Selective Soldering_A Cost Effective Alternative to Wave Soldering
Nordson SELECT, the new na me for ACE Production Technologies and InterSelect products Selective Soldering: A Cost-Effective A lternative to Wave Soldering By Florian S trohmayer, Applications De velopm ent Manager, Nord…

Nordson SELECT, the new name for ACE Production Technologies and InterSelect products
Selective Soldering: A Cost-Effective Alternative to Wave Soldering
By Florian Strohmayer, Applications Development Manager, Nordson SELECT, Hagenbach, Germany
Wave soldering is an established technology and is commonly used where large unit volumes occur with
low product variety. However, if a wave soldering machine is getting old or if technological changes or
new PCB designs limits its manufacturing capabilities, consideration should be given to whether selective
soldering would be a better choice.
Anyone who deals with soldering through-hole and surface mount mixed-technology printed circuit
assemblies will quickly discover that a selective soldering machine is not only less expensive that wave
soldering, but selective soldering also offers the opportunity to meet customer requirements with
significantly more flexibility. One such company is Thomas Preuhs GmbH. Located in Geislingen,
Germany, Thomas Preuhs GmbH manufactures a variety of electronic assemblies for solar and HVAC
data systems, automotive and white goods products as well as electric drive systems.
Wave Soldering
Wave soldering, also known as flow soldering, is normally performed in a protective gas atmosphere
since the use of nitrogen offers an opportunity to reduce solder defects. While the wave soldering
process can be designed to be more secure, it has distinct technological limitations. Selective soldering
is also a form of flow soldering and offers the only possible soldering method where through-hole
components must be soldered on both sides of a two-sided printed circuit board assembly.
Although wave soldering can be used successfully for large unit volume production, since it is a form of
mass soldering it has several disadvantages including:
Higher consumption of solder
Higher consumption of flux
Higher consumption of electricity
Higher consumption of nitrogen
Additional masking of sensitive points on PCBs
Increased need for post-wave solder rework
Additional cleaning of wave solder aperture pallets or masks
Additional need for cleaning of the soldered assemblies
Because of these disadvantages the overall operating costs for a typical wave soldering machine can be
as high as five times greater when compared to a selective soldering machine.
Manual Soldering
In many respects, manual soldering has almost become an obsolete technique since more precise and
robust processes have been created. While once a good technology, manual soldering has for good
reason outlived its usefulness and has been for the most part been replaced by selective soldering.
While useful for small series production, today manual soldering is no longer used in mass production for
reasons of quality assurance and is no longer even allowed in the automotive industry. Increasing
complexity and ever higher quality standards have contributed to soldering by hand no longer being
accepted as an adequate technique.
While still useful for genuine one-off solutions, or repair of individual solder joints, the manual soldering
technique has several disadvantages including:
Soldering result is only as good as the person who produces it
Reproducibility is not guaranteed
Extreme flux residues can result from manual soldering
Higher localized thermal load due to small soldering tip and small contact area
Nordson SELECT
Headquarters
3010 North First Street
Spokane Valley, WA
99216-5085 USA.
www.nordsonselect.com
Nordson SELECT
Germany Office
Perläckerstraße 11
76767 Hagenbach
Germany
www.nordsonselect.com
In addition to the above factors, the primary disadvantage of manual soldering is the result is often
inconsistent quality and unpredictable throughput. Furthermore, manual soldering is not authorized for
use in the automotive industry or its supply sector as well as other high-reliability applications.
Selective Soldering
Selective soldering is a variant of wave soldering used mainly for soldering printed circuit boards that are
assembled partly or even entirely with through-hole components. With Nordson SELECT selective
soldering machines, nitrogen inerting is standard and the solder pot is designed with titanium material to
resist the corrosive effects of aggressive lead-free solder alloys.
Among the many advantages of selective soldering, the one that stands out supreme is greater process
reliability and more consistent reproducibility of soldering results. This is due to the technical advantages
of selective soldering in which specific soldering points can be individually programmed and monitored to
selectively control flux volumes and soldering time. Definitively higher quality can be achieved at
significantly lower cost with selective soldering and this can be done with considerable acceleration of the
manufacturing process making selective soldering the technology of choice.
When printed circuit board assemblies have surface mount components mounted on both sides, wave
soldering is not always possible for soldering of through-hole components and manual soldering is not a
good compromise. Many through-hole components cannot be replaced by surface mount technology
especially where high mechanical loads are involved as with connectors or switches. Power electronics
also requires through-hole mounting on the printed circuit board to aide heat dissipation.
Often individual variants of printed circuit board assemblies consist of temperature sensitive components
in combination with high thermal mass components on the same printed circuit board assembly. Manual
intervention of either wave soldering or manual soldering often results in low or too high of a soldering
temperature and therefore quality problems are inherent. These can be eliminated by using the selective
soldering process.
Selective soldering in most cases consists of three stages; 1) fluxing or the application of liquid flux, 2)
preheating or the printed circuit board assembly, and 3) soldering with a site-specific solder nozzle. Even
the programming has been perfectly developed so that operators without any prior knowledge can setup
a program within minutes thanks to the Nordson SELECT software.
Due to its inherent process flexibility, selective soldering can be used successfully for soldering a wide
range of printed circuit board assemblies and has several distinct advantages including:
Process optimization can be obtained securely and quickly
Ensures reliable solder joints without overheating components
Process reproducibility is guaranteed
Eliminates use of expensive aperture wave solder pallets or masks
Drop-Jet Fluxing
All Nordson SELECT selective soldering machines have a MicroDrop flux dispenser that ensures fluxing
of liquid flux precisely to the individual droplet processing both individual points and entire lines for
connectors in a single pass. The volume of flux in every single droplet is adjusted to the requirements of
each soldering point. And because of this selective fluxing of the printed circuit board, contamination is
minimized and consumption of flux is drastically reduced. Monitoring of the jet of flux ensures that flux
has been applied with the data being read and processed in an on-board data recorder.
The advantage of drop-jet technology is that it provides complete control of an adjustable droplet size
together with low consumption of the liquid flux being applied. Because no-clean flux residues are
completely consumed when using selective soldering, a drop-jet flux applicator is a distinct advantage of
selective soldering over wave soldering using aperture wave pallets since no-clean flux residues cannot
become entrapped underneath wave pallets.
The distinct advantages of using a drop-jet flux applicator for selective soldering include:
Eliminates entrapped flux residues
Allows for true no-clean processing
Mitigates need for post-soldering rework and repair
Current and new technologies such as the MicroDrop drop-jet flux dispenser, combined with optional flux
jet monitoring automatic wave height monitoring and closed-loop process control, provides the Nordson
SELECT selective soldering machines with unparalleled process capability.
Economic Feasibility
Once an economic analysis of through-hole component soldering is conducted, it can be determined that
by using a selective soldering machine one cannot only save money compared to wave soldering, but
simultaneously react more flexibly to the needs of customers often with an identical cycle time when
considering all secondary operations.
Beginning with operating costs, selective soldering compared to wave soldering will reduce the average
running costs by as much as five times because of the following reasons:
Reduced solder consumption because of less dross
No cleaning of solder pallets or masks
Less use of electricity
Reduced flux consumption because of selective MicroDrop fluxing
No additional taping or masking to protect critical areas
Less rework compared with wave soldering
No cleaning of soldered PCBs
Utilizing selective soldering with Nordson SELECT technology saves the typical user valuable resources,
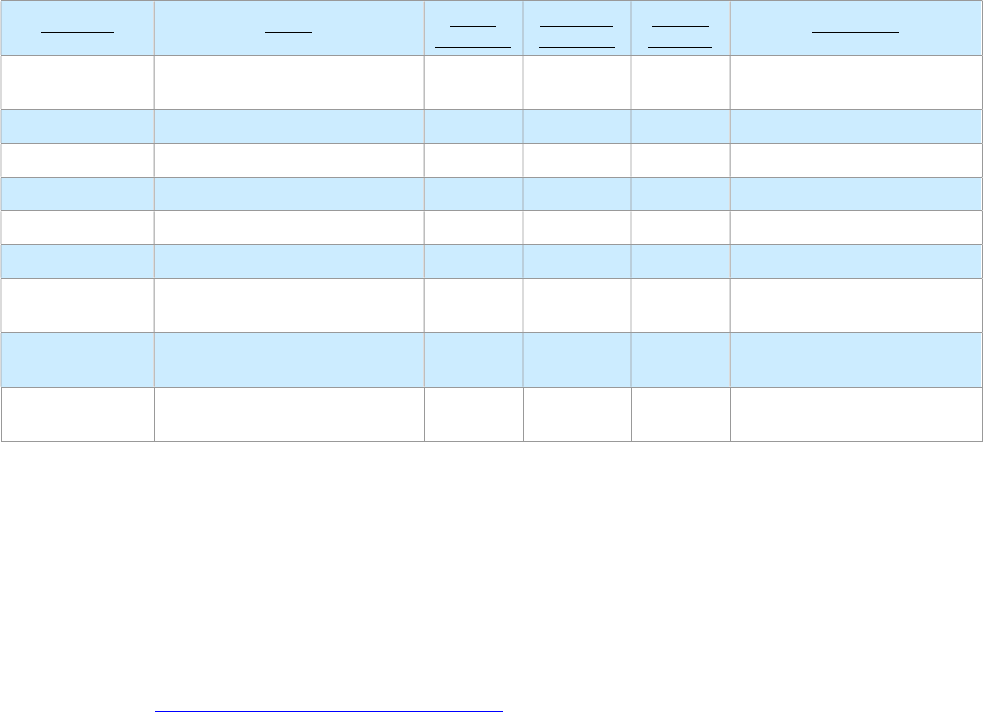
reduces their operating costs and ensures process repeatability and production reproducibility (Table 1).
Category Notes
Wave
Soldering
Selective
Soldering
Annual
Savings
Comments
Solder Cost
Solder alloy make-up cost due
to dross
€29,400
€840 €28,560
Wave = 31.8 kg/month
Selective = 1.0 kg/month
Cost for safe dross disposal €8,500 €150 €8,350 Estimated, actual costs vary
Solder Pallets Cost to maintain pallets €1,600 €0 €1,600 Estimated, actual costs vary
Floor Space Approx. €100/sq. meter/year €1,200 €160 €1,040 Estimated, actual costs vary
Electrical Power Approx. €0.09/kWh €6,240 €2,080 €4,160 Estimated, actual costs vary
Flux Usage Approx. €12/liter €4,320 €540 €3,780 Estimated, actual costs vary
Nitrogen Approx. €6.35/ cubic meter €18,720
€1,445 €17,275
Wave = 14.5 cu. m
3
/hour;
selective = 1.1 m
3
/hour
Annual operating costs without
nitrogen on wave =
€51,260
€5,215 €46,045
Wave solder usage without
nitrogen
Annual operating costs with
nitrogen on wave =
€69,980
€5,215 €64,765
Wave solder usage with
nitrogen
Table 1: Comparison of estimated annual wave soldering and selective soldering operating costs
Notes: 1) Operating costs based on SAC305 alloy and 460mm wide PCB capability
2) Cost of consumables including solder, flux, electricity and nitrogen will vary per region
3) Operating costs based on 40-hour work week, multiply accordingly for 2 or 3 shifts
Based on numerous case histories including the positive experience of Thomas Preuhs GmbH, selective
soldering has been determined to be a cost-effective alternative to wave soldering providing increased
flexibility, faster time to market and increased ability to meet changes in customer demands.
Contact: Nordson SELECT, Inc., Perläckerstraße 11, 76767 Hagenbach, Germany
Phone: +49 (0) 7273 949466 0
E-mail: florian.strohmayer@nordsonselect.com
Web: www.nordsonselect.com
This article originally appeared in the July 2017 issue of a:lot e-magazine