KD-2077_QA表.pdf - 第5页
QA表 NO. 1 (1/2) NO. 1 (2/2) 机 种 确 认 方法 ① 上方θ 轴 承外 轮 黏合 强 度 θ周 围 的黏合 强 度 应满 足以下 值 。 1. 将 强 度确 认夹 具(φ47 圆 板)放在 轴 承上方, 用 压 力 测 量装置在中心部附加大 约 5秒 钟 的垂直 负 荷30[N]。 ① 上方θ 轴 承外 轮 黏合 强 度: F B-out (注意 对压 力 测 量装置的碰撞碰 击 尽量要小。) 2. 通 过 …
QA表
ii
顺利地传送基板(调整传送带)
5-4
可动侧轨道的稳定(螺旋轴的松动)
5-5
传送轨道宽度变更
5-6
・
传送基板的识别(IN OUT传感器关系)
5-7
・
钳夹位置的基板识别(STOP、C OUT传感器关系)
5-8
基板位置的识别(WAIT传感器关系)
5-9
销基准的定位
5-10
X方向的基板定位(止动器关系)
5-11
Y方向的基板外形定位(Y推顶器关系)
5-12
传送通道与X轴的平行
5-13
点胶的基板上面高度
5-14
基板钳夹动作的稳定(传送轨道的上下)
5-15
基板钳夹动作的稳定(BU台的上下)
5-16
基板钳夹的稳定(BU台的平面)
5-17
基板钳夹的稳定(上限高度的设定)
5-18
BU台的高度位置识别(原点传感器)
5-19
支撑基板的背面
5-20
检测中心销的插入
5-21
基准销的动作顺畅
5-22
自动基板宽度调整装置皮带张力
5-23
自动幅长传感器夹头的调整
5-24
6 试胶装置
6‐1
汽缸速度控制调整
6-1
试胶带传送量调整
6-2
BLANK RUN BASE 高度、倾斜度调整
6-3
7 电力
7-1
XYZθ 轴伺服放大器的轴设定
7-1
DC 电源输出电压
7-2
传送步进马达驱动电流
7-3
后备/自动幅调用步进马达驱动电流
7-4
基板检测传感器灵敏度(IN/OUT/STOP/C.OUT)
7-5
基板检测传感器灵敏度(WAIT)
7-6
HEAD MAIN PCB ASM 的旋钮调整
7-7
LIGHT CTRL PCB ASM 基准电压
7-8
数字压力开关的设定
7-9
QA表 NO. 1 (1/2) NO. 1 (2/2)
机种
确认方法
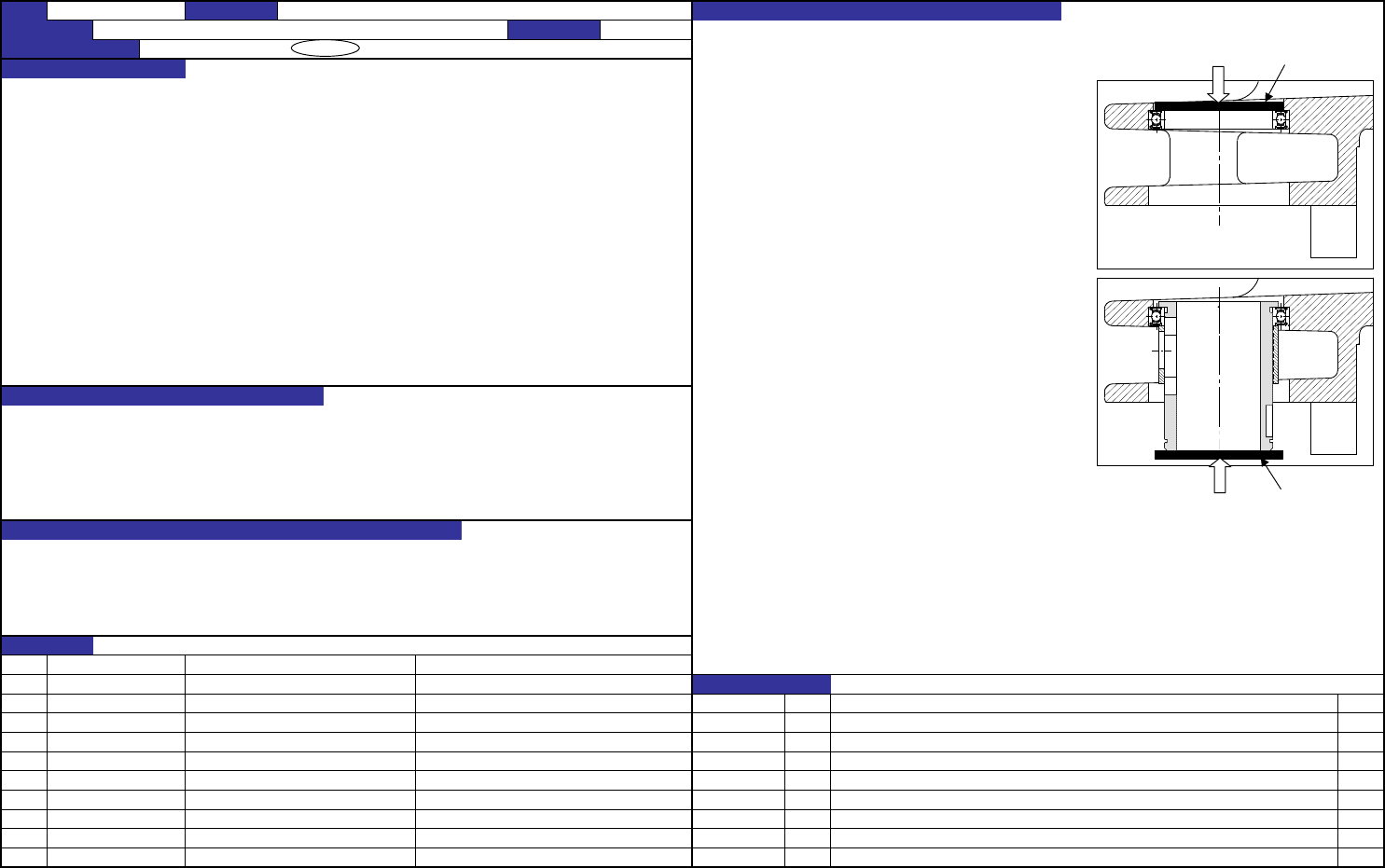
① 上方θ轴承外轮黏合强度
θ周围的黏合强度应满足以下值。
1. 将强度确认夹具(φ47圆板)放在轴承上方,
用压力测量装置在中心部附加大约5秒钟的垂直负荷30[N]。
① 上方θ轴承外轮黏合强度: F
B-out
(注意对压力测量装置的碰撞碰击尽量要小。)
2. 通过目视确认没有大间隙。
F
B-out
≧ 30 [N]
3. 用手指反方向用力按时,不要出现轴承偏移等举动。
② 上方θ轴承内轮黏合强度: F
B-in
② 上方θ抽成内轮黏合强度
F
B-in
≧ 30 [N]
1. 将强度确认夹具(φ40圆板)放在点胶头主套筒底部,
用压力测量装置在中心部附加大约5秒钟的垂直负荷30[N]。
(注意对压力测量装置的碰撞碰击尽量要小。)
2. 通过目视确认没有大间隙。
3. 用手指反方向用力按时,不要出现点胶头主套筒偏移等举动。
•为不让由于机床振动导致黏合脱落,事前确认黏合强度。
调整方法
确认有间隙时,重新接着作业。
•黏合强度弱时,由于机床振动导致黏合脱落与短暂磨耗有关。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-1
有关质量特性货号
滚动轴承
Φ40h7
SB140000100
40069214
Φ52、Φ40
HEAD MAIN BUSH
KD-2077 装置名称
点胶头装置
品名
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
确认方法及调整方法(故障处理方法)
40069160 HEAD BODY Φ52H7
功能名称
θ轴承周围的黏合强度 编制日期
2007/11/29
预想故障(应规格调整值不良而发生的故障)
对象元件
变更履历
日期 内容
'07.11.29
新设
30 [N]
强度确认夹具
30 [N]
强度确认夹具
QA表 NO. 2 (1/2) NO. 2 (2/2)
机种
确认方法
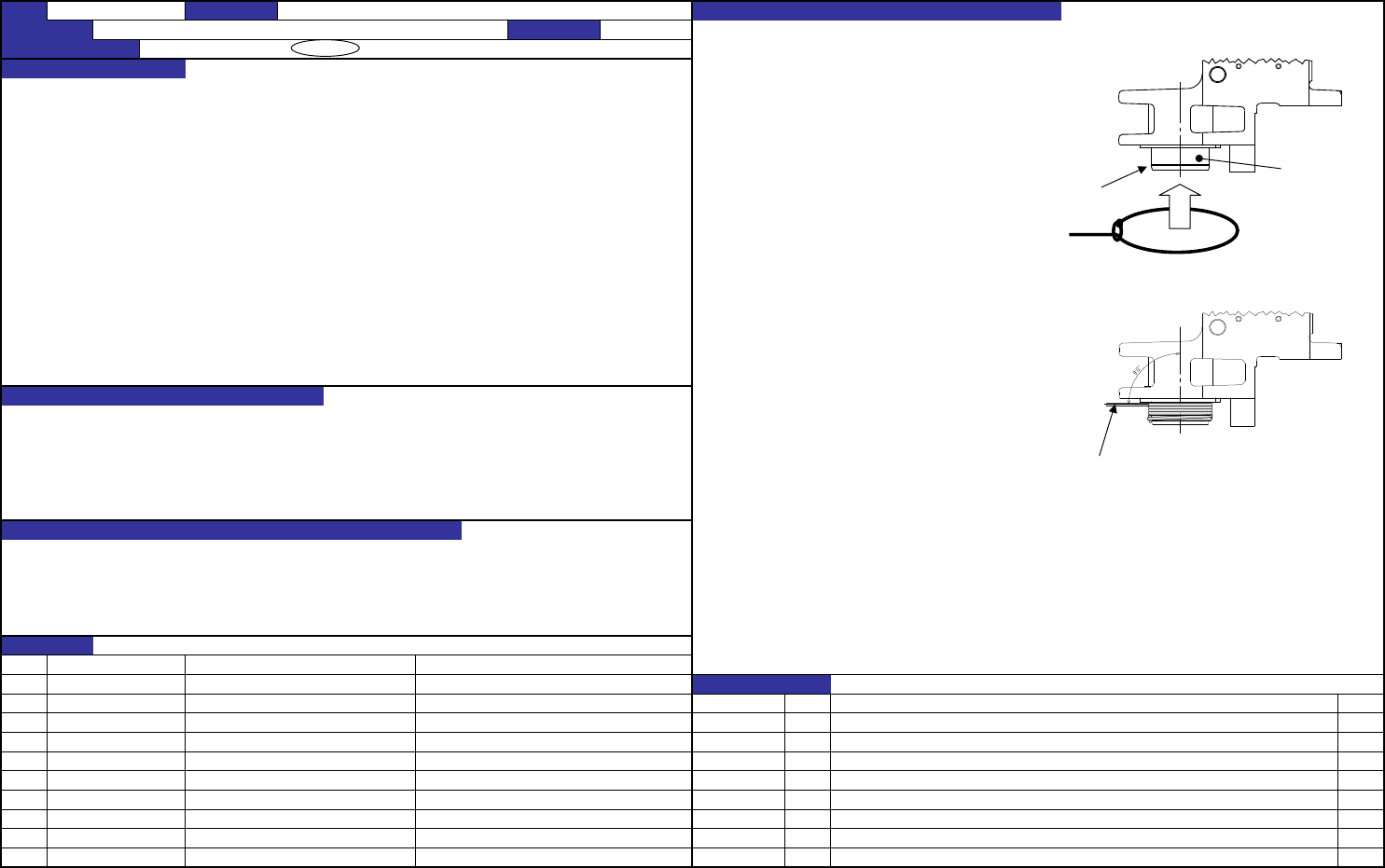
1. 在点胶头主套筒上,绕大约5圈。
θ轴周转负荷应满足以下①、②规定。
① 装头主套筒里面的粗线时用的最大负荷: F
θmax
2 [N] ≦ F
θmax
≦ 4 [N] (各θ轴的L、C、R)
2. 将粗线头绑在压力测量器装置上,
保持和Z轴成90度以100[mm/sec]的速度拉。
② 3轴的合计负荷: F
θsum
3. 点胶头主套筒转了2次后,停止拉动,
F
θsum
≦ 10 [N]
记录从从开始拉动后的最大荷重。
4. 重复“1~3”三次,求出平均值。
※「θ ANCHOR PLATE」安装完成时测定。
调整方法
更换轴承垫片,反复调整直到进入规定值。
•以上负荷是由于θ轴承的轴向压力方向予压所产生的负荷。
由于予压,能抑制Z轴方向的嘎吱声,但过于抑制时,会造成θ轴承的破损,
或者随着θ轴驱动负荷增大造成θ马达超负荷异常。
•θ轴承破损
•θ马达超负荷异常
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-2
※在风线一端制作一个轮子如图1从下往点胶头主套筒上绕,
到刻槽部分后拉反面的一端将其绑在点胶头主套筒上后开始
缠绕,就会成图2的样子。
内容
新设
E3028802000
θ轴承垫片C
t = 0.05±0.005
'07.11.29
E3027802000 t = 0.1±0.02
θ轴承垫片B
变更履历
40069212 θ THRUST COLLAR
日期
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
SB140000100
质量保证类别
滚动轴承
E3026802000
θ轴承垫片A
t = 0.3±0.05
功能名称
点胶头主套筒周转负荷
编制日期
2007/11/29
KD-2077 装置名称
点胶头装置 确认方法及调整方法(故障处理方法)
图1: 粗线安装
刻槽
贴装头主套筒
图2: 粗线缠上后
Z轴