选择焊用户手册 - 第44页
程 序名 :新 建 1 个 文 件 : 整 个 文 件 复 制为 1 个 新 的 文 件 :: 删 除 所 选 中 的 文 件 : 将 选 择的 文 件 重 新 命名 : 导 入 其他 格 式 文 件 : 进 入 所 选 文 件的 编 辑 界 面 6.8. 2 编程 界 面 点 击 编 辑 按 钮 进 入 界 面 6.8.2 .1 导 入 焊 接 程 序 点 击 导 入 按 钮 进 入 导 入 ( 此功 能 暂 无 效 ) 6.8. 3…
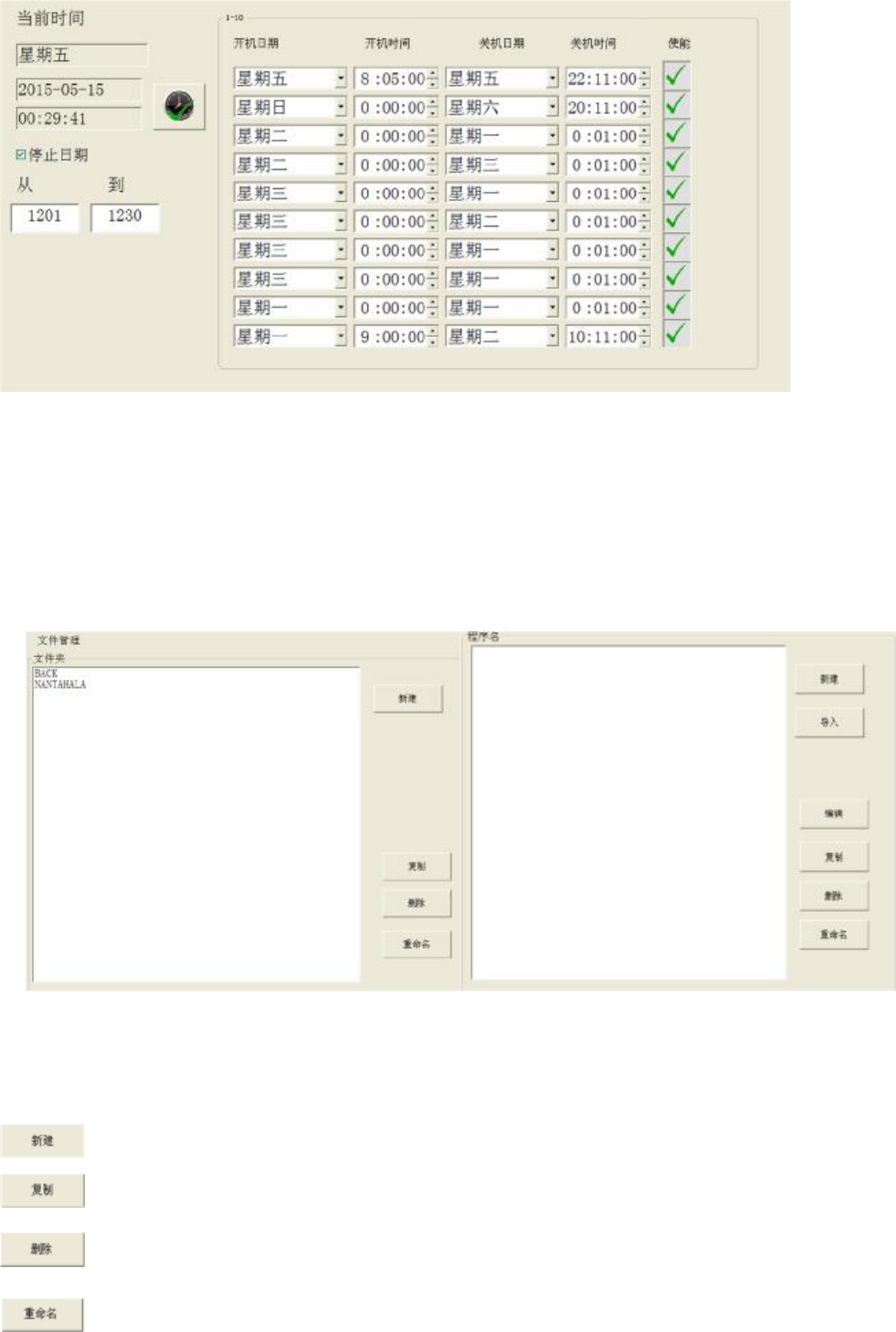
6.5 定时器编辑对话框
6.5.1 设置当前时间
设定下位机时间
6.5.2 设置关机时间段
在对应的输入框中输入开关机时间,如果要使用设定的时间段,则后面的勾要选上
6.8.1 库文件界面
按钮对应功能
文件夹:
:新建1个文件夹
:整个文件夹复制到1个新的文件夹
::删除所选中的文件夹
:将选择的文件夹重新命名
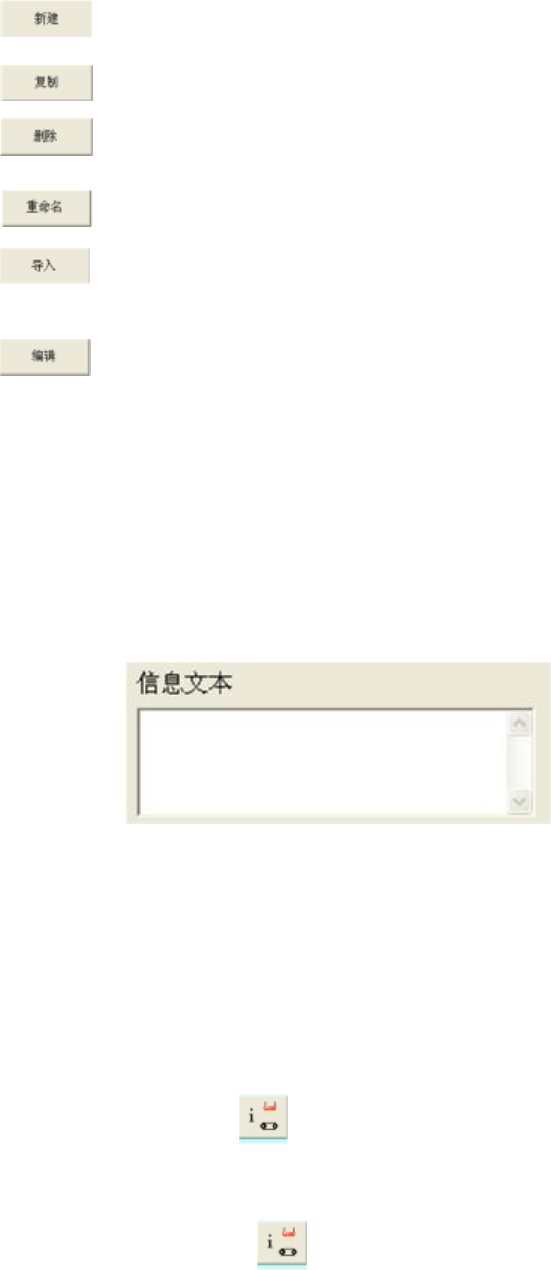
程序名
:新建1个文件
:整个文件复制为1个新的文件
::删除所选中的文件
:将选择的文件重新命名
:导入其他格式文件
:进入所选文件的编辑界面
6.8.2 编程界面
点击编辑按钮进入界面
6.8.2.1 导入焊接程序
点击导入按钮进入导入(此功能暂无效)
6.8.3 创建一个焊接程序
参见新建按钮
6.8.3.1 编程信息对话框
输入文件的基本信息
6.8.3.1.1 焊接程序:设置/改变值
6.8.3.1.2 助焊剂喷雾单元
点击Flux Unit下方 进入相应设定
6.8.3.1.3 预热单元(无对流预热)
点击Preheat Unit下 方进入相应设定
6.8.3.1.4 预热单元(对流预热)
设定预热相应参数
6.8.3.1.5 焊接单元(无对流预热)
设定预热相应参数
6.8.3.1.6 焊接单元(对流预热)
设定预热相应参数
6.8.3.2 焊接程序编辑对话框
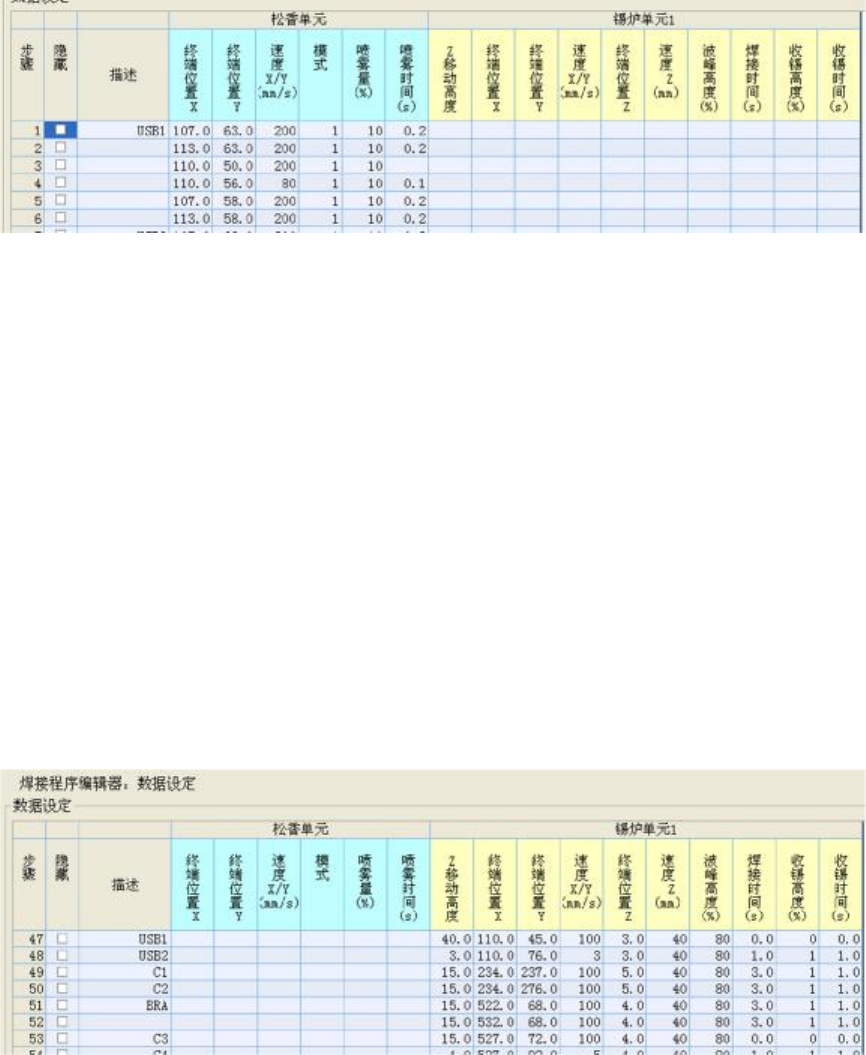
6.8.3.2.1 助焊剂喷雾单元注册,示例
对应表格功能如下:
隐藏:选择后此步将屏蔽
描述:当前步骤的信息
终端位置X:当前步的X轴坐标
终端位置Y:当前步的Y轴坐标
速度:移动到当前步骤的XY轴速度
模式:固定为1
喷雾量:当前步骤的喷雾量大小范围1-100
喷雾时间:停留在当前步的喷雾时间为0时将不做收锡动作,直接进入下1步,即动作为托
喷
6.8.3.2.2 焊接单元注册,示例
对应表格功能如下:
隐藏:选择后此步将屏蔽
描述:当前步骤的信息
Z移动高度:当XY轴在移动时Z轴停留高度,此高度要大于板底零件的最大高度
终端位置X:当前步的X轴坐标
终端位置Y:当前步的Y轴坐标
速度:移动到当前步骤的XY轴速度
终端位置Z:当XY轴移动到位后,Z轴上升到的焊接高度
速度Z:Z轴升降速度
波峰高度:Z轴上升完成后的波峰高度
焊接时间:波峰焊接时间,为0时将不做停留直接进入收锡高度
收锡高度:波峰焊接完成后,锡的下降到位高度,
收锡时间:波峰从焊接波进入收锡高度的时间,为0时将不做收锡动作,直接进入下1步,
即动作为脱焊
6.8.3.3 导入CAD数据
通过下端”CAD”按钮可以导入本公司的离线编辑软件编辑的坐标数据库,(该离线编辑
软件为可选收费功能,)
6.8.3.4 PCB板对话框