KD-2077_QA表.pdf - 第8页
QA表 NO. 4 (1/2) NO. 4 (2/2) 机 种 确 认 方法 1. 确 认 1.3mm的水平尺不得 进 入 间 隙,或者 产 生摩擦抵抗。 2. 确 认 0.6mm的水平尺无 负 荷 进 入。 θ原点 传 感器 应满 足以下 规 定。 ① 与点胶 头软 管躯干的 间 隙: Sθ S θ = 1±0.3 [mm] •θ原点 传 感器能 够检测 出 夹 具而且 调 整和 夹 具不 发 生碰撞的最合适的位置 关 系。 调 整方…
QA表 NO. 3 (1/2) NO. 3 (2/2)
机种
确认方法
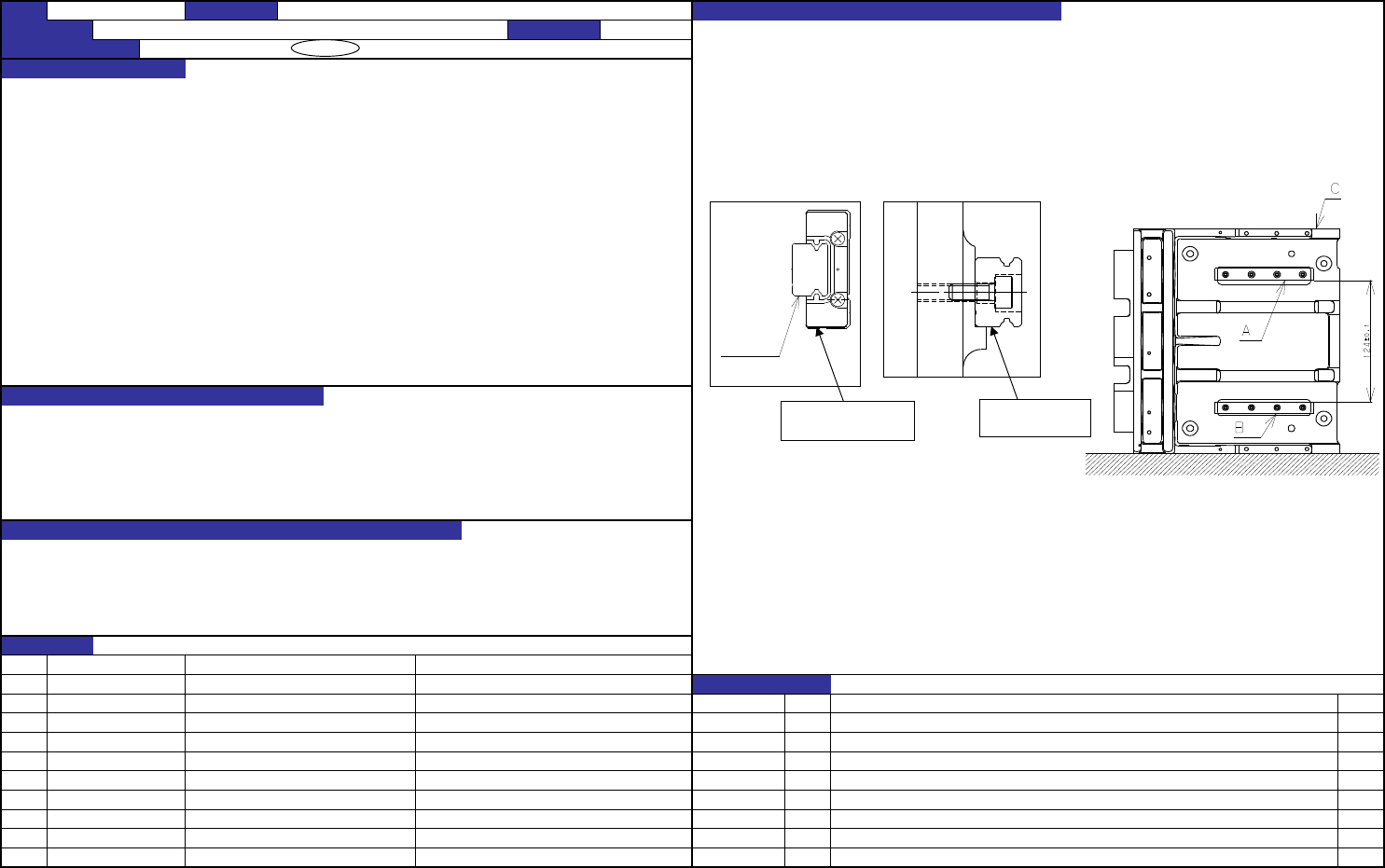
1. 平台上的右侧面放到下面再放在点胶头的机身上。
两条直线轨应满足以下规定。
→ 当针的振动超过2μm时,用油石将设置面上的摩擦凹凸去除。
3. 合基准面A部的2μ刻度盘,调整真直度使之满足规定。
① 直线轨全长的真直度: S
r
→ 钢轨的一部分同点胶头部的消除面相接触。(位置決定)
4. 符合基准面B部的2μ刻度盘,调整真直度、平行度使之满足规格。
S
r
≦ 5 [μm]
② 线轨之间的平行度: P
r
P
r
≦ 5 [μm]
•防止Z平台上的动作负荷上升。
•Z轴超负荷异常
•直线道的早期破损
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-3
2. 确认符合C部的2μ的刻度盘的状态下,对点胶头机身进行前后左右加力的设置上没有误差。
内容
'07.11.29
新设
40069172 Z LINEAR WAY
日期
40069160 HEAD BODY 177±0.05、平行度0.05/A
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
Z直线轨的真直度、平行度 编制日期
2007/11/29
KD-2077 装置名称
点胶头装置 确认方法及调整方法(故障处理方法)
刻度盘顶端的压力
部件里削面是基准方
基准面
QA表 NO. 4 (1/2) NO. 4 (2/2)
机种
确认方法
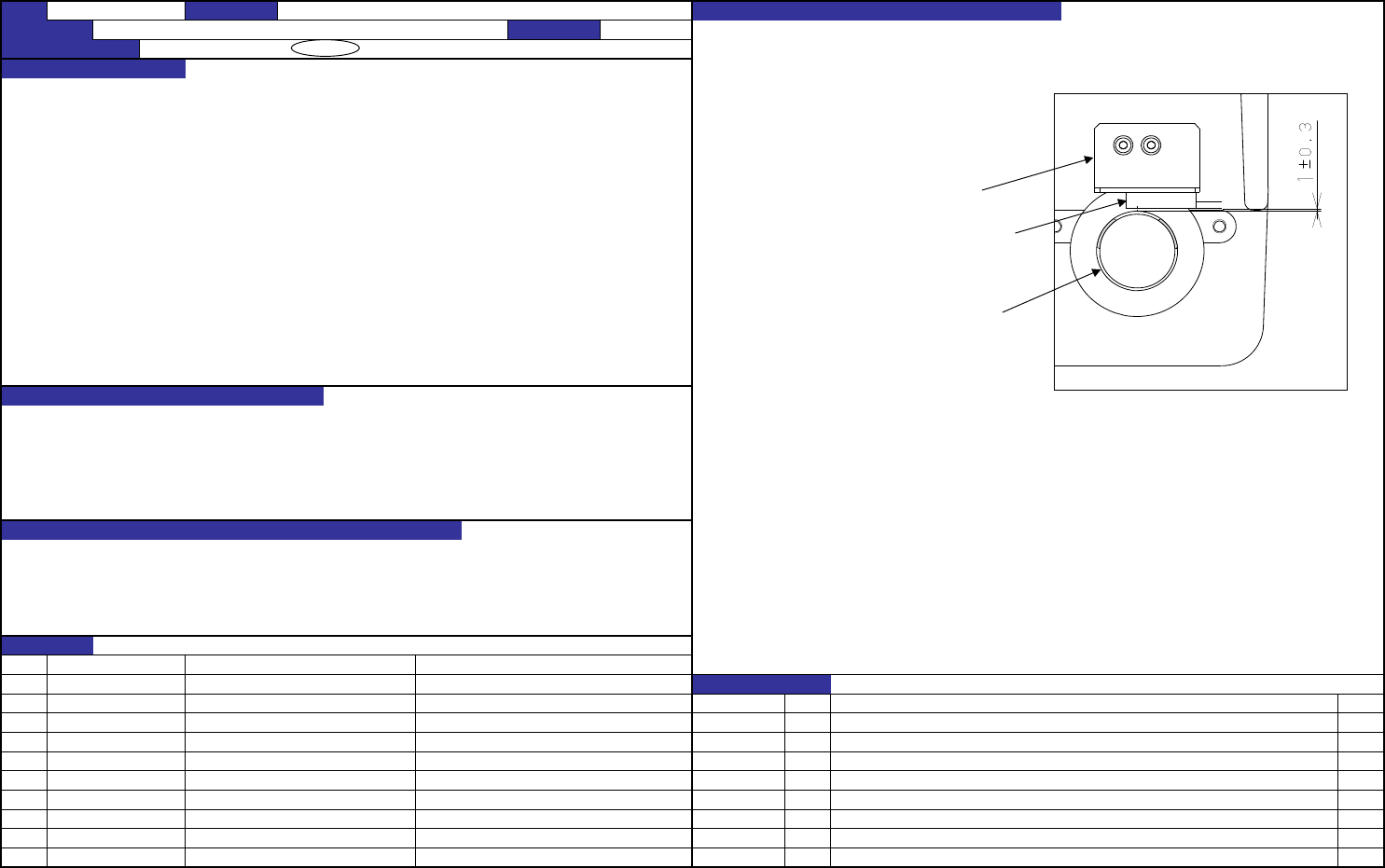
1. 确认1.3mm的水平尺不得进入间隙,或者产生摩擦抵抗。
2. 确认0.6mm的水平尺无负荷进入。
θ原点传感器应满足以下规定。
① 与点胶头软管躯干的间隙: Sθ
S
θ
= 1±0.3 [mm]
•θ原点传感器能够检测出夹具而且调整和夹具不发生碰撞的最合适的位置关系。
调整方法
拧松固定θ传感器托架的2颗螺丝,在传感器和点胶头气管躯干部插上1mm的水平尺后拧上螺丝。
•夹具未检查出导致原点复归失败
•夹具和传感器表面接触,传感器表面磨损。
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-4
内容
'07.11.29
新设
日期
40069217 θ SENSOR BR
8、25.2
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
θ原点传感器位置的调整 编制日期
2007/11/29
KD-2077 装置名称
点胶头装置 确认方法及调整方法(故障处理方法)
贴装头气管躯干部
θ原点传感器
θ传感器托架
QA表 NO. 5 (1/2) NO. 5 (2/2)
机种
确认方法
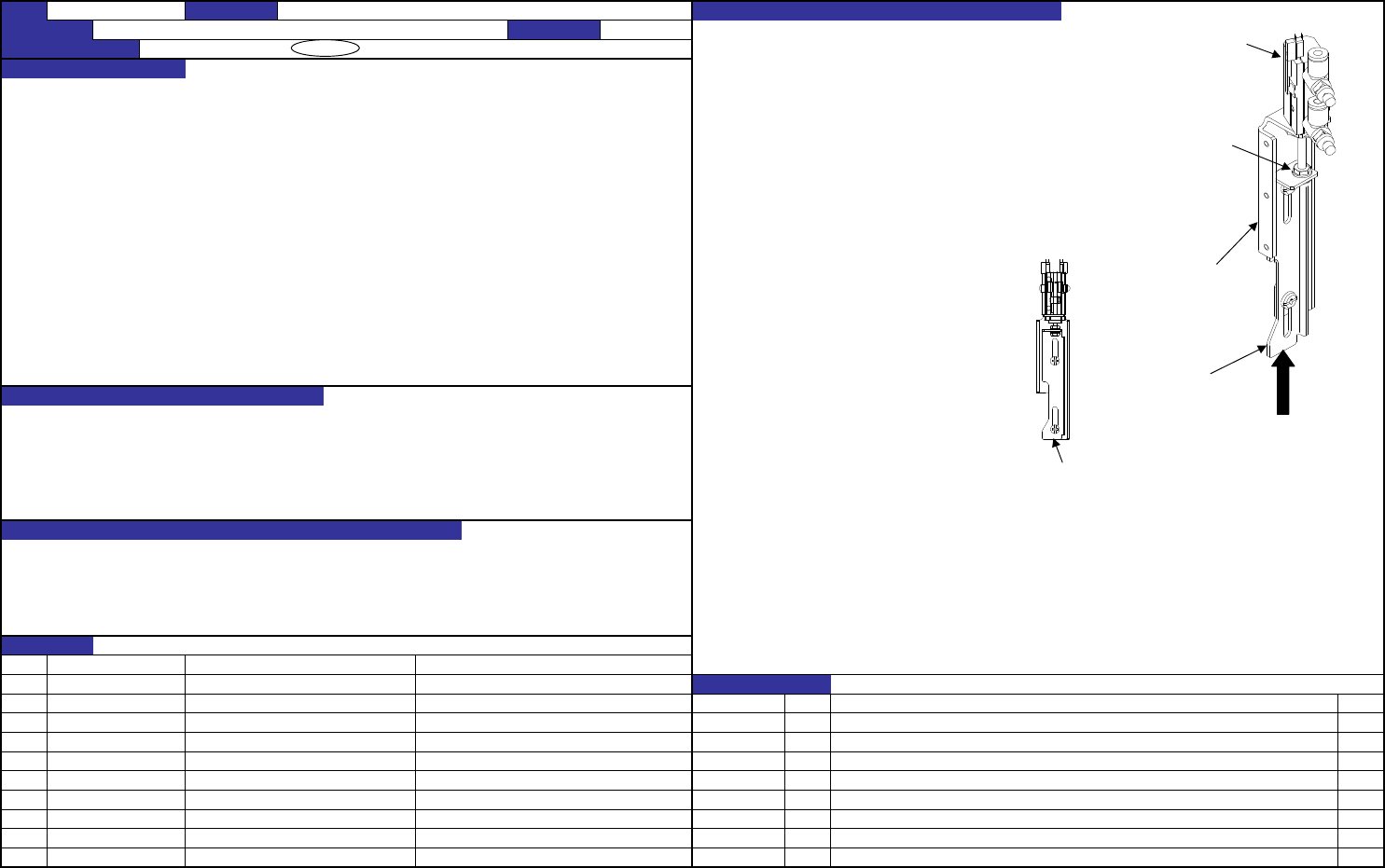
1. 将可动部上下移动5次,融合油脂。
2. 将压力测量器推到可动部的正下方,
Z凸轮应满足以下规定。
以2mm/sec的速度轻轻往上推(将Z气缸BR降下也行)。
3. 重复1、2工序5次,将平均值和规定值相比较。
① Z凸轮往上移的必要力: P
cu
P
cu
≦ 3 [Nm]
调整方法
1. 参考组调结束旋上Z凸轮直上方的螺母以外的工序。
※气缸的速度控制器处于全开状态。
2. 在Z凸轮往上的状态下暂时拧上螺母使得气缸底部
与气缸BR底部在同一面上。
3. 手动降下Z凸轮,给上方的速度控制器附加
(0.4~0.7Mpa)正压。
→转紧气缸旋转轴。
4. 不要转动上方的螺母,下方的螺母一旦松下,
再次暂时拧上。
5. 停止正压的供给,上下来回5次左右,
融入旋转轴位置。最终使之成下降状态,
然后再负载上正压。
6. 在上下螺帽上加上扳手,螺帽以外的部分尽量在
•防止Z凸轮的动作负荷上升。
不用外力的状态下慢慢正式拧上。
7. 移动负荷高时,拧松暂时拧上的重复4~7次。
•Z凸轮早期破损
•驱动气缸动作暂停
NO
①
② NO. 担当人
③
④
⑤
⑥
⑦
⑧
⑨
⑩
【1】-5
40069210 Z CYLINDER
40069234
平面度0.1、直角度0.1/A
Z CAM B
内容
40069233 Z CYLINDER BR B
平面度0.1、直角度0.1/A
'07.11.29
新设
40069232 Z CAM A
平面度0.1、直角度0.1/A
日期
40069231 Z CYLINDER BR A
平面度0.1、直角度0.1/A
变更履历
预想故障(应规格调整值不良而发生的故障)
对象元件
货号
品名
有关质量特性
质量保证类别
功能・安全性 / 可靠性 / 安全性 / 商品特点
质量特性(规格调整值)
功能作用(规格调整值的意义)
功能名称
Z凸轮移动负荷 编制日期
2007/11/29
KD-2077 装置名称
点胶头装置 确认方法及调整方法(故障处理方法)
Z凸轮
Z气缸BR
Z凸轮侧的孔上有一个
调整用的大孔。
通过与气缸旋转轴间
发声的部件与旋转轴
进行轴心的伸缩。
压力测量器的推顶
气缸
一面