选择焊用户手册 - 第58页
8.8.3 . 9 预热 模块 注意 ! 预热 模块 降 温 后 再 保养 ! ■ 目 检 预热 模块 。 清 洁 玻璃 平 面 ■ 目 检 玻璃 平 面 。 确 保 无 表面 无 碎屑 ■ 清 除 助 焊 剂 残 留 物 。用 推荐 的 清 洁 剂 清 洁 ■ 目 检 热 电 偶 。 热 电 偶 必须 正 确 安 装 ,并 与 加 热 管 平 行 . 8.8.3 . 10 锡 炉 柔 性 部 件 ■清 洁 已 经 脏 的 部 件。 清…
■ 注意消音器发出的噪音。如果能够听到消音器发出的噪音,断掉气源⑦。检查所有的
连接是否正常
■ 重启气源开关。如果压力扔不正常,需要进一步检查气动元件。.
8.8.3.5 氮气系统
■ 目测减压阀和流量计。读取当前压力值并与标准值比较。流量计位于锡炉左侧。
如果压力偏低或偏高:
■ 拔起调节旋钮并调节压力直到压力值正常后,按下调节按钮
检查氮气喷嘴。损坏或严重氧化的喷嘴会影响氮气的流动。如果这样,增加氮气流速。
设定值不低于 25L/min
注意! 氮气压过高会影响焊接质量!
8.8.3.6 锡液监控器
■ 读取压力表①中的当前压力值
如果压力过低或过高:
■ 通过调节旋钮②调节压力到0.5MPa
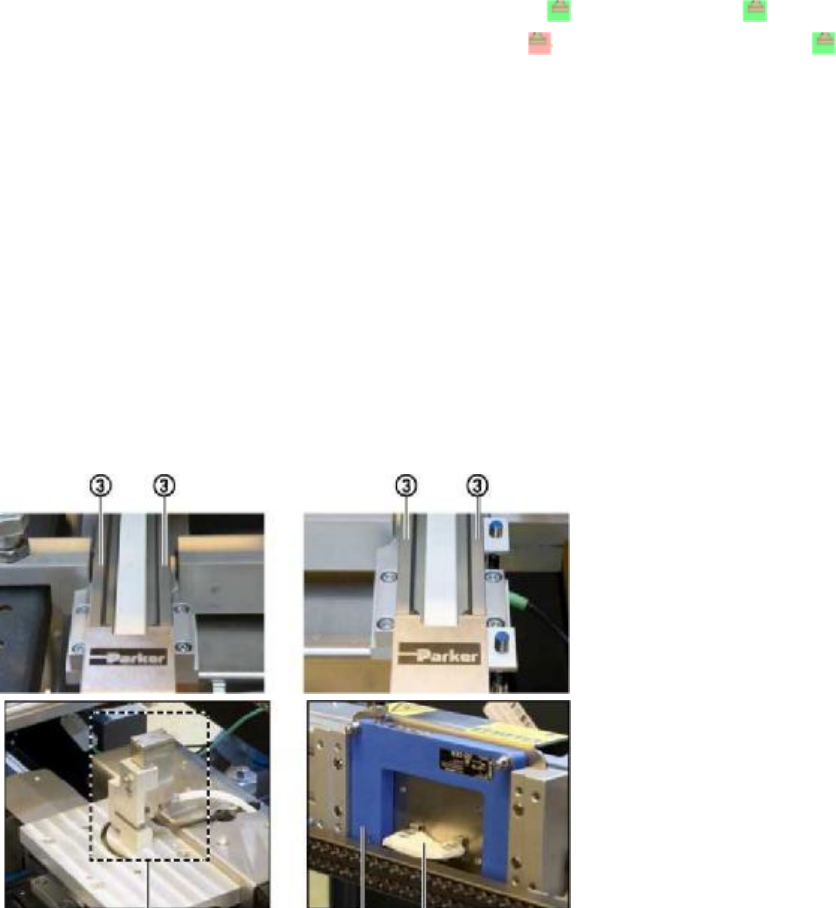
■ 检查锡液监控器的氮气流量。流量计③位于锡炉顶部右侧。氮气流速设定值不小于
0.15L/min.
检查锡液监控功能:
设备开启状态下才能执行此操作.
注意! 烫伤! 对锡炉进行维护保养(如更换喷嘴)时必须佩带防护服(防护手套、防护
眼镜、围裙、防 护 靴 等 )。锡 炉 内用液态金属,所有部件都有高温。特别是在加料过程,
锡液可能溅出。执行这些操作时一定要做好防护措施!
■
在开始对话框中,查看开始按钮 ,如果系液正常,按钮
显示为绿色
.
■
拔掉软管⑤,按钮显示为红色 。插上软管⑤,按钮又显示为绿色 ,这就
表明锡液监控装置功能正常
.
■
连上软管⑤
.
8.8.3.7 传输系统
■ 目检传输线各部件运行是否顺畅。清洁各部件。在助焊剂喷雾单元,用推荐的清洁剂
清洁。
请参阅本章开始部分[清洁剂]表格
8.8.3.8 助焊剂喷雾模块
■ 目检助焊剂容器③。用推荐的清洁剂清洁各部件.
■ 抬起助焊剂容器 ③,目检连接器①和②是否泄漏。关掉系统压力,如果能听到漏气
的声音或噪音。检查连接管是否固定紧.
■ 目检助焊剂喷雾区域是否干净。用五层布清洁助焊剂残留物
8.8.3.8助焊剂喷雾
■ 目检光电传感器①
是否干净,并用无层布清洁
■ 目检助焊剂喷雾模
块的传输轴X-Y。清洁皮带表面r.
注意!轨道面③必须润
滑!
■ 检查并清洁喷雾模
块底部区域.
■ 清洁喷嘴⑤

8.8.3.9 预热模块
注意! 预热模块降温后再保养!
■ 目检预热模块。清洁玻璃平面
■ 目检玻璃平面。确保无表面无碎屑
■ 清除助焊剂残留物。用推荐的清洁剂清洁
■ 目检热电偶。热电偶必须正确安装,并与加热管平行.
8.8.3.10 锡炉柔性部件
■清洁已经脏的部件。清洁传感器②
请参阅本章开始部分[清洁剂]表格。
T目检X-Y-Z轴。清洁表面③。保障运行顺畅。具体参见CD文档调试章节
警告! 所有与锡料接触的零部件表面都有镀膜。清洁时不须使用刷子。难清洁地方用木
质铲子
8.8.4 月度保养
8.8.4.1 电器柜和电脑
■ 目检电气柜,用吸层器清洁排风扇及其周围灰尘。
■ 目检电器柜,用吸层器清洁排风附近的灰尘。更换较
脏的过滤网。.
■ 目检电脑,用吸层器清洁灰尘
8.8.4.2 压力开关
■ 目检所有的压力开关①。检查连接头②和连接管③。
连接管必须柔软透明。更换变硬变色的软管。
■ 目检压力开关上的夹子⑥,拧紧松动的夹子。
■ 目检连接头④,更换损坏的连接头。
8.8.4.3气动系统
检查压缩空气软管。目检软管及连接头。保证连接头紧固。更换损坏的连接头。
8.8.4.4 氮气系统
■ 目检减压阀和流量计。读取当前值与设定值比较。
■ 目检减压阀和流量计。读取当前值与设定值比较,检查氮气软管。
■ 目检所有软管、连接头及管道。保证连接头紧固,更换损坏的连接头,软管。
8.8.4.5 锡炉柔性固定装置
■ 目检所有快速链接器。检查是否紧固是否锁紧正常。清洁脏污。更换损坏的链接器。
■ 目检所有的快速链接器、软管及管道。保证所有部件紧固。更换损坏的部件。
8.8.4.5 锡炉柔性部件
■ 目检所有的电缆,导管及连接头。确保所有部件紧固更换损坏的部件。
8.8.4.5 锡炉柔性部件
■ 目检所有传感器①,清洁表面灰尘,检查所有传感器是否紧固。更换损坏的部件。
请参与本章开始部分[清洁剂]相关说明.
■ 目检开关②,确保紧固。
8.8.4.6 传输系统
■ 目检传输线所有组件。保证传输平顺,清洁传输线,助焊剂喷雾区域传输线用推荐的
清洁剂进行清洁。
■ 目检传输线所有组件,锁紧松动的组件,更换损坏的螺丝。
8.8.4 月度保养
8.8.4.7 控制软件
■ 备份所有的报警信息
■ 备份所有的焊接程序.
用外部存储设备备份数据,在[File path]中可以选择存储路径。
8.8.4.7 控制软件
■ C检查用户列表的正确性与完整性,检查用户权限
8.8.5.1 传输线
软化传输链条①和驱动链②
传输链运行时软化链条
请参阅本章开始章节[润滑油]表格
适当润滑链条,润滑过度会导致链条很快变脏。
目检O型皮带③,O型皮带必须紧固在轮子④上。更换松动变形的O型皮带。
8.8.5.2 助焊剂喷雾模块
■ 目检助焊剂过滤器②。用 超 声 波 清 洁 过 滤 器,更换严重污染或损坏的过滤器。检查连
接头是否固定紧。
8.8.5.3 润滑锡炉Z轴
8.8.5.3
■ 锡炉移到Z轴最低点.
■ 用无层布清洁丝杆①
■ 用油刷润滑丝杆①
■ 上下移动锡炉三次
■ 重复润滑两次
■ 清洁导柱油污并润滑
适度润滑,润滑过度丝杆会很快变脏
8.8.5.4 润滑锡炉支座Z轴
锡炉移出设备
用油枪给丝杆加油,每根丝杆加大约4.5克油脂
上下移动丝杆三次
再次给丝杆加油
注意四根丝杆都要润滑
润滑导轨②.
清洁润滑导轨
适度润滑,润滑过度会很快变脏
参阅本章开始章节[润滑剂]
8.8.5.4 润滑锡炉底座Z轴
■ 润滑导轨④
适度润滑,润滑过度会很快变脏
参阅本章开始章节[润滑剂]
8.8.6 半年保养
8.8.6.1 设备整机
■ 检查设备功能,如果焊接精度不准,需要对设备进行校准
如果更换过锡炉,助焊剂喷嘴,定位开关或驱动皮带必须对设备进行重新校准