PANASONIC贴片机NPM-D说明书.pdf - 第10页
NPM-D 2010.1201 - 4 - 料架的通用性 与 CM 系列有互换性的 8 种类料架,对应纸 ・ 塑料编带 (8 mm ~ 104 mm) 。 编带进给是伺服电机驱动,进给间距 和速度是根据元件设定。这些参数设定是从 NPM-D 主体发送的数据进行。 ※ 16 吸嘴贴装头, 12 吸嘴贴装头规格时,双式编带料架 的软件版本需要在 Ver. 5.00 以上。 ( 为了对应双式编带料架的左右导 轨同时传送 ) 料架、托盘设置数量…
NPM-D 2010.1201
- 3 -
通用性
与
CM
系列的互换性
NPM-D
在实现高生产率的同时,复制流用在
CM
系列
(CM602, CM402, CM401, CM400, DT401, CM232, CM212,
CM101)
有实绩的料架,吸嘴等,确保了与
CM
系列的互换性。
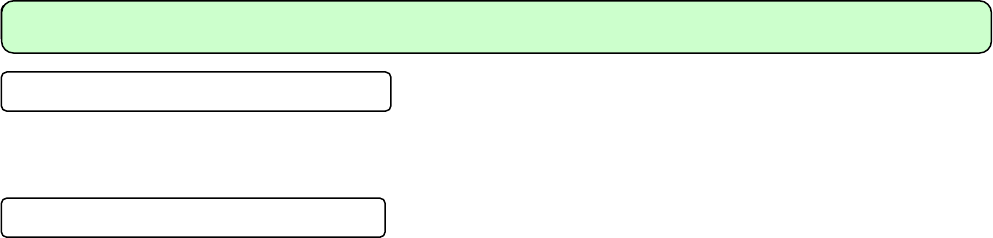
工作头交换功能
NPM-D
设备,能够以工作台为单位选择各种工作头。
※
1
・
16
吸嘴贴装头,是
12
吸嘴按照
2 × 8
的矩阵形排列。
各吸嘴的独立上下驱动采用了伺服电机,进行可靠性高的高速操作。
・
12
吸嘴贴装头,是
12
吸嘴按照
2 × 6
的矩阵形排列。
各吸嘴的独立上下驱动采用了伺服电机,进行可靠性高的高速操作。
・
8
吸嘴贴装头,是
8
吸嘴按照
2 × 4
的矩阵形排列。
能够贴装从微小元件到
32 mm × 32 mm
元件,实现高度通用性。
・
2
吸嘴贴装头是
2
吸嘴的构成。各吸嘴配备独立上下驱动系以及
θ
驱动系。
另外,吸嘴尖端发生贴装负荷,根据数据的设定从
0.5 N
到
50 N
为止能够实时控制。
・ 检查头
※
2
使用彩色
CCD
照相机和独特照明,进行各种检查
(
锡膏检查、元件检查
※
3
)
。
能够以吸嘴或料架单位统计检查结果,有利于判定不良因素和提供改善对策。
・ 点胶头由
2
个点胶嘴构成,每个点胶嘴都配有独立上下活动的驱动轴和
θ
轴以及螺旋轴。
吐出方式采用螺旋方式。
・ 交货后的设备可以交换贴装头。
※
1
工作头以工作台为单位进行选择。前、后工作台可以设定不同类型的工作头。
但是,在托盘供料器的工作台,只可对应
8
吸嘴贴装头,
2
吸嘴贴装头。
※
2
检查头,只可选择前侧。
※
3
1
个检查头,不可同时进行锡膏检查和元件检查。
NPM-D 2010.1201
- 4 -
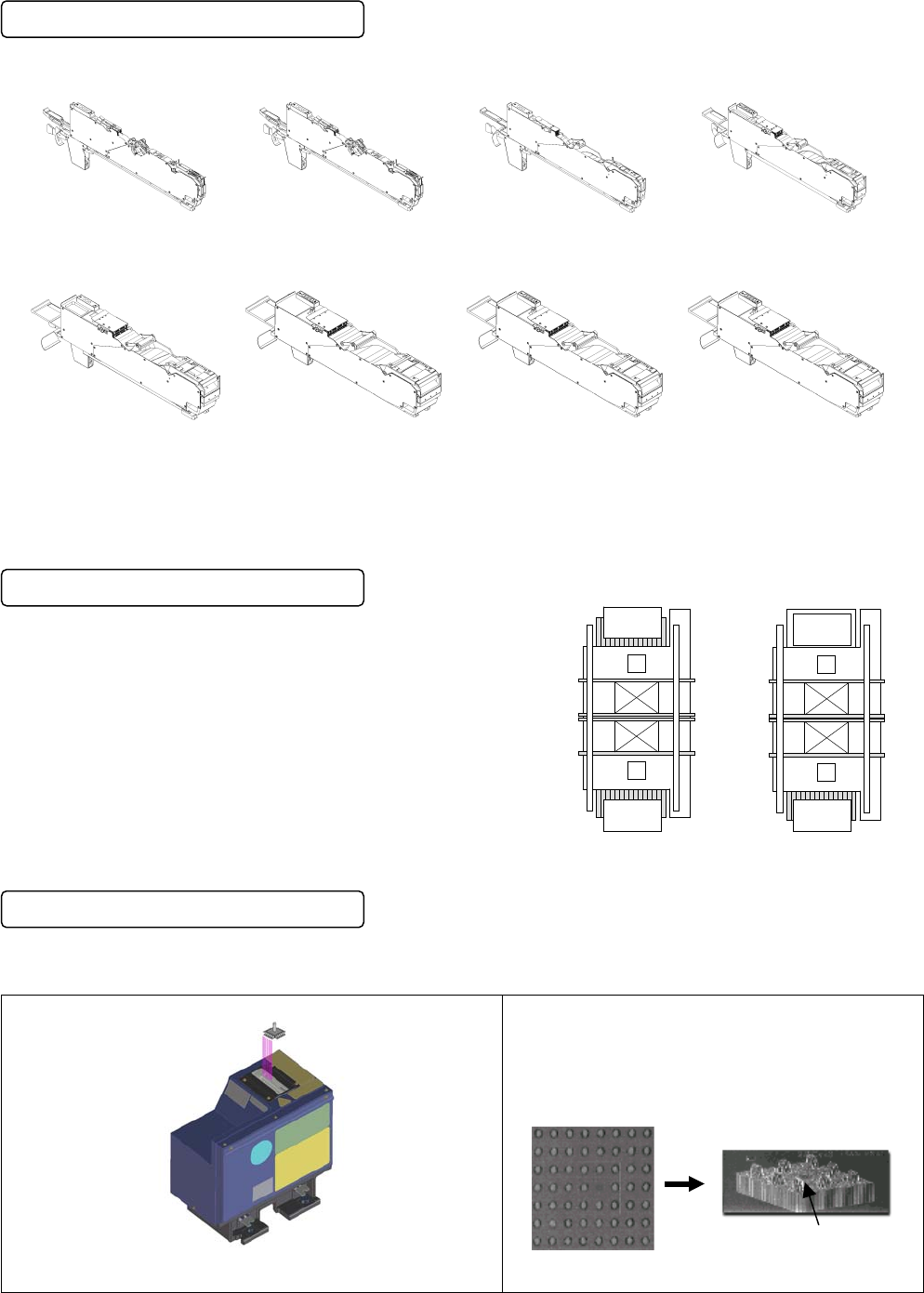
料架的通用性
与
CM
系列有互换性的
8
种类料架,对应纸・塑料编带
(8 mm
~
104 mm)
。
编带进给是伺服电机驱动,进给间距和速度是根据元件设定。这些参数设定是从
NPM-D
主体发送的数据进行。
※
16
吸嘴贴装头,
12
吸嘴贴装头规格时,双式编带料架的软件版本需要在
Ver. 5.00
以上。
(
为了对应双式编带料架的左右导轨同时传送
)
料架、托盘设置数量
NPM-D
上最多可设置
34
站双式编带料架。
(
编带宽
8 mm
时
)
此时,能够设置
68
个卷盘。
17
站
×
2
卷盘
×
2
工作台
=
能够设置
68
个
8 mm
编带卷盘
连接托盘供料器
(
选购件
)
的工作台时,
能够最大安装
20
品种托盘。
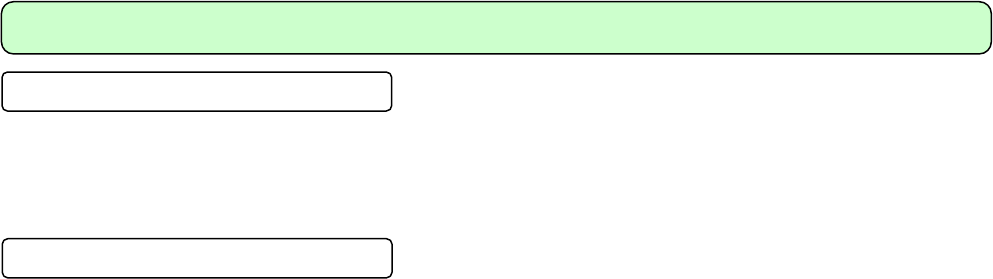
3D
传感器
能够检测
QFP, SOP
等所有引脚的平坦度、检测
BGA, CSP
等所有焊锡球的有无和脱落。
采用激光反射整体扫描方式,实现高速和高生产率。
3D
传感器
ボールの高さを
正確に検出
イメージ
画像
CSP
のボール
欠落状態
24 mm, 32 mm
共用
编带料架
104 mm
编带料架
12 mm, 16 mm
共用
编带料架
88 mm
编带料架
8 mm
双式
编带料架
44 mm, 56 mm
共用
编带料架
72 mm
编带料架
8 mm
单式
编带料架
料架工作台
17 站
托盘供料器
20 个
料架工作台
料架工作台
17 站
17 站
正确检测出焊锡球高度
示意图
CSP 的焊锡球脱落状态
NPM-D 2010.1201
- 5 -
机种切换性
多种工件生产
在
NPM-D
,
1
台可以设置
68
品种
(8 mm
编带换算
)
的元件。即使在机器运转中,生产其他机种时可以将贴装的编
带元件事先设置在空槽,是提高机种切换性的生产方式。
数据编制系统
NPM-DGS
,是具有考虑这种工件生产方式,将贴装数据分配至各基台的功能。
机器运转中的准备
■ 运转中交换料架
在机器运转中能够拔出或插入不使用的料架。
因此,能够在运转中准备下一机种的料架。
■ 交换台车
设置料架的空间与整体交换台车为一体化,能够简单进行安装和拆卸。
所以,能够事先准备下一个机种的料架设置
(
离线准备
)
。
而且,与交换台车为一体化,能够拆卸料架部,简单进行维护作业。