XPF-L 服务工程师训练手册中文版.pdf - 第56页
轨道宽度调整 mark 1. 轨道宽度调整 Mark 位置参考 以下图片。 2. 从相机下拉菜单找到 Mark 相机,选择 [Fiducial] 。 3. 把 Mark 相机移动到轨道宽度调整 Marks 中心,选择 [Proper Data Editor] – [Machine Mark] – [X_ConvWidth CheckMark] – [Direct Servo Input] – [OK] ,保存当前 X 伺服位置到固有值。…
3.
从相机下拉菜单找到 Mark 相机,选择[Fiducial]。
4. 把Mark相机依次移动到每个热补偿Marks中心,使用[Direct ServoInput]命令保存每个热补偿Marks当前XY伺服位置到固有值。
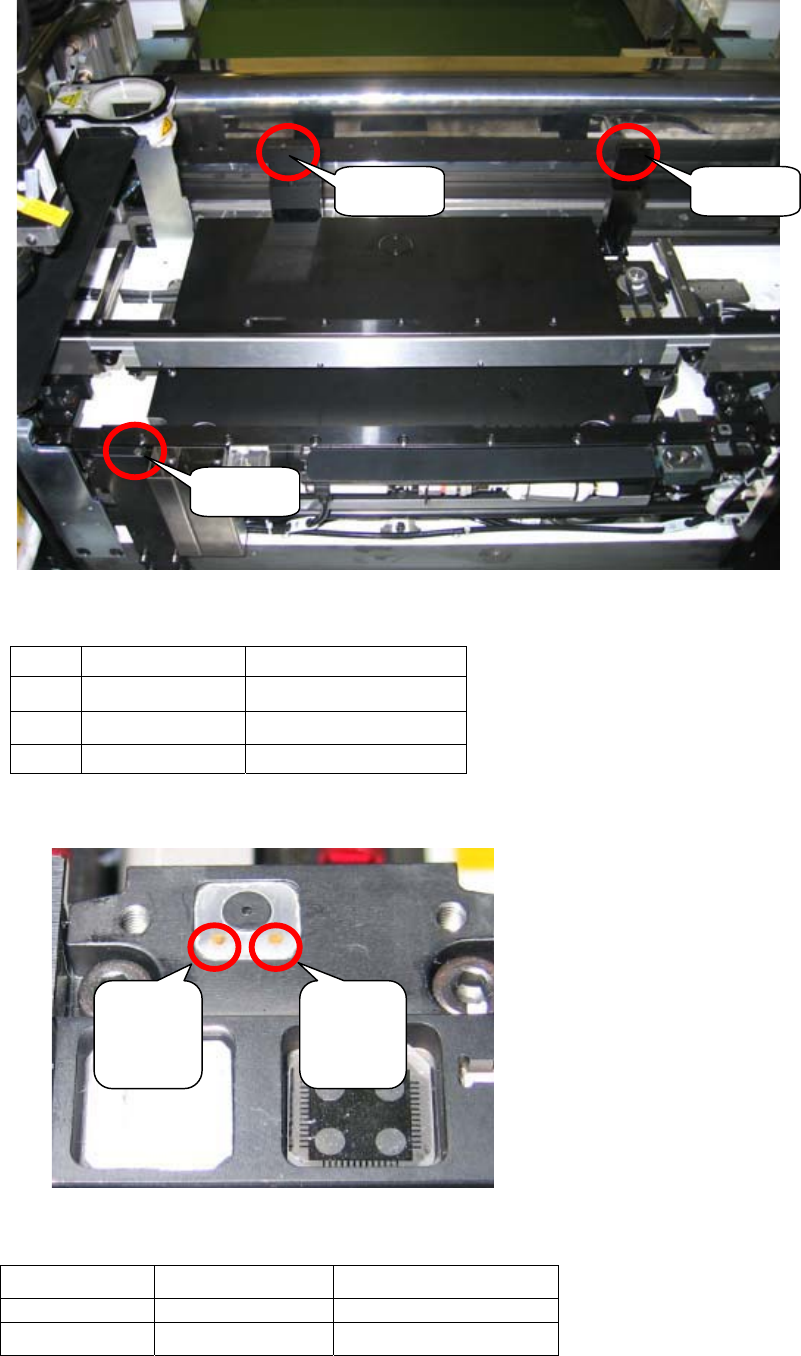
每个热补偿Marks的固有值见如下表格。
Mark X Proper Data Y Proper Data
1 X_MCFidMark1 Y_MCFidMark1
2 X_MCFidMark2 Y_MCFidMark2
3 X_MCFidMark3 Y_MCFidMark3
玻璃治具测试marks
1. 玻璃治具测试Marks位置参考以下图片。
2.
从相机下拉菜单找到Mark相机,选择[Fiducial]。
3. 把Mark相机依次移动到每个玻璃治具测试Marks中心,使用[Direct ServoInput]命令保存每个玻璃治具测试Marks当前XY伺服位
置到固有值。每个玻璃治具测试Marks的固有值见如下表格。
Hybrid Mark X Proper Data Y Proper Data
1 X_HybridMark1 Y_HybridMark1
2 X_HybridMark2 Y_HybridMark2
MARK3
MARK1
MARK2
玻璃治
具测试
MARK1
玻璃治
具测试
MARK2
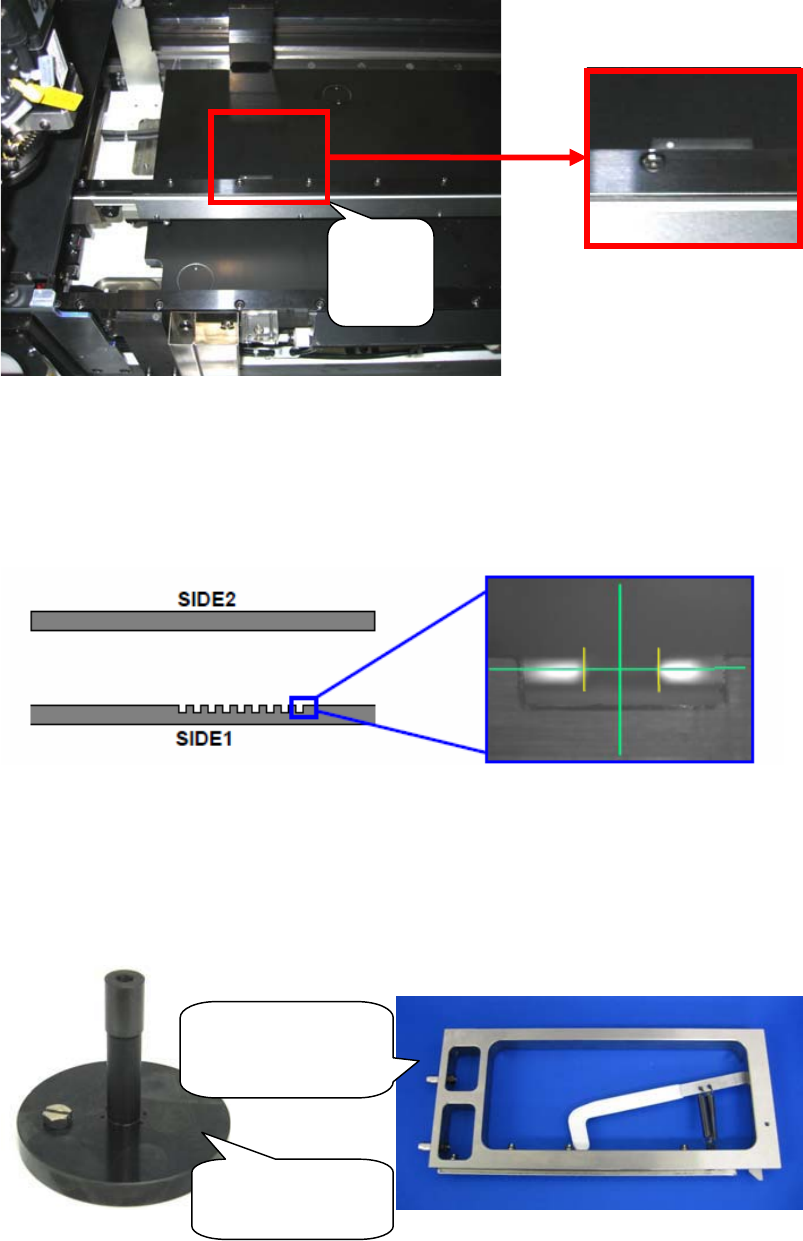
轨道宽度调整mark
1. 轨道宽度调整Mark位置参考以下图片。
2.
从相机下拉菜单找到Mark相机,选择[Fiducial]。
3. 把Mark相机移动到轨道宽度调整Marks中心,选择[Proper
Data Editor] – [Machine Mark] – [X_ConvWidthCheckMark] – [Direct Servo Input] –
[OK],保存当前X伺服位置到固有值。
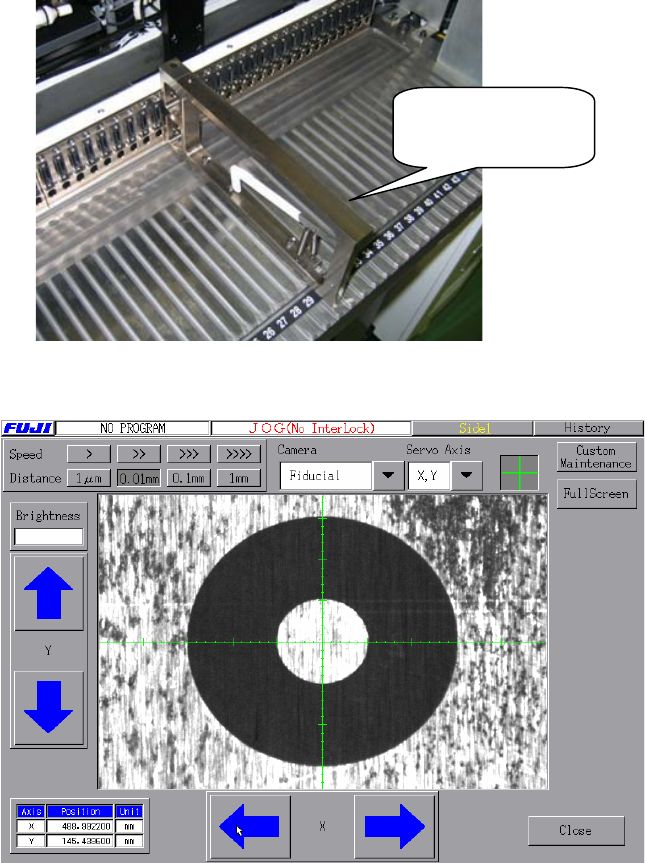
6.4 测定PCB装载检查位置
1. 把维修模式钥匙转到“ON”,然后选择[Maintenance] – [Jog],进入维修保养模式移动界面。
2.
从相机下拉菜单找到Mark相机,选择[Fiducial]。
3. 移动Mark相机到轨道固定边上的最后一个开口位置中间。
Mark相机图片
4. 选择[Custom Maintenance] – [Proper Data Editor] – [Machine Origin] –
[X_BoardExistCheckOrgin] – [Direct Servo Input] – [OK] – [Y_BoardExistCheckOrg]
– [Direct Servo Input] – [OK] ,保存当前XY伺服位置到固有值。
6.5 测定吸取位置和高度
要求治具:
1. 把供料器治具放到供料平台1的30站位置。
轨道宽
度调整
MARK
吸嘴治具:
Z3002GGPJ0111
供料器治具:
Z3002AGGPJ9032
2. 把维修模式钥匙转到“ON”,然后选择[Maintenance] – [Jog],进入维修保养模式移动界面。
3.
从相机下拉菜单找到Mark相机,选择[Fiducial]。
4. 移动Mark相机到供料器Mark中间位置.
5. 选择[Custom Maintenance] – [Proper Data Editor] – [Machine Origin] –
[X_Side1UnitOrigin] – [Direct Servo Input] – [OK] – [Y_Side1UnitOrigin] – [Direct
Servo Input] – [OK] ,保存当前XY伺服位置到固有值。
6. 选择 [Custom Maintenance] – [I/O Check] – [RY01B: VacuumPumpOn] – [ON] ,打开真空泵。
7. 选择 [Y010 VacuumOff] – [OFF],打开贴装头吸嘴真空。
8. 贴装头装上吸嘴治具,贴装头移动到供料器治具位置。
9. 按下紧急停止按钮,切断200V伺服电源。
10. 用小6角棒按住Z轴移动挡块电磁阀开关,释放Z轴移动挡块。
供料平台 1 的 30
站位置