PANASONIC贴片机NPM-D说明书.pdf - 第71页
NPM-D 2010.1201 - 65 - 5.5 APC 系统 有关元件尺寸的微小化和超高密度实装,由于基板尺寸和锡膏印刷位置的偏差,造成锡膏印刷位置和贴装机的元件贴装位置的 偏差,成为实装不良和精度低下的因素。 把印刷后的锡膏状态以每个坐标为单位计测所得的锡膏位置,根据贴装头的元件贴装位置的偏差量得出贴装位置的补正量,前 馈到各贴装坐标,从而改善实装品质,这就是 APC 系统。 ■ 系统构成例子 ※ 以上系统构成是一个例子。有关详…
NPM-D 2010.1201
- 64 -
■ 元件校对类型-基本规格
No. 项 目 内 容
1 能够读取的代码 1D 代码(条形码):
UPC/EAN/JAN, UCC/EAN 128, Code 39, Code 128, 等
2D 代码(2 维代码):
Maxicode, Data Matrix(ECC 200), QR 代码, 等
2 代码限制 零件名称、批量名称、生产厂家名称等使用的代码有限制。
ASCII 英数字、记号 30 文字以内。 但是,记号只有 - + = , . _ @ 。
3 显示语言 日文/英文/中文
■ 元件校对类型-支援功能
PC
・ 硬件规格
(
必须
)
No. 项 目 规 格
1
主机
IBM PC/AT 互换机
2
CPU Intel
®
Pentium4 2.4 GHz 以上
3
主基板 IBM 完全互换机
4
图解板 XGA 以上
桌面领域: 1 024 × 768 dot 以上
5
存储器 1 GB 以上
6
HDD 80 GB 以上
7
光学驱动器 CD-ROM
8 键盘 日文版: 106 日文用键盘
或者,英文版: 101 英文用键盘
9 鼠标 鼠标
10 监控器 XGA 对应
11 LAN 端口 1 000/100BASE-TX × 2 个
・ 软件规格
(
必须
)
No. 项 目 规 格
1 操作系统 Microsoft® Windows® XP Professional (日/英/中)/
或者,Microsoft® Windows® Vista Business (日/英/中)
※需要 IE(Internet Explorer) 6 / 7。
NPM-D 2010.1201
- 65 -
5.5 APC
系统
有关元件尺寸的微小化和超高密度实装,由于基板尺寸和锡膏印刷位置的偏差,造成锡膏印刷位置和贴装机的元件贴装位置的
偏差,成为实装不良和精度低下的因素。
把印刷后的锡膏状态以每个坐标为单位计测所得的锡膏位置,根据贴装头的元件贴装位置的偏差量得出贴装位置的补正量,前
馈到各贴装坐标,从而改善实装品质,这就是
APC
系统。
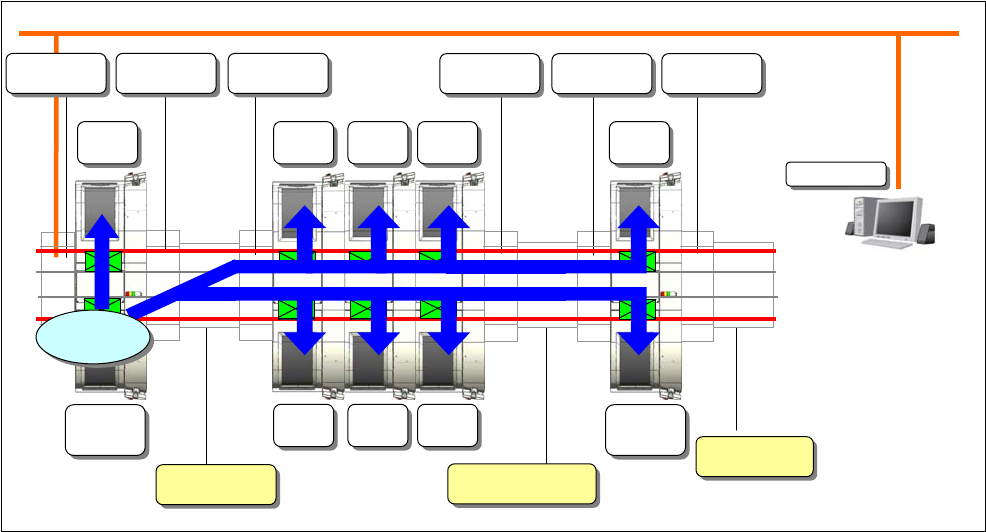
■ 系统构成例子
※
以上系统构成是一个例子。有关详细情况请参照「
4.5
有检查头时的生产线构成」。
※
APC
系统的许可号,每台设备都需要。在生产线第一台有搭载作成
APC
补正数据的检查头设备,和接收
APC
补正数据的设备为对象。
※
APC
系统的对应设备只有
NPM-D
。
NPM-D
以外的设备混在生产线的情况时,请另行联络。
※
对印刷机的反馈功能不可对应。
NPM-DGS
N-CONR2
(NM-EJK2B)
N-CONL2
(NM-EJK1B)
N-CONR2
(NM-EJK2B)
N-CONR2
(NM-EJK2B)
N-CONL2
(NM-EJK1B)
NL-CON2
(NM-EJK8A)
排出传送带
(
Customer
)
排出传送带
(
Customer
)
再投入传送带
(
Customer
)
APC
补正数据
贴装头 贴装头 贴装头 贴装头 贴装头
贴装头 贴装头 贴装头
检查头
锡膏检查
检查头
元件检查
NPM-D 2010.1201
- 66 -
■ 功能一览
No. 项 目 内 容
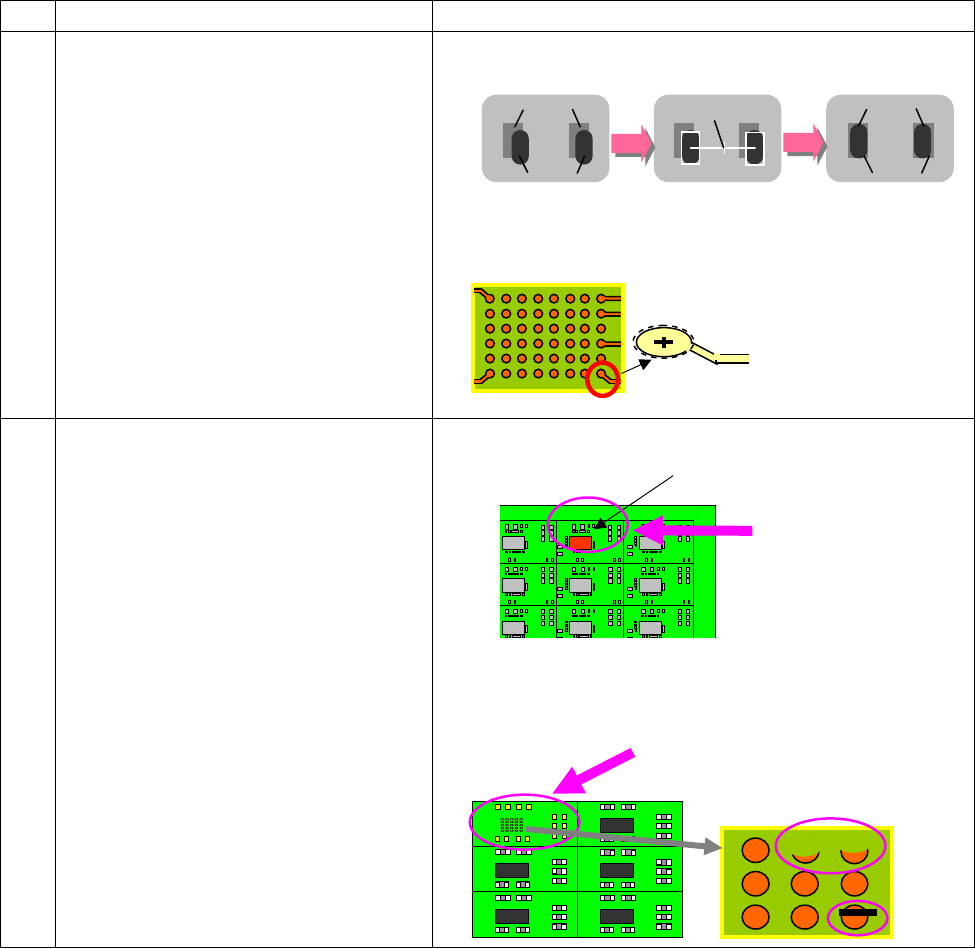
1 贴装位置补正
使用检查头计测锡膏的重心位置,将补正量前馈到贴装头。由于在
确切位置进行贴装,有效利用自我调整效果,实现高品质实装。
另外,通过直接识别贴装元件的焊盘位置,还可以对应基板变形等
情况,可以高精度贴装元件。通过助焊剂和锡膏转印对倒装芯片有
效。
2 图形信息通信功能
检查锡膏时发现有不良情况时,跳过贴装不良图形,可以降低元件
的损失成本。
另外,检查焊盘时发现有不良时,跳过贴装不良图形,同样可以降
低元件的损失成本。
从设定的形状和尺寸得
出中心的专门处理,可
以正确计测焊盘位置。
印刷偏位
焊盘
锡膏
焊盘
锡膏
印刷不良
不良图形
发生印刷不良的图形内
的所有元件,都跳过,不
进行贴装
焊盘缺口
异物
不良图形
发生焊盘不良的图形内的所有元件,都跳
过,不进行贴装