选择焊用户手册 - 第56页
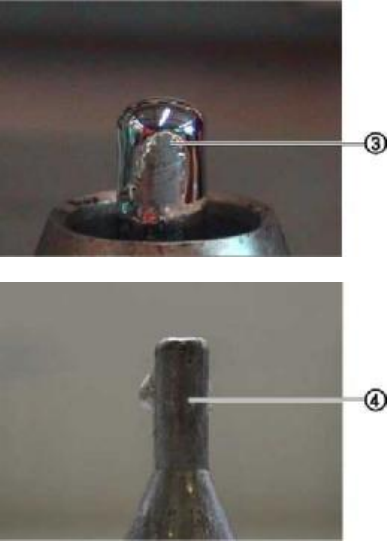
8.8.2 .3 预热 模块 ■目 测热 电 偶 ② 。 热 电 偶 ② 必 须 安 装在 正 确 位 置。 校 准 热 电 偶 与 加 热 管 ③ 平 行, 更 换 损 坏 的 热 电 偶 8.8.2 .4 焊 料 补给 ■目 检 延 伸 管 ① 。 清 洁 管 道并 更 换 损 坏 的 管道 8.8. 3 每 周 保养 8.8.3 . 1 设备 清 洁 ■ 目 检 设备 外 框 。用 标 准 的 家 用 清 洁 剂 清 洁 污 物 …
8.8.2 每日报养
8.8.2.1 传感器
■ 目检传感器。用五层布清洁传感器上的灰尘。
请参阅本章节开始部分的[清洁剂]表格。
■更换损坏的传感器
小心! 禁用化学溶剂清洁塑料表面!
助焊剂喷雾模块
■清洁喷嘴头。用五层布清洁残留助焊剂。
请参阅本章开始部分[清洁剂]表格。
■ 检查氮气供应。目测管道②和连接器③。必须保证管道拧紧。
■ 检查喷雾口。目测连接管和连接器。确保管道拧紧
8.8.2.3 预热模块
■目测热电偶②。热电偶②必须安装在正
确位置。校准热电偶与加热管③平行,更换损
坏的热电偶
8.8.2.4 焊料补给
■目检延伸管①。清洁管道并更换损坏的管道
8.8.3 每周保养
8.8.3.1 设备清洁
■ 目检设备外框。用 标 准 的 家
用 清 洁 剂 清 洁 污 物 。用吸尘器清洁灰尘。
废物处理必须注意环保。
■ 目检安全窗。用 标 准 的 玻璃
清洁剂清洁脏污。
请参阅本章开始部分[清洁剂]表
格
8.8.3.3 检查压力开关是否正常
该项检查必须在设备开启的状态下进行。
.
注意! 烫伤! 对锡炉进行维护保养(如更换喷嘴)时必须佩带防护服(防护手套、防护
眼镜、围裙、防 护 靴 等 )。锡 炉 内用液态金属,所有部件都有高温。特别是在加料过程,
锡液可能溅出。执行这些操作时一定要做好防护措施!
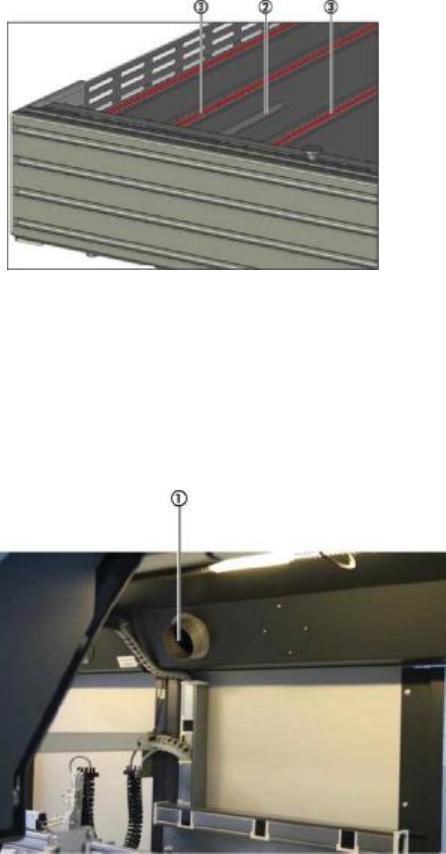
■拔掉管子①20秒后设备将报警。
如果未触发报警信息:
■ 关闭设备并检查压力开关。更换损坏的压力开关。
■ 用同样方法检查其它压力开关。在操作软件上确认错误信息。
8.8.3.4 气动单元
■ 松掉螺丝。从容器①中取下保护壳。
■ 目测减压阀。从压力表中读取压力值并与标准值比较。
如果压力过低或过高:
■ 拔起调节旋钮并调节压力值到压力值正常后,按下调节按钮。
8.8.3.4 气动元件
设备开启后检查气动元件:
■ 在操作软件中逐个开启气动元件。在压力表中读取当前压力值并与标准值比较:
如果压力过低或过高:
■ 拔起调节旋钮⑥并调节压力值到压力值正常后,按下调节旋钮.
■ 在操作软件中逐个开启气动元件。在压力表⑤中读取当前压力值并与标准值比较.
■ 注意消音器发出的噪音。如果能够听到消音器发出的噪音,断掉气源⑦。检查所有的
连接是否正常
■ 重启气源开关。如果压力扔不正常,需要进一步检查气动元件。.
8.8.3.5 氮气系统
■ 目测减压阀和流量计。读取当前压力值并与标准值比较。流量计位于锡炉左侧。
如果压力偏低或偏高:
■ 拔起调节旋钮并调节压力直到压力值正常后,按下调节按钮
检查氮气喷嘴。损坏或严重氧化的喷嘴会影响氮气的流动。如果这样,增加氮气流速。
设定值不低于 25L/min
注意! 氮气压过高会影响焊接质量!
8.8.3.6 锡液监控器
■ 读取压力表①中的当前压力值
如果压力过低或过高:
■ 通过调节旋钮②调节压力到0.5MPa
■ 检查锡液监控器的氮气流量。流量计③位于锡炉顶部右侧。氮气流速设定值不小于
0.15L/min.
检查锡液监控功能:
设备开启状态下才能执行此操作.
注意! 烫伤! 对锡炉进行维护保养(如更换喷嘴)时必须佩带防护服(防护手套、防护
眼镜、围裙、防 护 靴 等 )。锡 炉 内用液态金属,所有部件都有高温。特别是在加料过程,
锡液可能溅出。执行这些操作时一定要做好防护措施!
■
在开始对话框中,查看开始按钮 ,如果系液正常,按钮
显示为绿色
.
■
拔掉软管⑤,按钮显示为红色 。插上软管⑤,按钮又显示为绿色 ,这就
表明锡液监控装置功能正常
.
■
连上软管⑤
.
8.8.3.7 传输系统
■ 目检传输线各部件运行是否顺畅。清洁各部件。在助焊剂喷雾单元,用推荐的清洁剂
清洁。
请参阅本章开始部分[清洁剂]表格
8.8.3.8 助焊剂喷雾模块
■ 目检助焊剂容器③。用推荐的清洁剂清洁各部件.
■ 抬起助焊剂容器 ③,目检连接器①和②是否泄漏。关掉系统压力,如果能听到漏气
的声音或噪音。检查连接管是否固定紧.
■ 目检助焊剂喷雾区域是否干净。用五层布清洁助焊剂残留物
8.8.3.8助焊剂喷雾
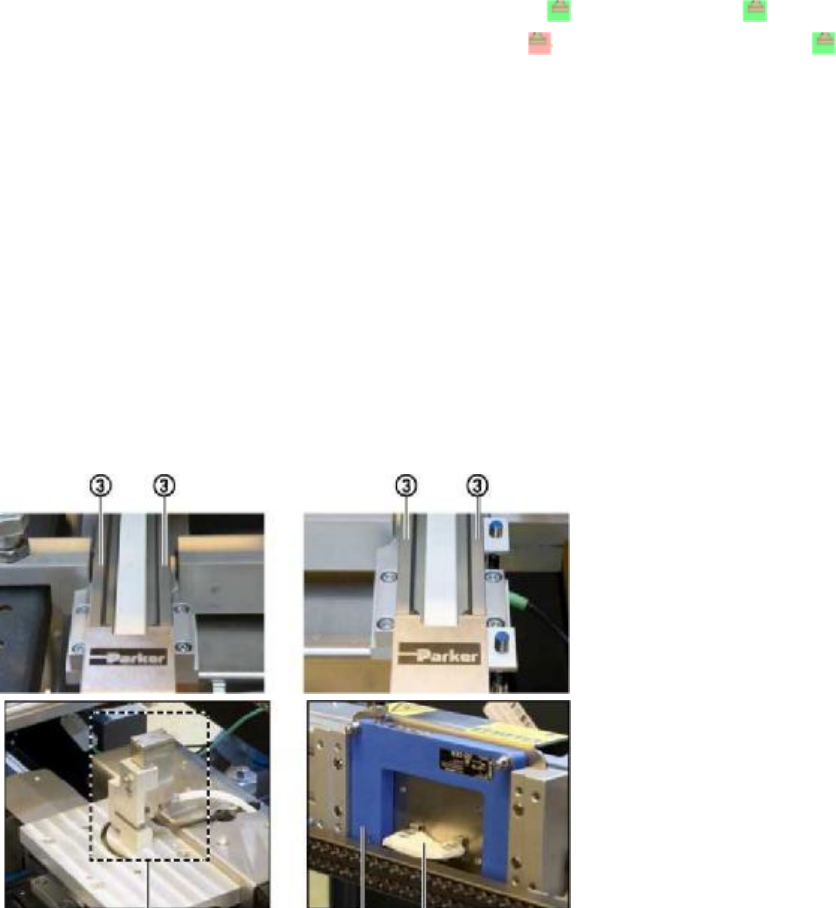
■ 目检光电传感器①
是否干净,并用无层布清洁
■ 目检助焊剂喷雾模
块的传输轴X-Y。清洁皮带表面r.
注意!轨道面③必须润
滑!
■ 检查并清洁喷雾模
块底部区域.
■ 清洁喷嘴⑤