高速引脚元件轴向插件机.pdf - 第105页
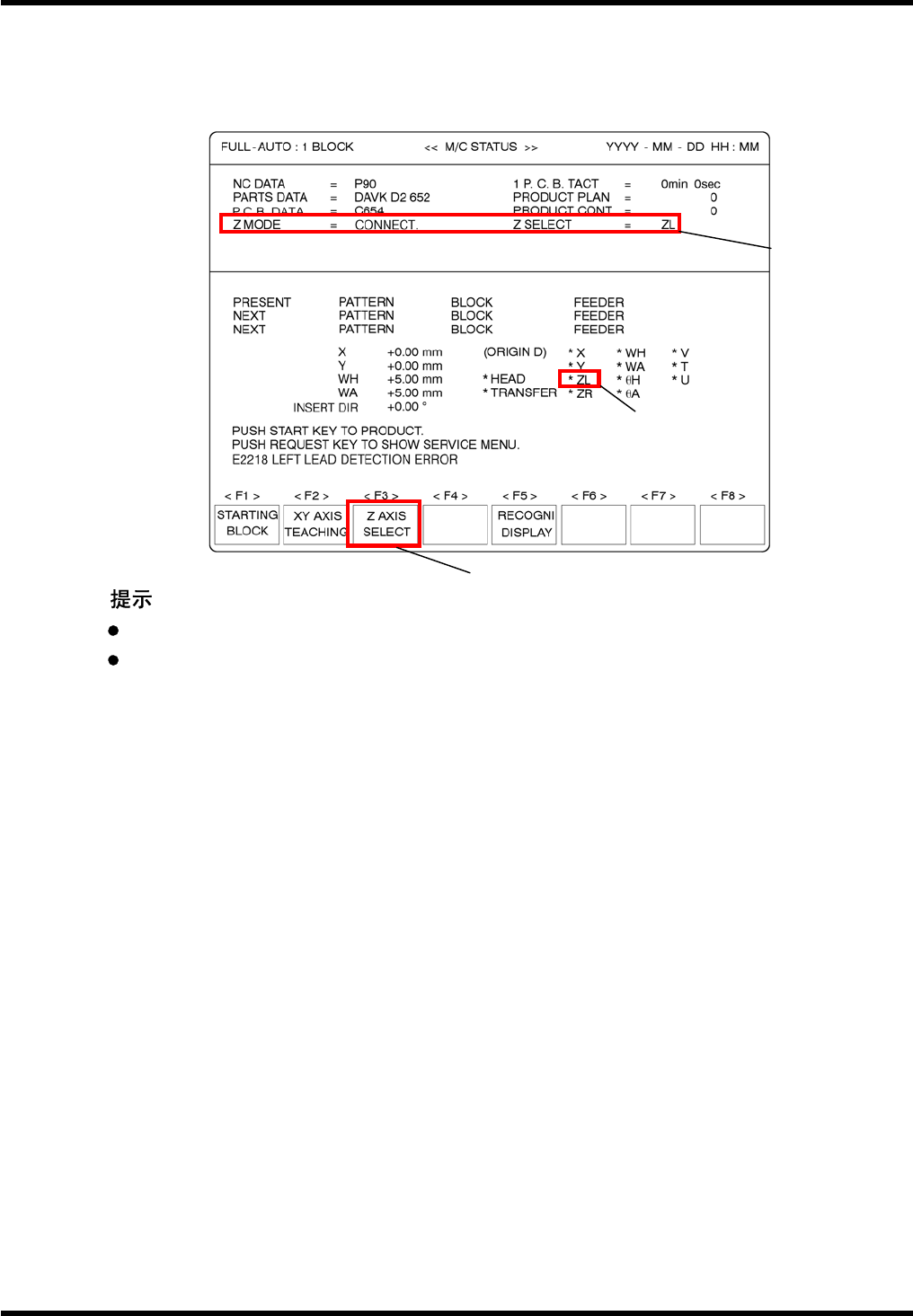
AVK3 操作手册 5.2 生产 5.2 .4 自动模式生产可以从 NC 数据当中起动。 当插件机停止运行后,按“ F1 ” ( 起动段 ) 键。在屏幕转换成起动程序段输入栏时,输入 执行起动段。 = = ( 120 站设备) ( 120 站设备) ( 120 站设备) 在按“ START ” ( 开始 ) 键起动插件机之前务必按“ ENTER ” ( 回车 ) 键。 在当前程序段前面的程序段不能指定为执行起动段。 D77OCC-31…
AVK3
操作手册
5.2 生产
4.
为了跳过出现插入错误的程序段,用以下步骤替代上面 3 的步骤。
(1)按主操纵盘上的“RECOV”(补插)键使它的发光二极管变暗。
(2) 按“START”(开始) 键,跳过出现插入错误的程序段,进入下一程序段。
= =
(120 站设备)
(120 站设备)
(120 站设备)
当显示出几个插入错误时,应重复几遍进行以上步骤。
当矫正插入的元件出现插入错误时,也按上述相同步骤进行操作。
D77OCC-31-040-A0
5.2-9
AVK3
操作手册
5.2 生产
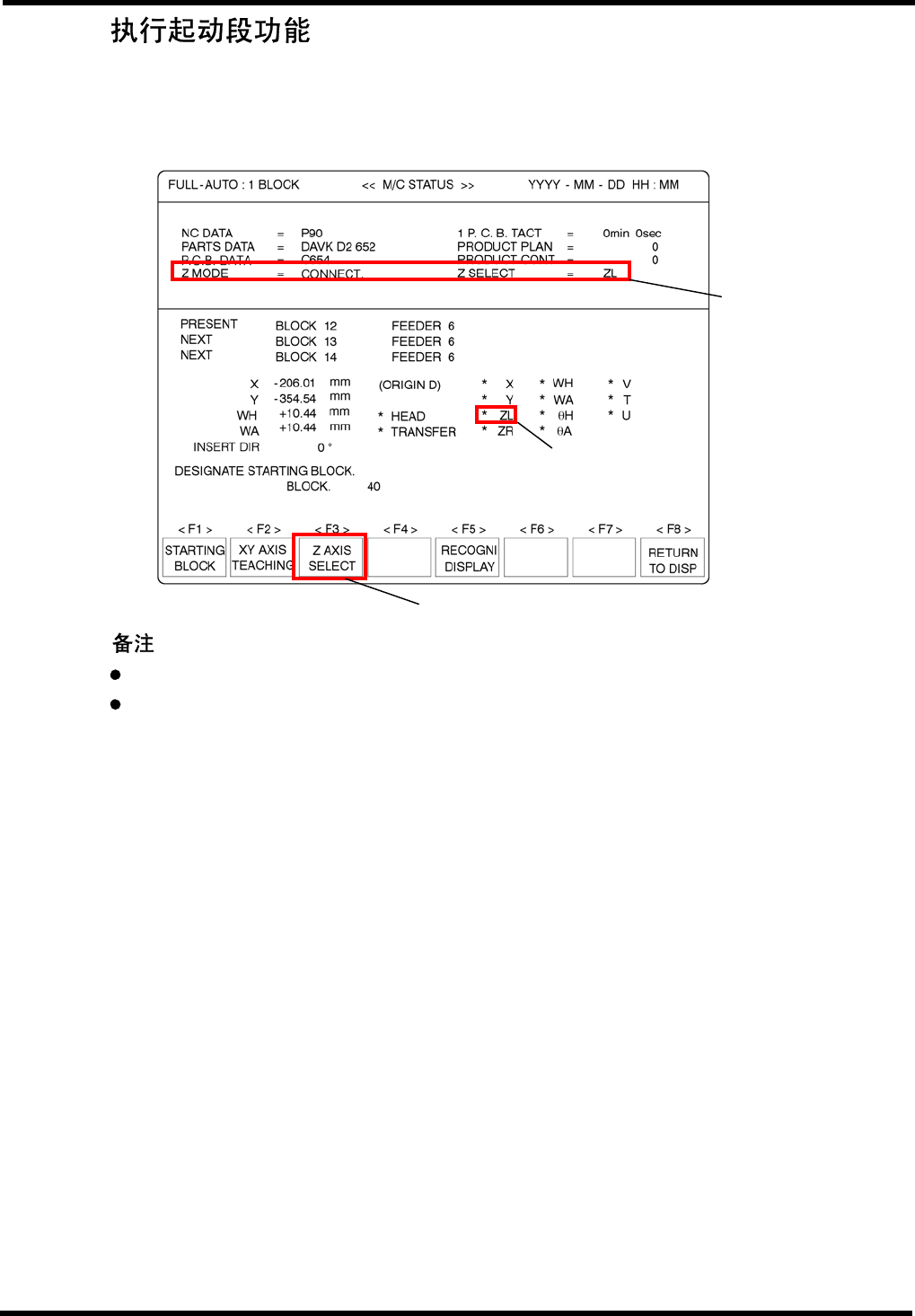
5.2.4
自动模式生产可以从 NC 数据当中起动。
当插件机停止运行后,按“F1”(起动段)键。在屏幕转换成起动程序段输入栏时,输入
执行起动段。
= =
(120 站设备)
(120 站设备)
(120 站设备)
在按“START”(开始)键起动插件机之前务必按“ENTER”(回车)键。
在当前程序段前面的程序段不能指定为执行起动段。
D77OCC-31-040-A0
5.2-10
AVK3
操作手册
5.2 生产
5.2.5 X-Y NC
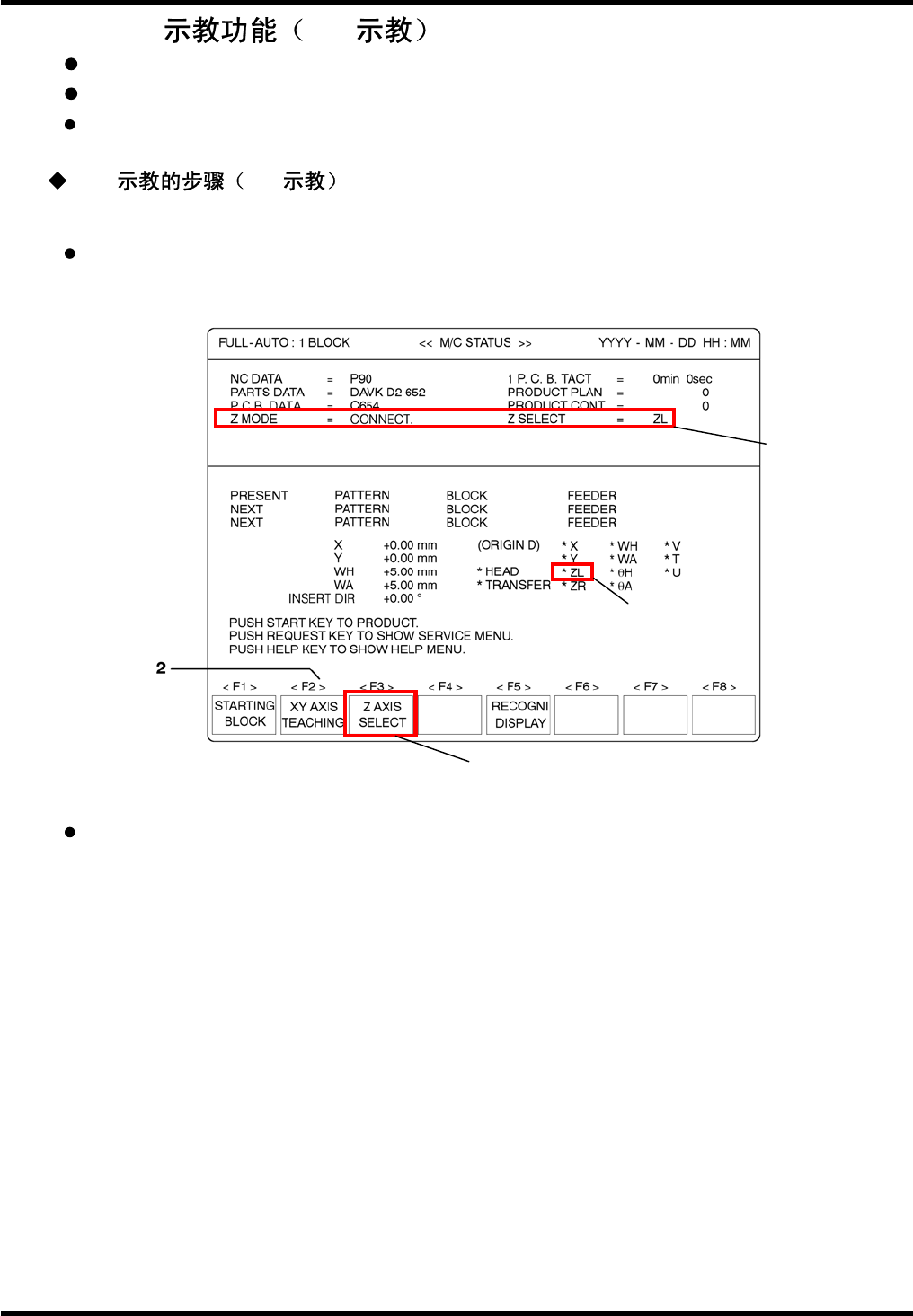
在检查印刷线路板时,可在识别装置监视器上示教 X-Y 座标。
在当前程序段为自动模式时的示教段时,本功能可通过按“F1”(NC 示教)键起作用。
本功能可用于“1 BLOCK”(1 程序模块)作用模式时。
X-Y NC
3.
1.
停机。
当执行到要改变的程序段时,按主操纵盘上的“1 BLOCK”(1 程序模块) 键使插件机停
在此程序段上。
(120 站设备)
(120 站设备)
(120 站设备)
2.
设定为示教模式。
按“F2”(XY 轴示教)键调出示教栏。
D77OCC-31-040-A0
5.2-11