XP243E操作手冊-1.0S - 第31页
TUT-XP243-1.0S 4. 生产的开始 XP-243E 操作手册 21 4. 生产的开始 4.1 生产前的检查 4.1.1 供料器信息 在此画面上,可进行生产程序中 所使用的元件种类和料站位置以及料 尽等错误的确认。 按以下的步骤进行吸嘴检查。 1. 在 [ 主画面 ] 上选择 [ 生产 ],[ 供料器信息 ] 键后显示出 [ 供料器信息 ] 的画面。 2. 在 [ 供料器信息 ] 的画面上,显示出 MFU 上 20 料站中各个…

3. 生产的准备 TUT-XP243-1.0S
20 XP-243E 操作手册
MEMO:
TUT-XP243-1.0S 4. 生产的开始
XP-243E 操作手册 21
4. 生产的开始
4.1 生产前的检查
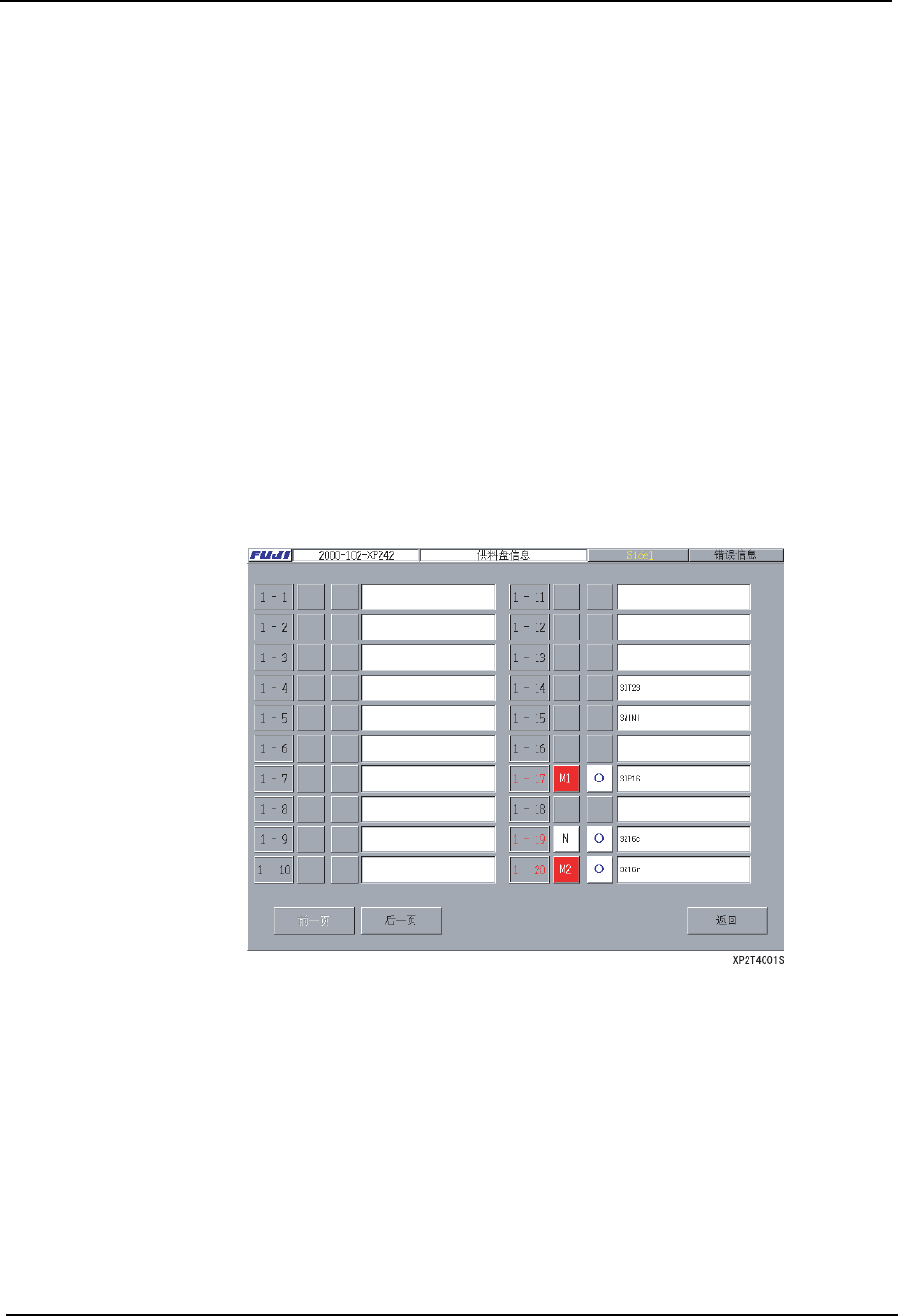
4.1.1 供料器信息
在此画面上,可进行生产程序中所使用的元件种类和料站位置以及料尽等错误的确认。
按以下的步骤进行吸嘴检查。
1. 在 [ 主画面 ] 上选择 [ 生产 ],[ 供料器信息 ] 键后显示出 [ 供料器信息 ] 的画面。
2. 在 [ 供料器信息 ] 的画面上,显示出 MFU 上 20 料站中各个供料器状态的框。各栏目的
左侧数字显示其料站号、供料器的种类、元件的有无、元件数据注解。
备注 )
·「 N 」、「M1」、「M2」表示供料器的种类,每次按下时切换。请在用马达供料器在料槽间距
为 36mm 以下时设定为 「M1」、超过其值时设定为 「M2」、马达供料器以外时设定为
「N」。
·发生料尽时画面显示出 「×」记号。请在补充元件后按下 「×」的显示部分使其变更为
「○」。
4. 生产的开始 TUT-XP243-1.0S
22 XP-243E 操作手册
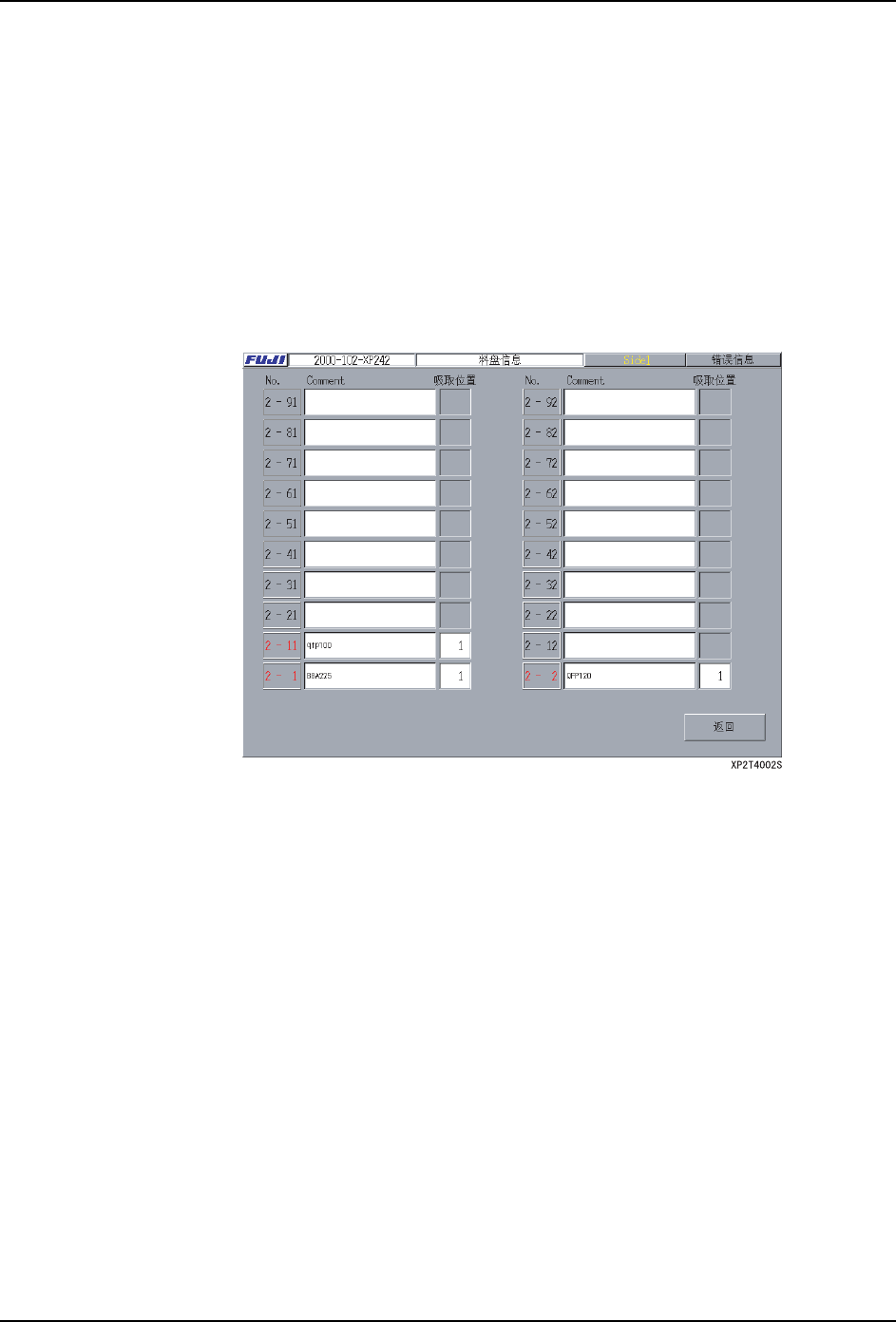
4.1.2 料盘信息
根据料盘信息,可确认生产程序所使用的元件种类和料盘编号,进行吸取元件的位置指
定。
1. 在 「主画面」上选择 [ 生产 ]、[ 料盘信息 ] 后显示出 [ 料盘信息 ] 的画面。
2. 在 [ 料盘信息 ] 画面上,显示出 20 种的料盘状态的文本框。
3. 在画面上,显示出元件数据指令和吸取元件的位置编号。
4. 按下位置编号的项目时,显示出数字键盘。
5. 输入吸取位置的指定编号。