KD-2077_QA表.pdf - 第35页
QA表 NO. 6 (1/2) NO. 6 (2/2) 机 种 1.把 弹 簧秤朝接 线 方向 顶 倒 轴 的把手上 进 行 测 定。 导 向 轴 的平行 调 整 在最大(M:254mm、L:360)位置,松 开 后推 挡 器的固定 1. 传 送 轨 道 宽 度 调 整手柄 转 矩:0.2N・m以下 螺 丝 ,重新 调 整位置然后 拧紧 。 2. 传 送 轨 道 宽 度 调 整 驱动 皮 带张 力:20~25.5N 拧 松 轨 道板F …
QA表 NO. 5 (1/2) NO. 5 (2/2)
机种
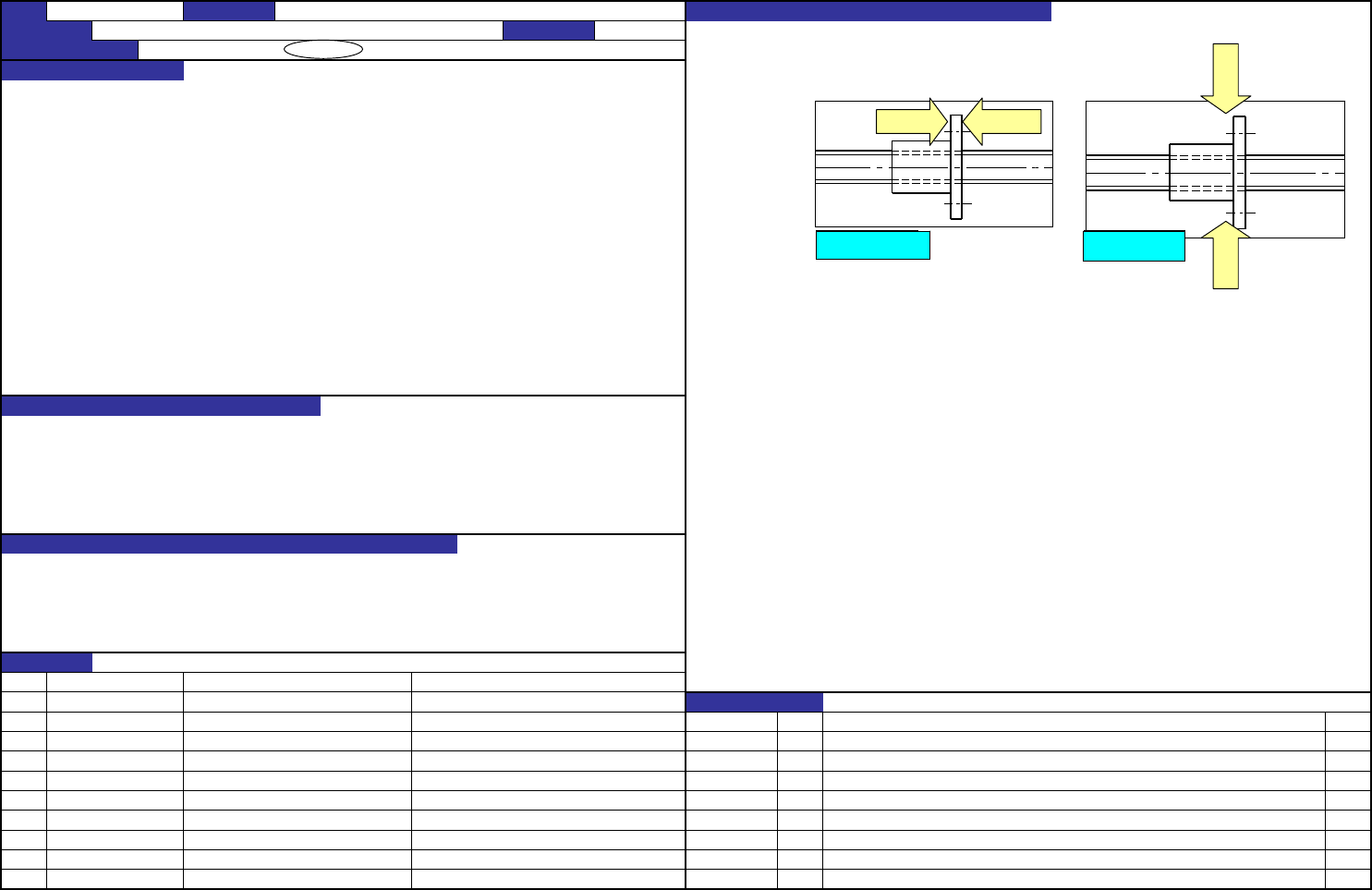
1.螺旋轴的螺母从反方向互相施加4.9N的荷重时,螺母移动量在50μm以下。
2.螺旋轴的螺母从反方向互相施加4.9N的荷重时,螺母移动量在100μm以下。
1.可动侧传送轨道减少松动,控制运转的振动。
2.可动侧传送轨道减少松动,控制运转的振动。
1.贴装元件时,可动侧传送轨道振动之后,基板振动,贴装质量变坏。
2.贴装元件时,可动侧传送轨道振动之后,基板振动,贴装质量变坏。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-5
KD-2077 装置名称
传送 确认方法及调整方法(故障处理方法)
功能名称
可动侧轨道的稳定(螺旋轴的松动) 编制日期
2007/12/20
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
'07.12.20
E2010725000 SCREW_SHAFT
变更履历
货号
品名
有关质量特性
新设
日期 内容
对象元件
4.9N4.9N
4.9N 4.9N
スラスト方向 ラジアル方向
推力方向
径向方向
QA表 NO. 6 (1/2) NO. 6 (2/2)
机种
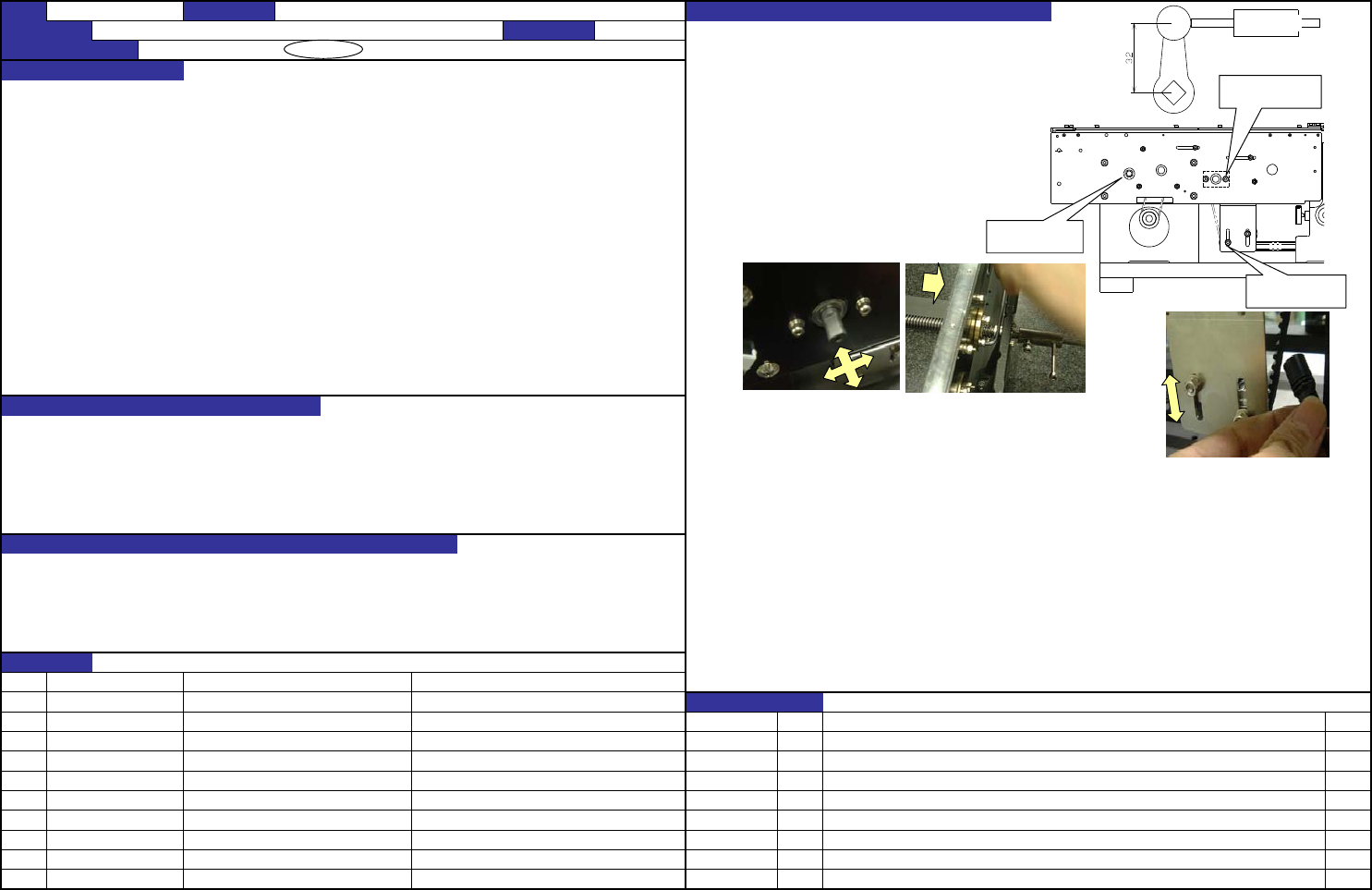
1.把弹簧秤朝接线方向顶倒轴的把手上进行测定。
导向轴的平行调整
在最大(M:254mm、L:360)位置,松开后推挡器的固定
1.传送轨道宽度调整手柄转矩:0.2N・m以下 螺丝,重新调整位置然后拧紧。
2.传送轨道宽度调整驱动皮带张力:20~25.5N 拧松轨道板F侧的导向轴端固定螺丝,在轨道宽度
31mm的位置用同一螺丝固定。
螺旋轴的平行调整
拧松螺旋轴螺母,在传送轨道宽度最大的位置,
重新拧紧定位。
拧松调节板的固定螺丝,在轨道宽度为31mm、
的位置用同一螺丝固定。
2.轨道宽度调整驱动皮带张力的调整
1.传送基板宽度调整用手柄的适合转矩 变更惰轮的位置高度进行调整。
2.左右螺旋轴和同步皮带的适合张力 把左右的惰轮高度调整得一样,注意不要碰到同步皮带和T・PIN传感器等
用由尼塔公司制得音波式皮带张力计测定。
(Weight=40、Width=90、Span=98,E尺寸时Span=97)
1.转矩大时,传送轨道宽度调整的操作性变坏。
如果示导向器轴、螺旋轴的上下左右方向不平行时,可能可动侧轨
道发生卡住滑出等故障。
安装自动基板宽度调节装置时,因马达转矩不足发生动作不良。
2.强时:调整螺旋轴,加重转矩。
弱时:在皮带轮不皮带跳牙,传送轨不平行。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-6
内容
'07.12.20 新設
E2009725000
日期
E2010725000
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
传送轨道宽度变更 编制日期
2007/12/20
KD-2077 装置名称
传送 确认方法及调整方法(故障处理方法)
ばね秤
导向轴端
固定螺丝
アジャスト
プレート止めねじ
惰轮固定螺丝
调节板
固定螺丝
弹簧秤
QA表 NO. 7 (1/2) NO. 7 (2/2)
机种
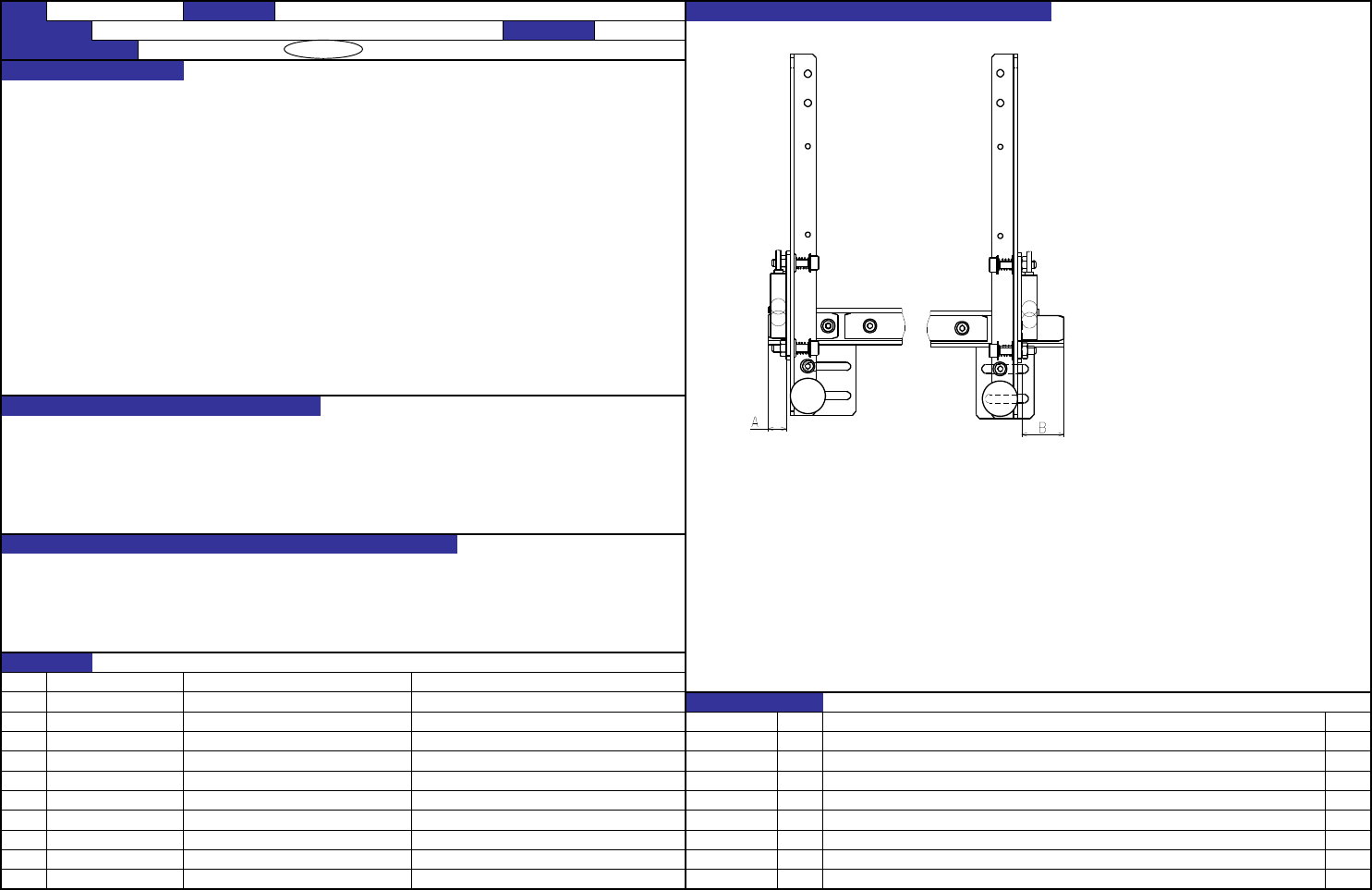
1.把IN传感器X轴方向的位置调整成A尺寸规格值。
1.IN传感器位置 : 9.5mm±2mm
2.OUY传感器位置 : 20mm±2mm
3.传感器灵敏度
可以检测传送路传感器上设置的黑凸起基板(无光泽)。
1.IN马达起动触发时间(线上流的机器→本贴片机传送基板时)
调整基板宽度方向检测位置(对应异型基板)
2.OUT马达停止信号触发时间 2.把OUT传感器X轴方向的位置调整成B尺寸规格值。
调整基板宽度方向检测位置(对应异型基板) 3.反时针转动传感器灵敏度调整钮,然后慢慢顺时针转动,到检测指定基板停止。
3.对应基板的颜色
1.IN
马达起动迟→增加传送转矩
进入的基板挂到传送皮带,因振动贴装元件发生偏斜。
2.停止迟时:线下流机器传送过度
停止快时:对线下流机器的传送不足增加传送节拍。C・OUTとOUT传感器同时ON的话发生异常。
3.颜色不同发生基板检测不良。
NO
①
②
NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【5】-7
内容
'07.12.20
新设
日期
变更履历
货号
品名
有关质量特性
对象元件
预想故障(应规格调整值不良而发生的故障)
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
传送基板的识别(IN・OUT传感器关系) 编制日期
2007/12/20
KD-2077 装置名称
传送 确认方法及调整方法(故障处理方法)