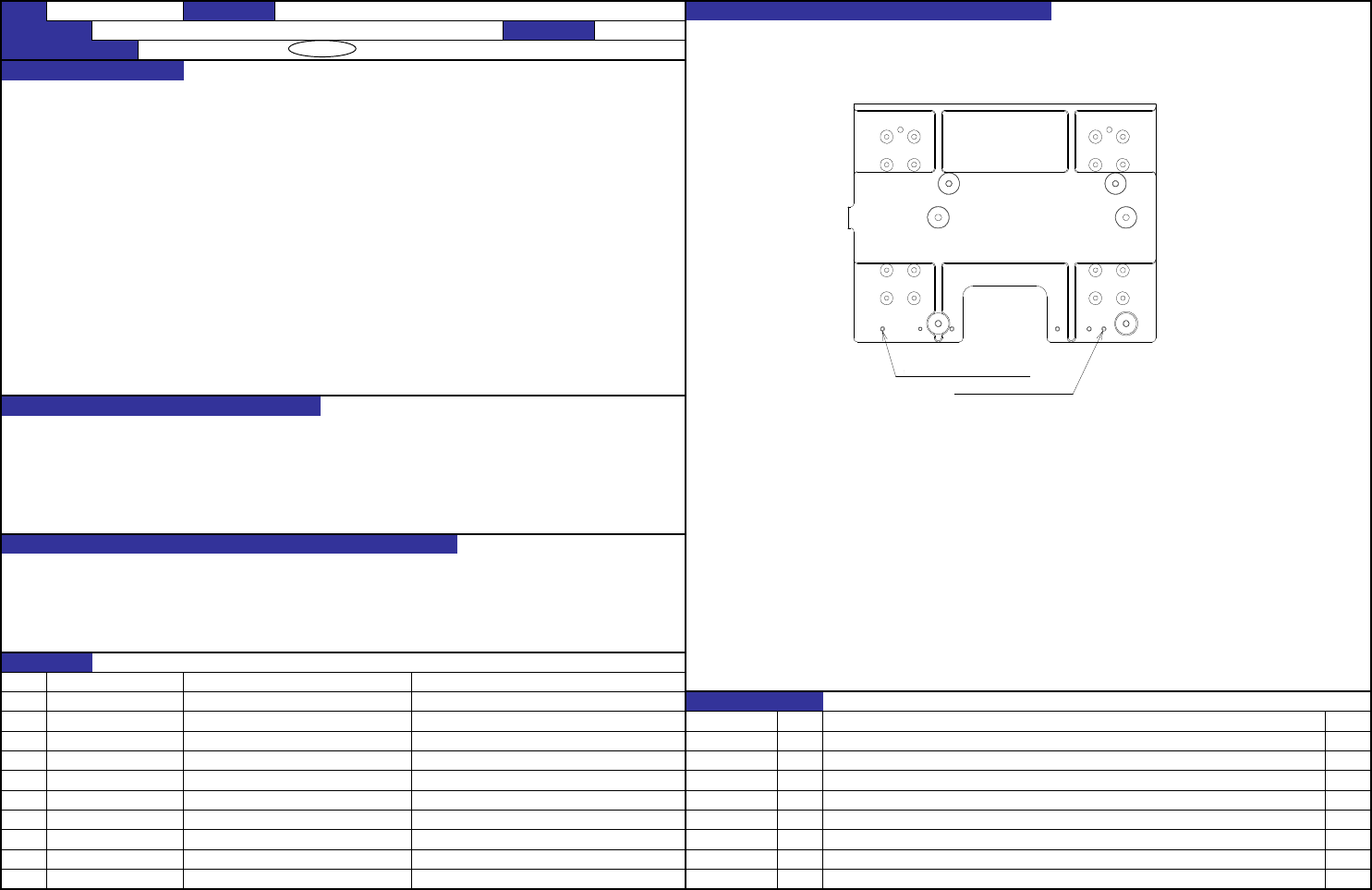
QA表 NO. 6 (1/2) NO. 6 (2/2) 机 种 确 认 方法 X 轴 偏离(X方向位置 变 化) :20μm以下 NO ① ② NO. 担当人 ③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ 【4】-6 KD-2077 装置名称 XY装置 确 认 方法及 调 整方法(故障 处 理方法) 功能名称 X 轴 偏离(X方向位置 变 化) 编 制日期 2007/12/20 质 量保 证类别 功能・安全性 / 可靠性 / 安全性 / 商品特点 质…
QA表 NO. 5 (1/2) NO. 5 (2/2)
机种
确认方法
X轴纵摇(Y方向位置变化) :20μm以下
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【4】-5
KD-2077 装置名称 XY装置
确认方法及调整方法(故障处理方法)
功能名称
X轴纵摇(Y方向位置变化) 编制日期
2007/12/20
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号
品名
有关质量特性
内容
'07.12.20
新设
日期
拨号盘固定用M4分接头(OCC位置)
夹具固定用M4分接头(R贴装头位置)
QA表 NO. 6 (1/2) NO. 6 (2/2)
机种
确认方法
X轴偏离(X方向位置变化) :20μm以下
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【4】-6
KD-2077 装置名称 XY装置
确认方法及调整方法(故障处理方法)
功能名称
X轴偏离(X方向位置变化) 编制日期
2007/12/20
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号
品名
有关质量特性
内容
'07.12.20
新设
日期
QA表 NO. 7 (1/2) NO. 7 (2/2)
机种
确认方法
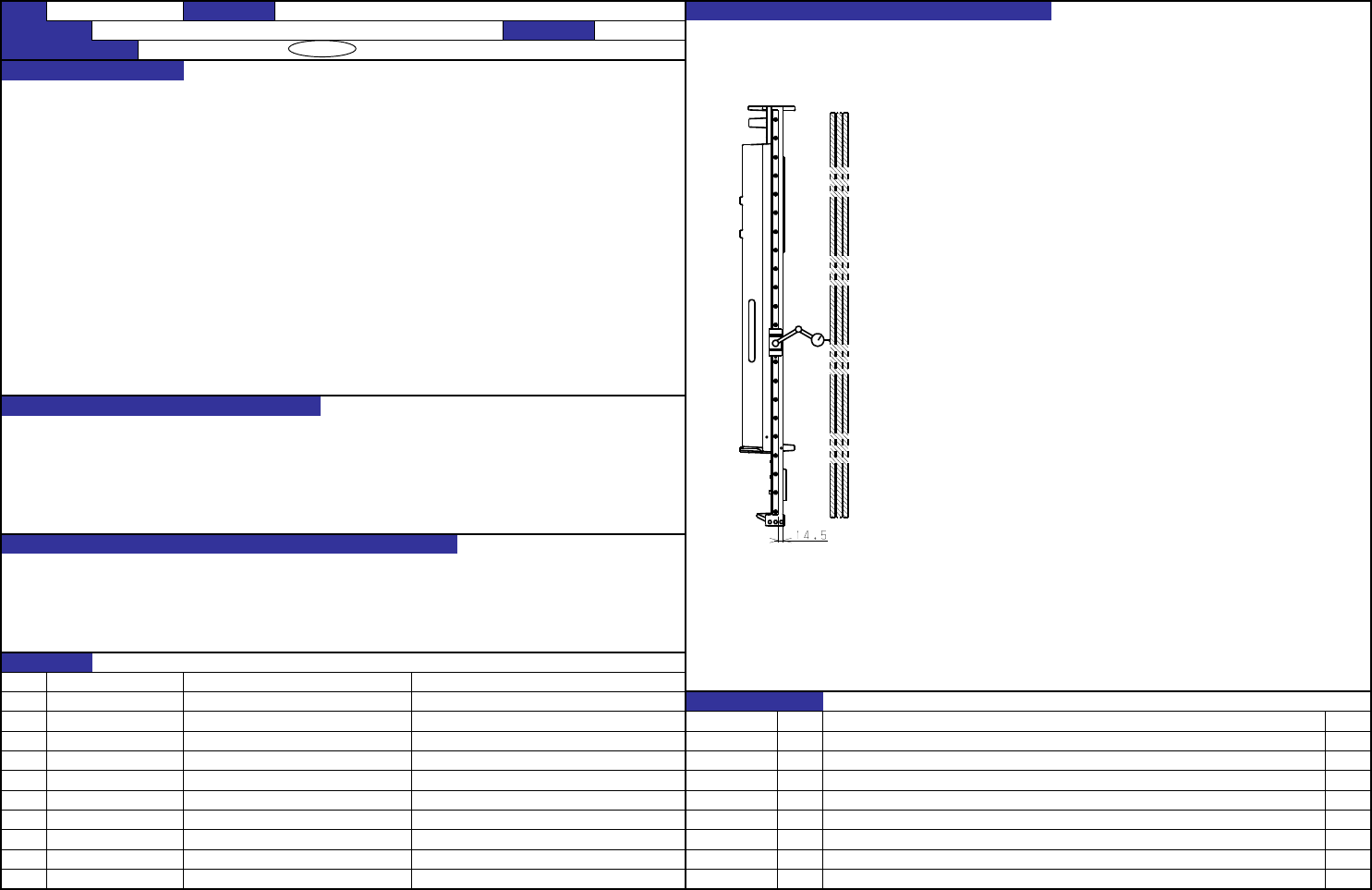
1-1.确认方法
①安装为了设置I型伸缩的夹具。
Y线轨(左)的真直度 :20μm以下 ②把拨盘表安装到后通道块,在导向器的两端调整I型伸缩位置
让拨盘表的直为”0”。
③在后通道的全行程,确认真直度为20μm以下。
1-2.调整方法
①左图所示的底座的Y轴部的侧面加工面和后通道的距离在后通
道的前后两端距离,调整为14.5mm。
②拧松真直度为规格外的后通道螺丝,把轨道位置的真直度重新
调整到为20μm以下,拧紧螺丝。
Y坐标有关X坐标位置的偏斜,影响X方向的点胶精度。
会给Y轴后通道增加负荷,Y轴后通道损坏,降低寿命。
1.点胶精度(X方向)的恶化
2.Y方向移
动时发生异常声音
3.Y轴后通道损坏,降低寿命。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【4】-7
KD-2077 装置名称 XY装置
确认方法及调整方法(故障处理方法)
编制日期
2007/12/20功能名称
Y线轨(左)的真直度
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
货号
品名
有关质量特性
内容
'07.12.20
新设
日期