高速引脚元件轴向插件机.pdf - 第117页
AVK3 操作手册 5.3 手动操作 当用多路输入移动宽度调整轴时: (1 ) 按“ F4 ” ( 宽度移动检查 ) 键。 (2 ) 输入要移动轴的数值。 (3 ) 按“ F1 ” ( 宽度起动 ) 键,使轴移动。 = = 如果输入的数值不在容许的范围内, 按 “ F 1 ”, 则会显示软件超位错误而轴并不移 动。清除错误后再按“ RESET ”。 3. 按“ F8 ” ( 返回显示器 ) 结束此操作。 D77OCC-31-090-A…
AVK3
操作手册
5.3 手动操作
2.
移动宽度调整轴。
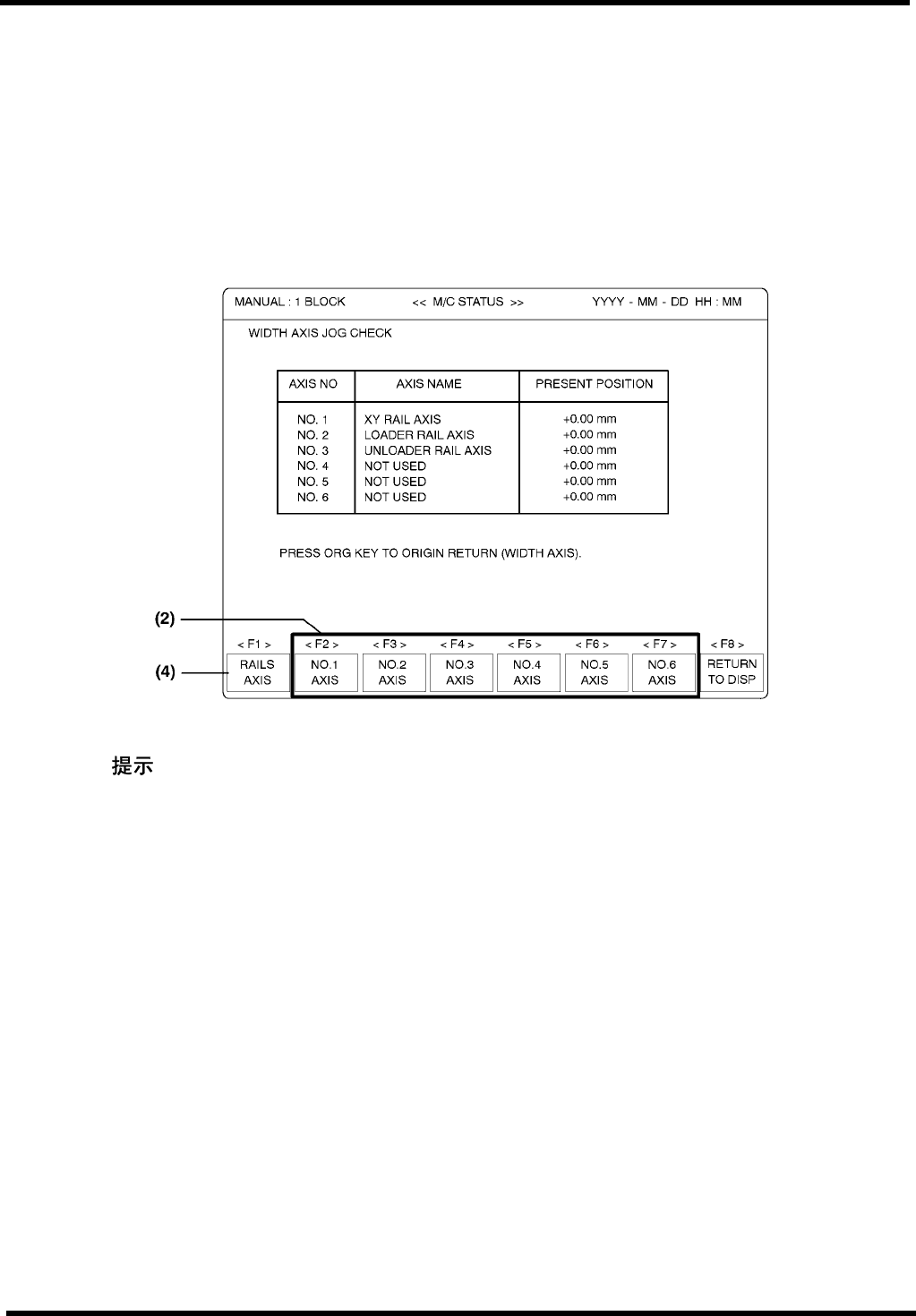
当用示教开关移动宽度调整轴时;
(1) 按“F3”(宽度点动检查)键。
(2) 选择要移动的轴(F2~F7)。
(3) 用示教开关移动轴。
(在按示教开关时 NC 轴即移动。)
(4)当选择“F1”(轨道轴)时,即示教(操作)在生产该批产品中根据该种印刷线路板数据移动
各轴。
= =
当移动到极限传感器位置时会显示超位错误,并停止在此位置上。
D77OCC-31-090-A0
5.3-7
AVK3
操作手册
5.3 手动操作
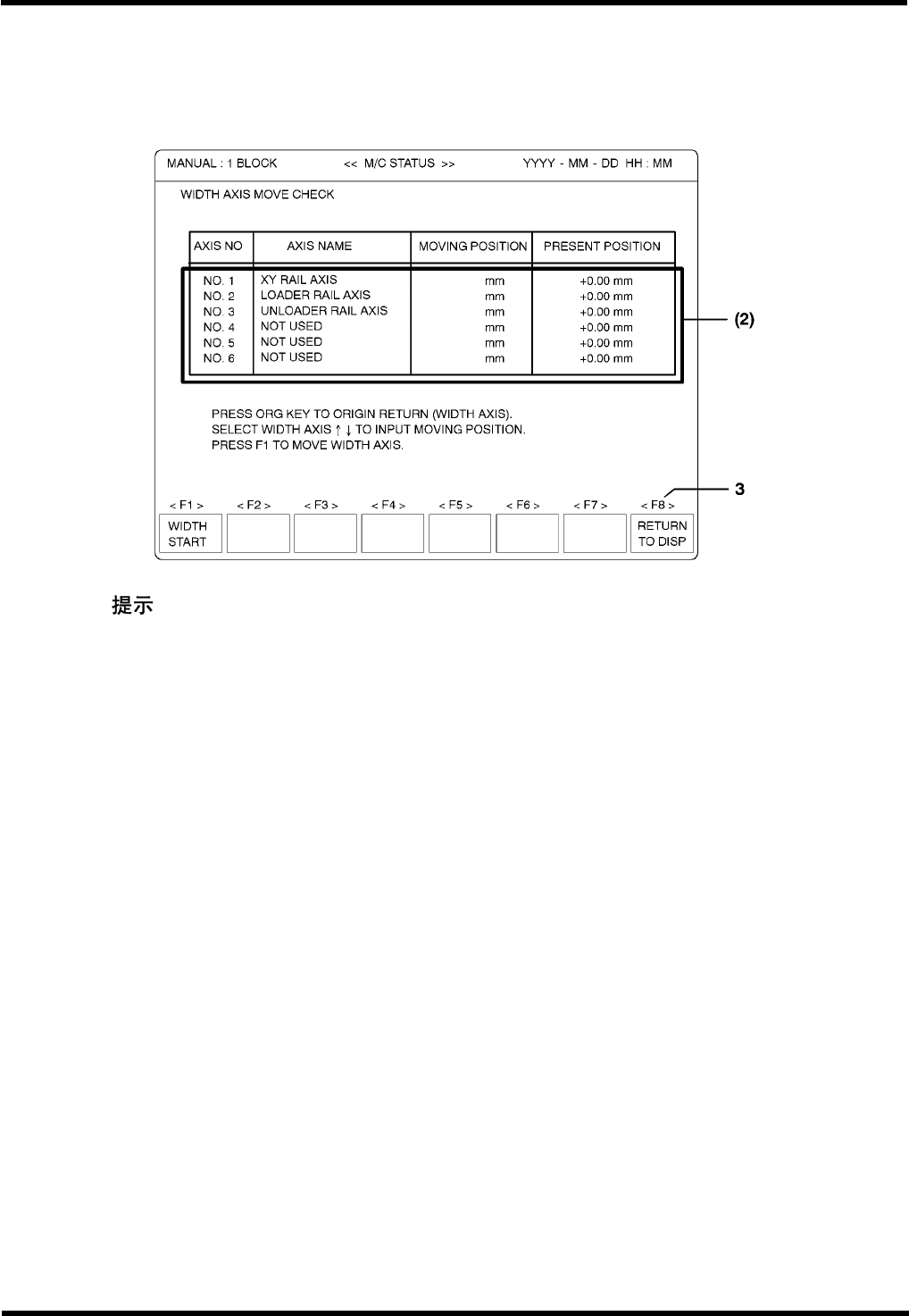
当用多路输入移动宽度调整轴时:
(1) 按“F4”(宽度移动检查)键。
(2) 输入要移动轴的数值。
(3) 按“F1”(宽度起动)键,使轴移动。
= =
如果输入的数值不在容许的范围内,按“F1”,则会显示软件超位错误而轴并不移
动。清除错误后再按“RESET”。
3.
按“F8”(返回显示器)结束此操作。
D77OCC-31-090-A0
5.3-8
AVK3
操作手册
5.4 供料器料架的运行模式
5.4.
D77OCC-31-100-A0
5.4.1 120
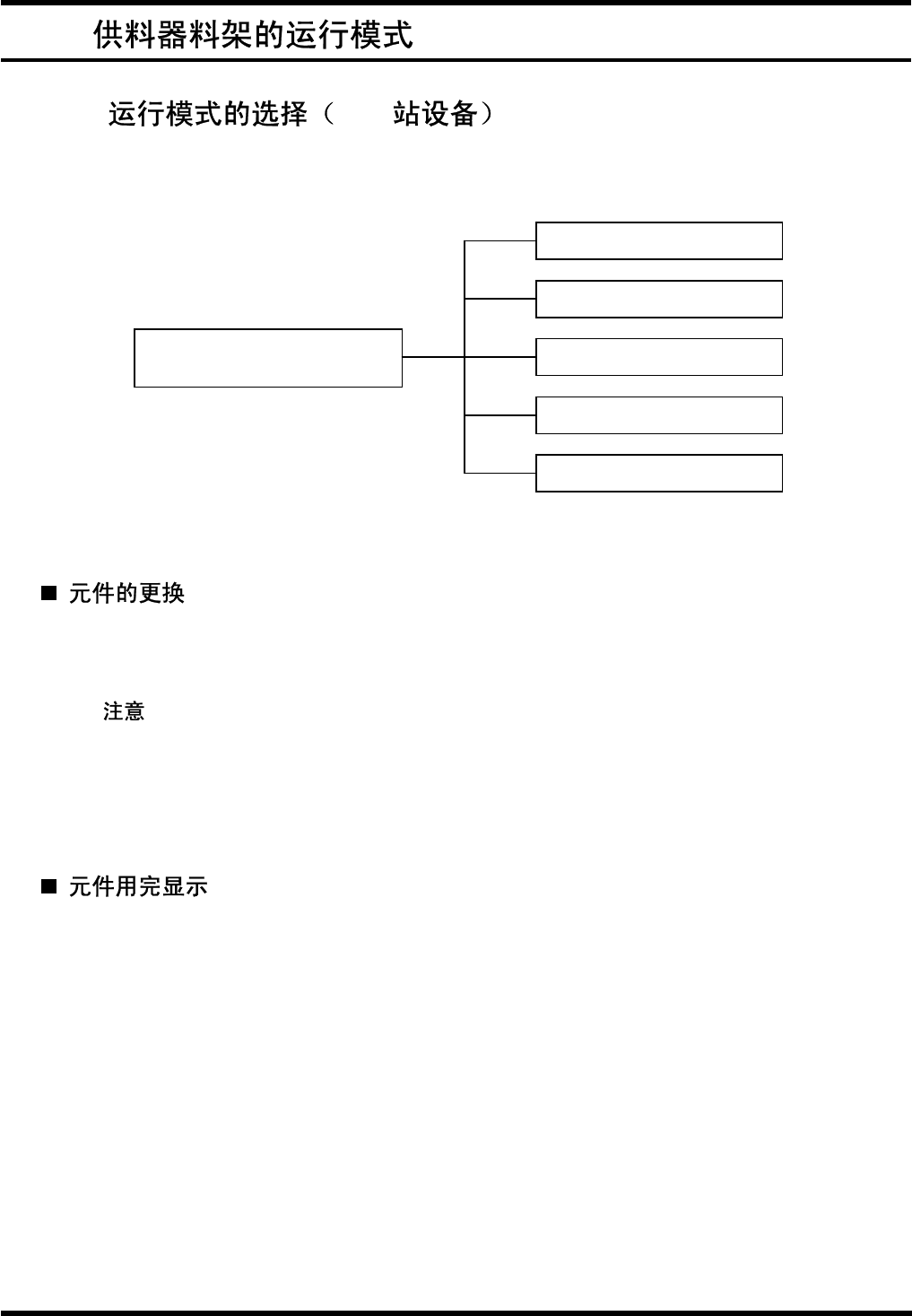
AVK3 有 5 种元件供料模式,分段式供料器料架按这 5 种模式运行。
根据具体的生产方式选择最合适的元件供料模式,并准备相应的元件供料器。
准备模式
优先交换模式
交换模式
连接模式
交换连接模式
元件供料单元的运行模式
1. 在准备模式、优先模式、交换模式和交换连接模式中,可以在备用时更换元件供料器上的
元件。
2. 在连接模式中,如果元件还没有用完,则供料器料架上的元件不能更换。
= =
更换元件前,先按“PARTS EXCHANGE”(元件更换)键,且检查该键指示灯应亮。
3. 当元件用完时供料器料架操纵盘上的“PARTS EXCHANGE”(元件更换) 指示灯会自动亮
起。
4. 元件更换后,按供料器料架操纵盘上的“PARTS EXCHANGE”(元件更换) 键熄灭指示灯。
1.
1.
当元件用完,该供料器料架被输送到备用位置时,后操纵盘即显元件已用完的那个供料的
Z 编号。在主操纵盘的显示器显示“PARTS EXCHANGE”(元件更换) 信息。
2.
供料器料架移到备用位置后,指示灯自动亮且主操纵盘显示器显示“Parts Being Replaced”
(正在更换元件)信息。
3.
更换元件后,再按“PARTS EXCHANGE”(元件更换)。此“PARTS EXCHANGE”(元件
更换)指示灯即熄灭,主操纵盘显示器清除“PART EXHAUSTION(元件用完)和“Parts Being
Replaced”(正在更换元件) 信息。
D77OCC-31-100-A0
5.4-1