PANASONIC贴片机NPM-D说明书.pdf - 第57页
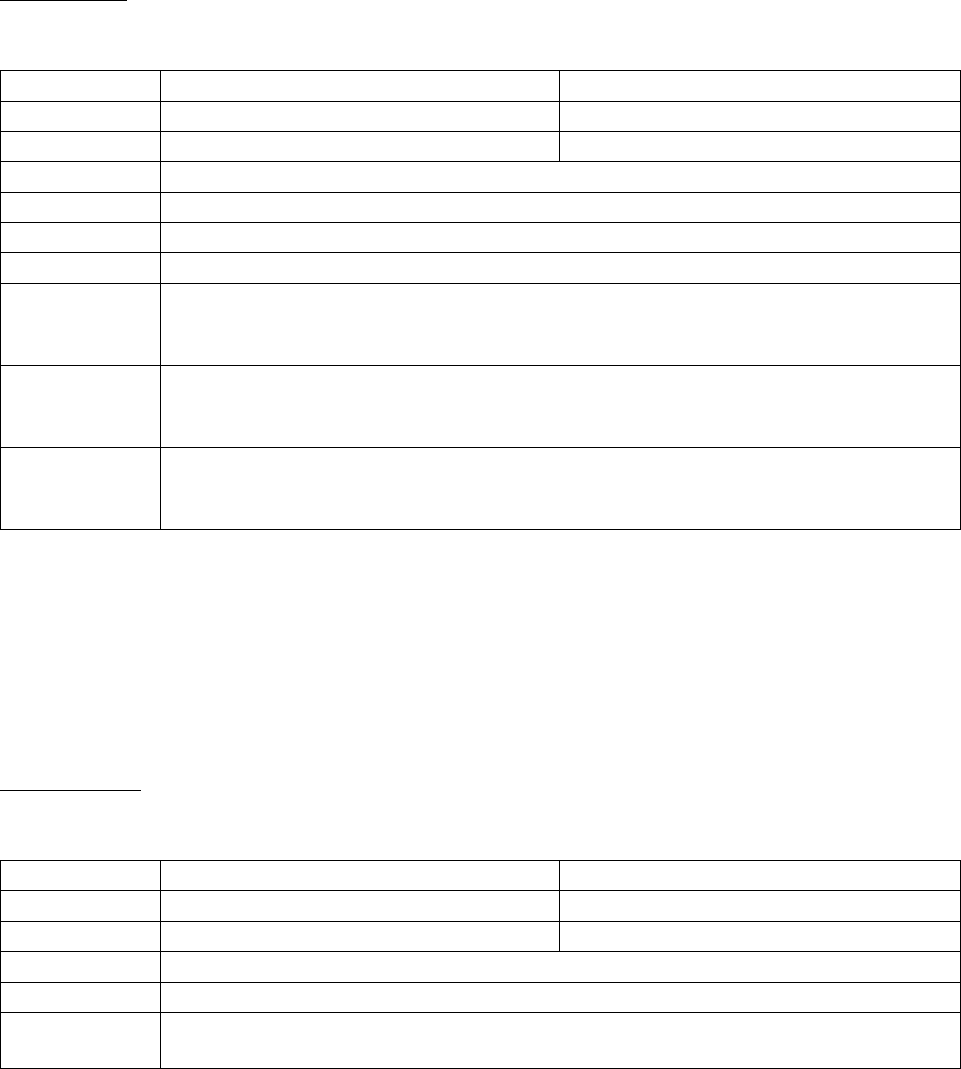
NPM-D 2010.1201 - 51 - ■ 3D 传感器 ・ 采用激光 反射扫描方式,能够高速检测 QFP, SOP 等所有引脚的平坦度和 XY 方向的位置。 ・ 可以检测 出 BGA, C SP 等所有焊锡球的有无和脱落 。 识别方法 识别速度 对象元件例子 最小引脚 / 最小焊锡球间距 最小引脚宽度 / 最小焊锡球直径 最小焊锡球高度 QFP, SOP 0.5 mm 0.2 mm ― 3D 中速 BGA, CSP 1.0 mm…
NPM-D 2010.1201
- 50 -
CSP
识别条件
能够贴装
CSP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
CSP
。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
5 mm × 5 mm
~
32 mm × 32 mm 5 mm × 5 mm
~
45 mm × 45 mm
厚度
1.0 mm
~
12 mm 1.0 mm
~
28 mm
焊锡球间距
0.5 mm
~
1.0 mm
焊锡球直径
φ
0.25 mm
~
φ
0.7 mm
焊锡球形状
球状
焊锡球材质
高温锡膏,共晶锡膏
最多焊锡球数量
2 500
个
正格子排列时的最外周行数
×
列数,
50
个
×
50
个
交错孔排列时的最外周行数
×
列数,
25
个
× 25
个
最少焊锡球数量
9
个
正格子排列时的最外周行数
×
列数,
3
个
× 3
个
交错孔排列时的最外周行数
×
列数,
3
个
× 3
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球,交错孔图形与有关
CSP
的
JEDEC
,
EIAJ
规定的内容相同。
)
・ 为了同时识别
CSP
的外形和焊锡球,其本体材质以玻璃环氧为对象。
因为焊锡球贴装面的状态
(
有无图形,通孔,光泽
etc.)
,有时会出现难于识别的情况。
・ 主体材质是陶瓷,主体颜色为金色时,仅根据外形识别进行贴装。
・ 焊锡球表面状态
焊锡球表面上不可出现因氧化而引起的模糊现象。
(
根据氧化程度是否能够识别,需要通过实验进行确认。
・ 供给形态
:
编带、托盘
连接器识别条件
能够贴装连接器的一般条件如下所述。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装连接器。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
32 mm × 32 mm
以内
L 100 mm × W 90 mm
以内
※
引脚间距
0.65 mm
以上
0.5 mm
以上
引脚宽度
0.2 mm
以上
引脚形状
从主体部突出的引脚必须在
1 mm
以上。
其他形状
在垂直方向,接触销周围不允许存在通孔。
接触销不允许在下面伸出。
・ 供给形态
:
编带、杆、托盘
※用
2
吸嘴贴装头贴装大型连接器时,由于其他吸着位置和识别范围的关系,对尺寸可能会有限制。
详细请与本公司联络。
NPM-D 2010.1201
- 51 -
■
3D
传感器
・ 采用激光反射扫描方式,能够高速检测
QFP, SOP
等所有引脚的平坦度和
XY
方向的位置。
・ 可以检测出
BGA, CSP
等所有焊锡球的有无和脱落。
识别方法
识别速度
对象元件例子
最小引脚
/
最小焊锡球间距
最小引脚宽度
/
最小焊锡球直径
最小焊锡球高度
QFP, SOP 0.5 mm 0.2 mm
―
3D
中速
BGA, CSP 1.0 mm 0.5 mm 0.5 mm
QFP, SOP 0.4 mm 0.12 mm
―
整体识别
3D
低速
BGA, CSP 0.5 mm 0.3 mm 0.25 mm
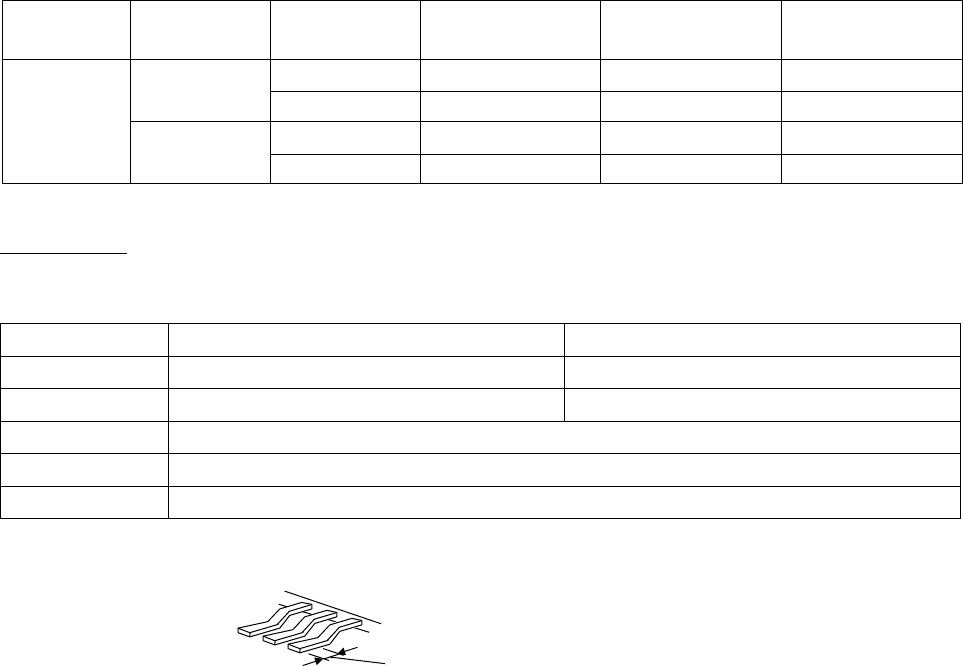
QFP
识别条件
能够贴装
QFP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
QFP
。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
5 mm × 5 mm
~
32 mm × 32 mm 5 mm × 5 mm
~
45 mm × 45 mm
厚度
1.0 mm
~
12 mm 1.0 mm
~
28 mm
引脚间距
0.4 mm, 0.5 mm, 0.65 mm, 1.0 mm, 1.27 mm, 1.5 mm
引脚宽度
0.2 mm
以上
引脚形状
从铸型突出的引脚必须在
1 mm
以上。
・ 引脚平坦度的计测范围是
±0.5 mm
以内。
・
3D
传感器识别,引脚下面的平面部需要在
0.2 mm
以上。
・ 识别速度,随引脚数量,在贴装时会发生识别处理的等待时间。
详细请与本公司联络。
・ 供给形态
:
编带、托盘
下面平面部在
0.2 mm
以上
NPM-D 2010.1201
- 52 -
BGA, CSP
识别条件
能够贴装
BGA,CSP
的条件如下所示。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装
BGA,CSP
。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
5 mm × 5 mm
~
32 mm × 32 mm 5 mm × 5 mm
~
45 mm × 45 mm
厚度
1.0 mm
~
12 mm 1.0 mm
~
28 mm
最小焊锡球间距
0.5 mm
最小焊锡球直径
φ
0.3 mm
焊锡球形状
球状
焊锡球材质
高温锡膏,共晶锡膏
焊锡球数量
2
个
× 2
个
~
64
个
× 64
个
焊锡球排列
焊锡球的间距和尺寸必须保持一致。
(
关于缺焊锡球,交错孔图形与有关
BGA
的
JEDEC
,
EIAJ
规定的内容必须相同。
)
・ 有时因焊锡球的表面状态而无法进行识别。
・
供给形态是下侧的焊锡球成为端子为对象。
・ 识别速度,随焊锡球数量,在贴装时会发生识别处理的等待时间。
详细请与本公司联络。
・ 供给形态
:
编带、杆、托盘
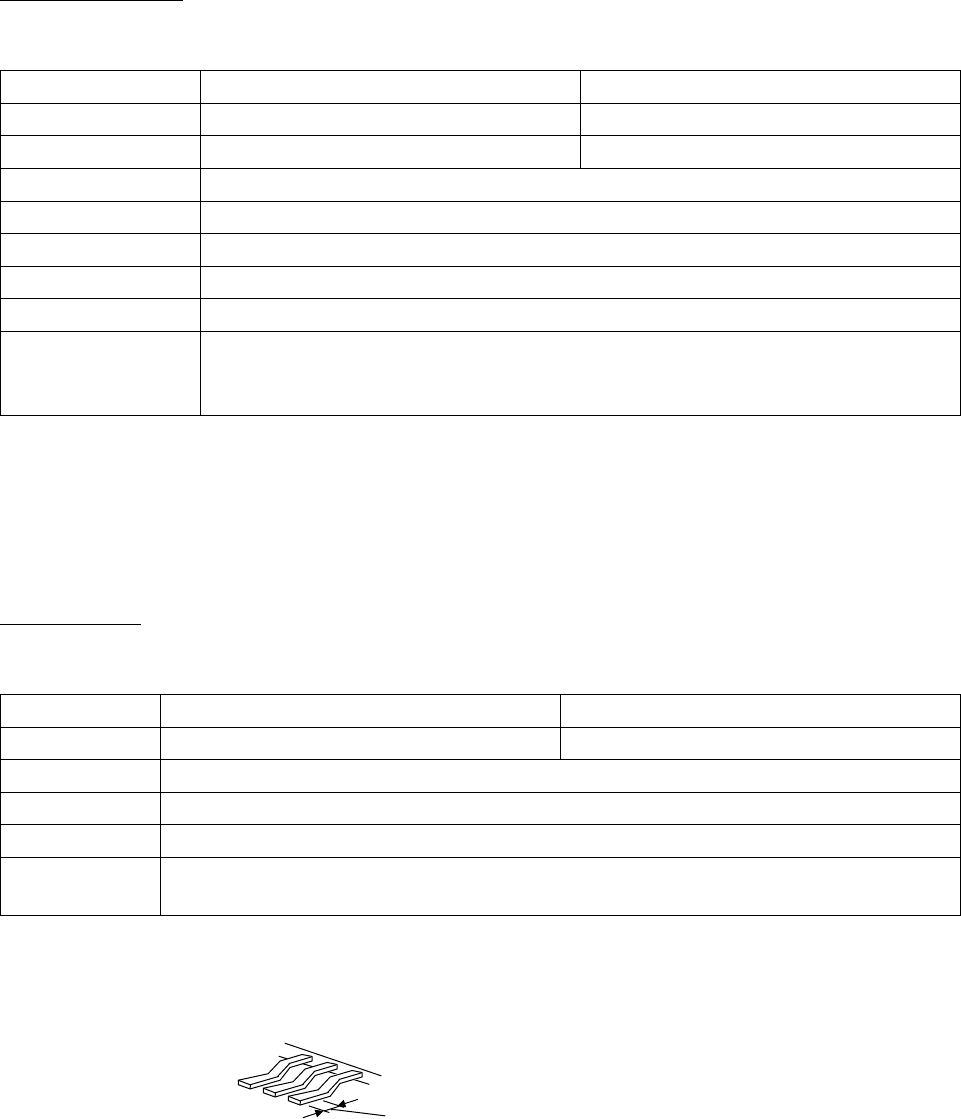
连接器识别条件
能够贴装连接器的一般条件如下所述。
(
但是,基本上,首先在获得样品后,再经过研讨和实验,才能判断是否能够贴装连接器。
)
8
吸嘴贴装头
2
吸嘴贴装头
外形尺寸
32 mm × 32 mm
以内
L 100 mm × W 90 mm
以内
※
引脚间距
0.5 mm
以上
引脚宽度
0.2 mm
以上
引脚形状
从主体部突出出的引脚必须在
1 mm
以上。
其他形状
在垂直方向,接触销周围不允许存在通孔。
接触销不允许在下面伸出。
※贴装大型连接器时,由于其他吸着位置和识别范围,对尺寸可能会有限制。
详细请与本公司联络。
・ 引脚平坦度的计测范围是
±0.5 mm
以内。
・
3D
传感器识别,引脚下面的平面部需要在
0.2 mm
以上。
・ 有时因引脚下面的表面状态而无法进行识别。
・ 供给形态
:
编带、杆、托盘
下面平面部在
0.2 mm
以上