XPF-L 服务工程师训练手册中文版.pdf - 第28页
5. 拆开控制板上的 CU Net 连接器 . 6. 连接跳线连接器到控制板上的 RS-232C 连接口 . 7. 开启机器电源校准马达 . 在校准时,控制板上的绿色 LED 闪烁,而在校准完成时绿色 L ED 点亮 . 8. 等待机器重启 , 然后关掉机器电源 . 9. 连接控制板上的 CU net 连接器, 然后拆开跳线连接器 . 10. 重新装回主升降台马达皮带 , 然后调整皮带张力在 178 ± 10 Hz. 11. 以 1.0…

第 3 章– 传送轨道调整
3.1 校准传送轨道搬运马达
传送轨道马达(主升降台, 电路板传送 和 轨道宽度变更) 首次连接到传送控制板时必须进行校准.
校准是在马达连接到控制板后,首次开启机器电源时自动进行的. 但是, 如果以后更换了其中的某个马
达, 必须手动进行校准. 手动校准步骤如下.
1. 关掉机器电源.
2. 拆下皮带使主升降台马达不带负载.
3. 松开轨道宽度变更马达连轴器的马达侧的螺丝使马达不带负载.
4. 松开电路板传送马达驱动轴上的螺丝使马达不带负载.
拆下皮带
松开马达侧的
螺丝
松开固定
螺丝
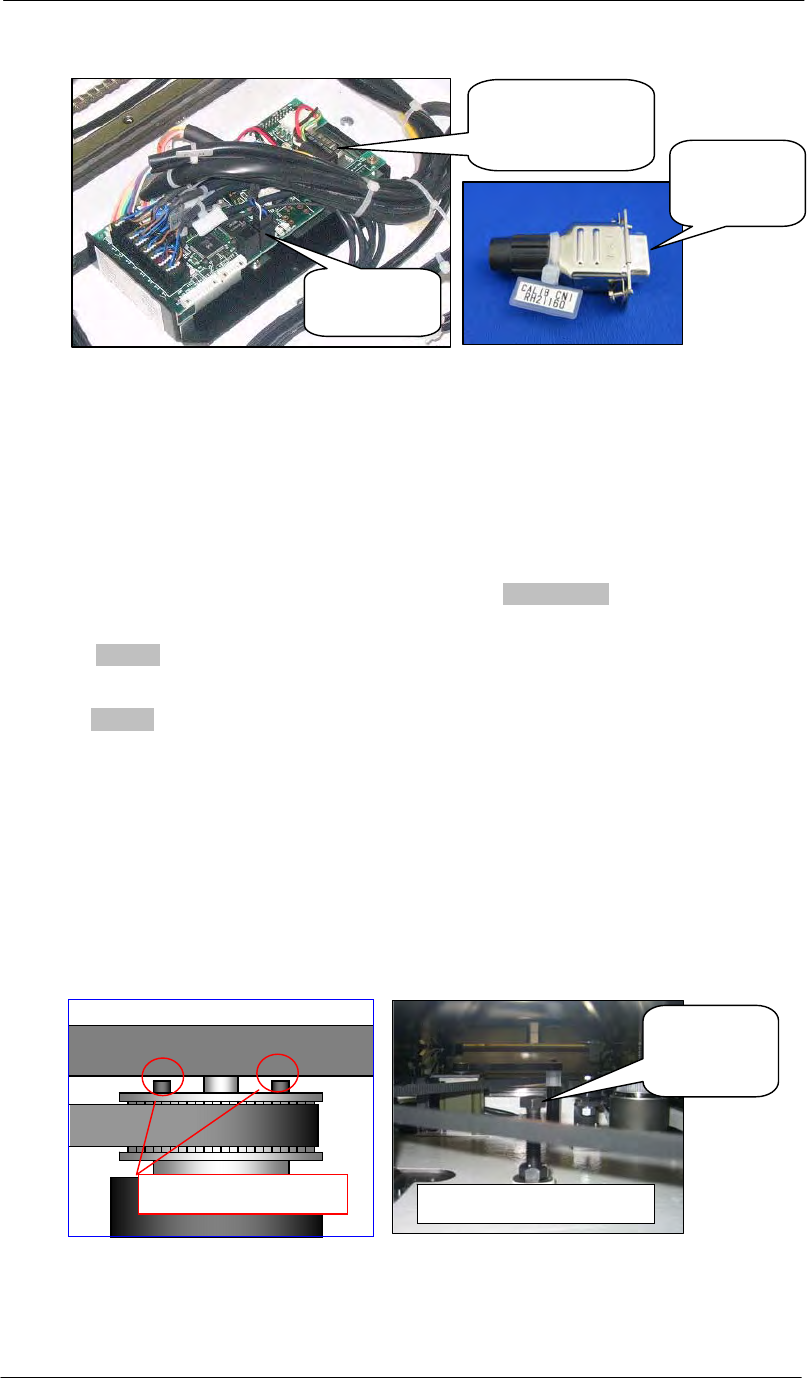
5. 拆开控制板上的CU Net 连接器.
6. 连接跳线连接器到控制板上的RS-232C 连接口.
7. 开启机器电源校准马达. 在校准时,控制板上的绿色LED 闪烁,而在校准完成时绿色
LED点亮.
8. 等待机器重启, 然后关掉机器电源.
9. 连接控制板上的CU net 连接器, 然后拆开跳线连接器.
10. 重新装回主升降台马达皮带, 然后调整皮带张力在
178 ± 10 Hz.
11. 以 1.0 Nm 的扭力锁紧轨道宽度变更马达的连轴器.
12. 以1.5 Nm torque force的扭力锁紧电路板传送马达固定螺丝.
3.2 调节主升降台下降停止位置
调节主升降台负向机械制动器位置以防止升降皮带轮上的螺丝和升降板的下边发生干涉.
1. 关掉机器电源.
2. 完全降下升降板,并且检查升降皮带轮上的螺丝和升降板的下边的间隙大约是0.5 mm.
3. 如果这个间隙不是 0.5 mm, 调节机械制动器螺栓的长度使间隙符合要求.
拆开这个
CU Net
在这里连接
跳线连接器
跳线连接器
RH21160
大约 0.5mm 的间隙
升降板
如有必要,调
节其长度
机械制动器螺栓
3.3 调节电路板夹取高度
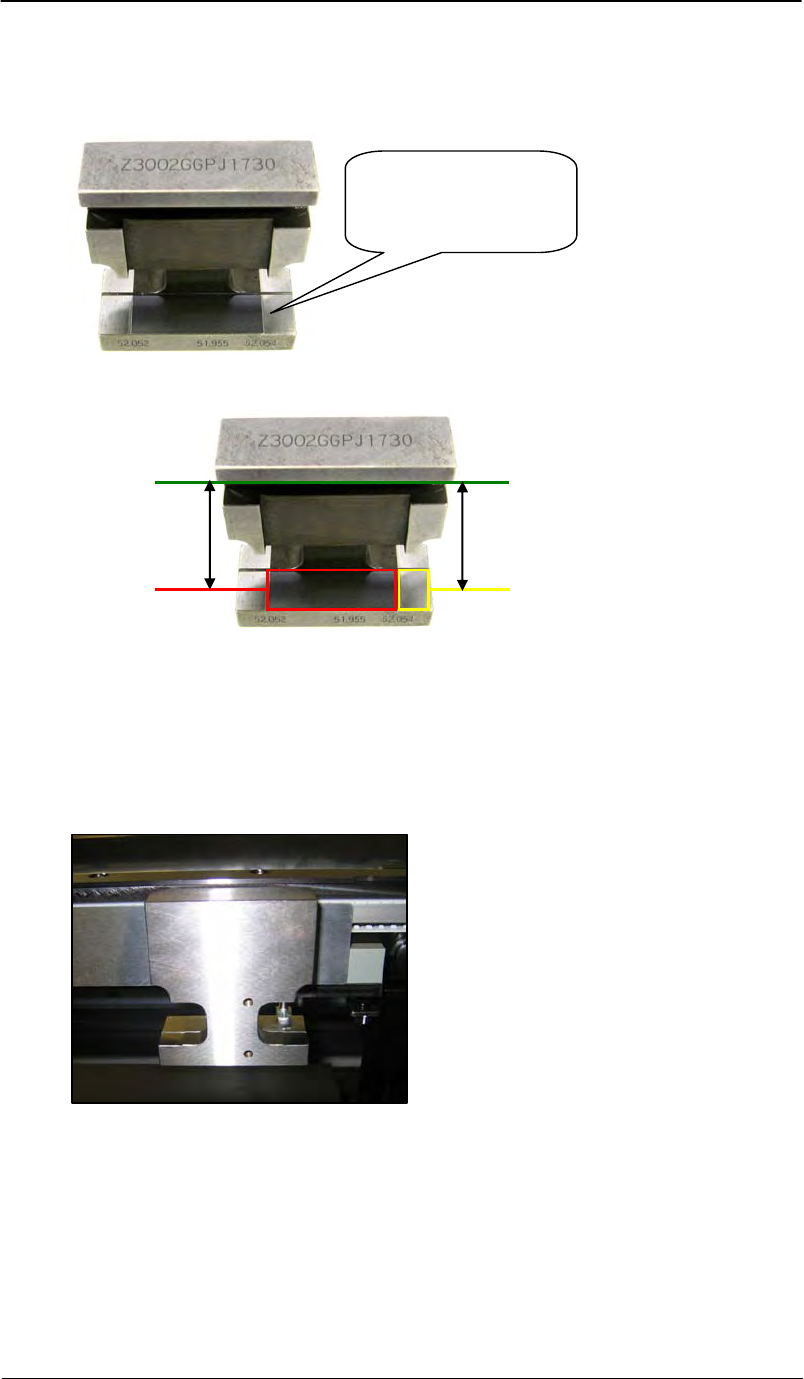
1. 用下面图示的治具调节电路板夹取高度为 52 ± 0.05 mm.
2. 这个治具有两个高度水平,如下图所示.
3. 打开维修模式钥匙开关 (maintenance mode key ON).
4. 选择 [Maintenance] – [Jog] – [Custom Maintenance] – [Conveyor Operation] –
[Main Lifter Down] 降下主升降板.
5. 固定治具使得上图中绿色线指示的边缘挂到夹板的上缘.
6. 调节电路板夹板的螺丝使得螺丝能够通过治具上的 52 + 0.05 mm 高度水平,但不能
通过52 - 0.05 mm 高度水平.
7. 最后锁紧电路板夹板螺丝.
电路板夹取高度
调节治具:
Z3002GGPJ1730
52 + 0.05 mm
52 - 0.05 mm