PANASONIC贴片机NPM-D说明书.pdf - 第73页
NPM-D 2010.1201 - 67 - ■ 基本规格 No. 项 目 内 容 1 通信手段 以太网通信 2 对应工作头 16 吸嘴贴装头、12 吸嘴贴装头、8 吸嘴贴装头、2 吸嘴贴装头、检查头 锡膏 计测锡膏位置, X 方向 ( 补正量 dx) 、 Y 方向 ( 补正量 dy) 、 角度方向 ( 补正 量 d θ ) 的补正量被前馈。 焊盘 计测焊盘位置, X 方向 ( 补正量 dx) 、 Y 方向 ( 补正量 dy) 、 角度…
NPM-D 2010.1201
- 66 -
■ 功能一览
No. 项 目 内 容
1 贴装位置补正
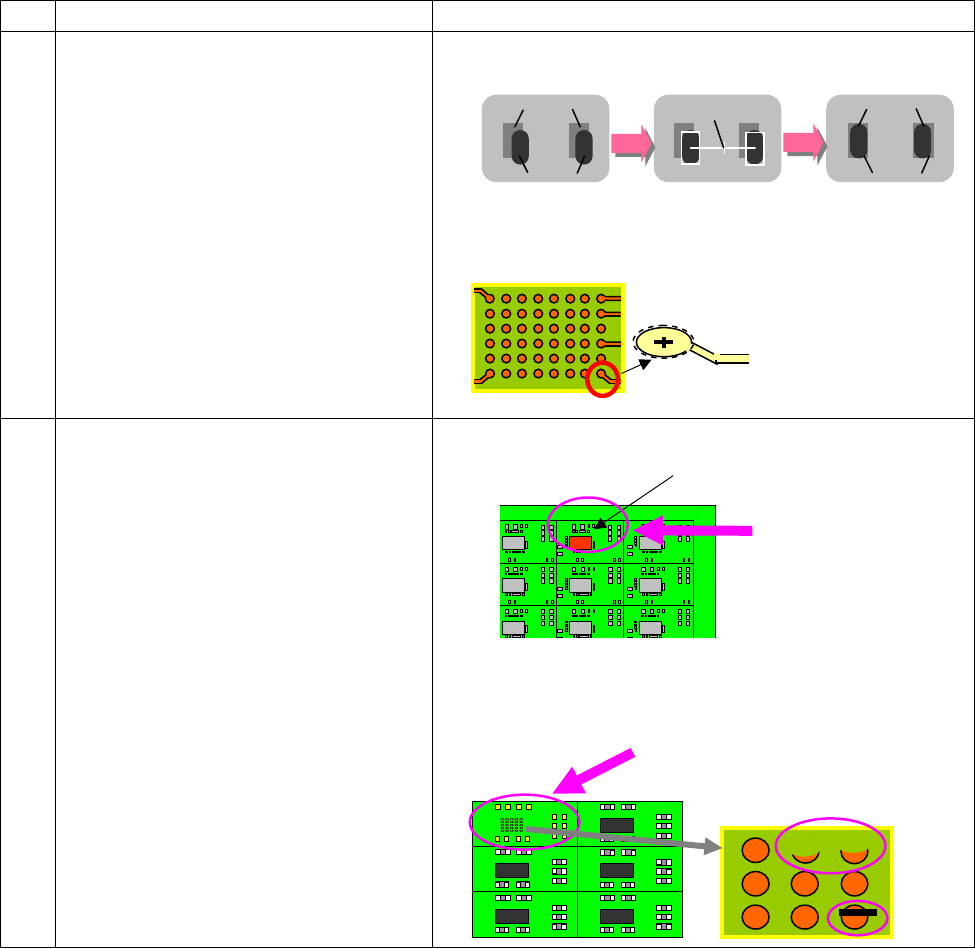
使用检查头计测锡膏的重心位置,将补正量前馈到贴装头。由于在
确切位置进行贴装,有效利用自我调整效果,实现高品质实装。
另外,通过直接识别贴装元件的焊盘位置,还可以对应基板变形等
情况,可以高精度贴装元件。通过助焊剂和锡膏转印对倒装芯片有
效。
2 图形信息通信功能
检查锡膏时发现有不良情况时,跳过贴装不良图形,可以降低元件
的损失成本。
另外,检查焊盘时发现有不良时,跳过贴装不良图形,同样可以降
低元件的损失成本。
从设定的形状和尺寸得
出中心的专门处理,可
以正确计测焊盘位置。
印刷偏位
焊盘
锡膏
焊盘
锡膏
印刷不良
不良图形
发生印刷不良的图形内
的所有元件,都跳过,不
进行贴装
焊盘缺口
异物
不良图形
发生焊盘不良的图形内的所有元件,都跳
过,不进行贴装
NPM-D 2010.1201
- 67 -
■ 基本规格
No. 项 目 内 容
1 通信手段 以太网通信
2 对应工作头 16 吸嘴贴装头、12 吸嘴贴装头、8 吸嘴贴装头、2 吸嘴贴装头、检查头
锡膏 计测锡膏位置,X 方向(补正量 dx)、Y 方向(补正量 dy)、角度方向(补正
量 d
θ)的补正量被前馈。
焊盘 计测焊盘位置,X 方向(补正量 dx)、Y 方向(补正量 dy)、角度方向(补正
量 d
θ)的补正量被前馈。
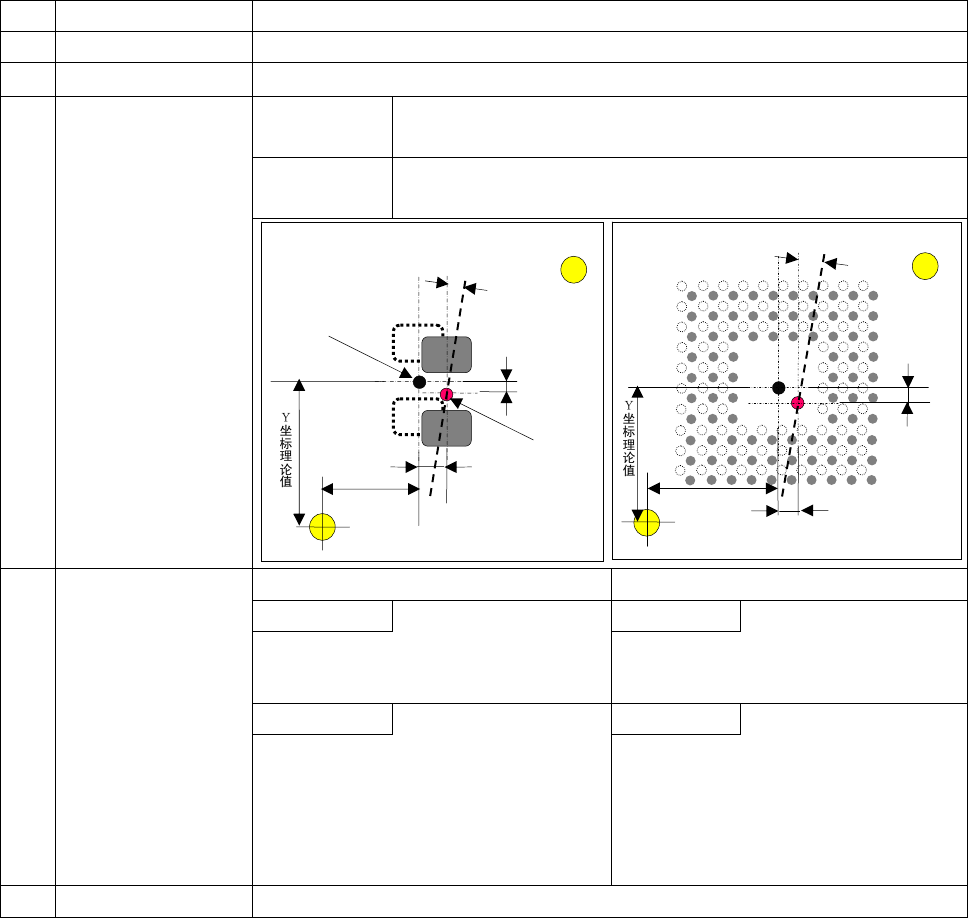
3 补正方向
2D 检查头(A) 分辨率 18 μm 2D 检查头(B) 分辨率 9 μm
锡膏 锡膏
芯片元件: 0.1 mm × 0.15 mm以上
(0603以上)
封装元件: φ0.15 mm 以上
芯片元件: 0.08 mm × 0.12 mm以上
(0402以上)
封装元件: φ0.12 mm 以上
元件 元件
4 补正对象
方形芯片 (0603 以上)、SOP、QFP(0.4 mm间
距以上)、BGA、CSP、铝电解电容器、可调电阻、
微调、线圈、连接器、网络电阻、三极管、二极
管、电感器、钽电容器、圆柱形芯片等。
方形芯片 (0402 以上)、SOP、QFP(0.3 mm 间
距以上)、BGA、CSP、铝电解电容器、可调电
阻、微调电容器、线圈、连接器、网络电阻、三
极管、二极管、电感器、钽电容器、圆柱形芯片
等。
5 补正元件点数
Max. 10 000 点/设备 (锡膏计测点数: Max. 30 000 点/设备)
芯片元件
补正量dθ
X坐标理论值
补正量dx
补正量dy
补正坐标
理论坐标
补正量dθ
补正量dy
补正量dx
X坐标理论值
芯片包元件
NPM-D 2010.1201
- 68 -
6.
其他标准规格
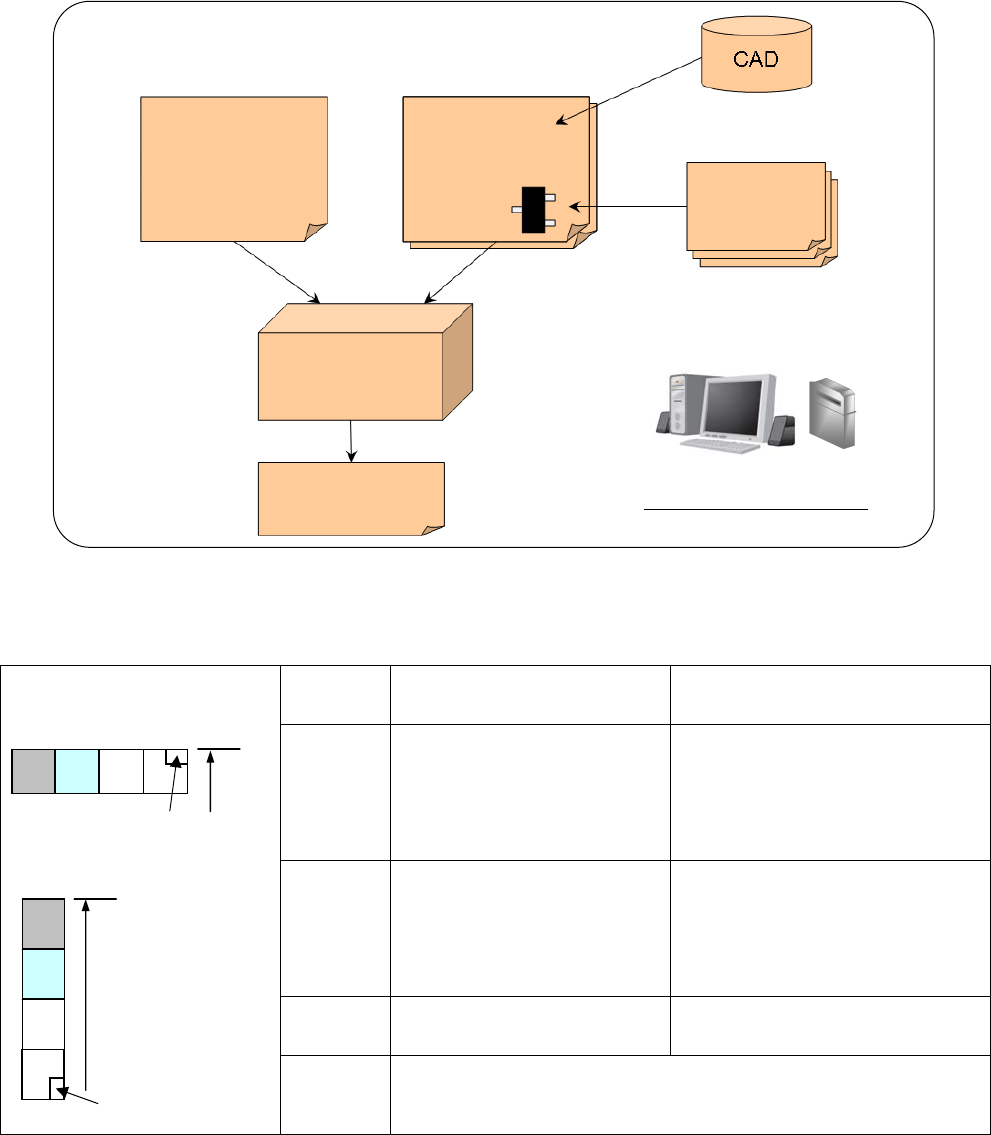
6.1
程序功能
数据编制都是在数据编制系统
NPM-DGS
进行。在
NPM-DGS
作成的生产数据,通过
LNB
下载于设备。
但是,部分数据修正也可在机器主体上进行。
在设备主体修正的数据以及校正内容被保存,可以再利用。
※
NPM-DGS
用的硬件,请客户准备。
(NPM-DGS
是其他产品。
)
有关
NPM-DGS
的详细情况,请参照别册的「
NPM-DGS
规格说明书」。
6.2
信号塔
信号灯的颜色和亮灯标准
信号灯
颜色
分 类
亮灯标准
红色
紧急停止错误
・ 电机等的轴异常
・ 空气压力下降
・ 基板支撑部异常
・ 贴装头故障
・ 编带故障
等
黄色
中途停止错误
・ 吸着错误
・ 贴装错误
・ 基板传送错误
・ 无工件
・ 吸嘴更换错误
等
绿色
运转中
自动运转等动力为
ON
时
(
但是,红色和黄色闪烁时熄灯
)
蓝色或者
红色
连接的设备中,成为瓶颈的设备
(
循环时间最长的设备
)
蓝色灯亮。
另外,按紧急停止开关,红色灯亮。
※亮灯规格,可以变更设定。
数据编制系统 NPM-DGS
设备设定 PCB 数据
元件数据
最佳化
生产数据
标准
:
横置
距离地面
1 514 mm
红
黄
绿
(
蓝色或者红色
)
红
黄
绿
距离地面
1 629 mm
也可以纵置。
高度从地面起是
1 629 mm
。
(
蓝色或者红色
)