高速引脚元件轴向插件机.pdf - 第134页
AVK3 操作手册 6.1 故障机器排除方法详表 1 2 1. 玻璃二极管碎裂。 1. 将中心夹用于玻璃二极管。 不可采用中心夹。 2. 将中心夹用于易损坏的元 件。 不可使用中心夹。 8. 插入的单元碎裂或 损坏。 2. 元件端部损伤。 3. 推杆推入过度。 检查元件数据(元件直径) 是否正确。 检查印刷线路板厚度数据 是否正确。 检查推杆高度的调整是否 适当。 9. 元 件用完时插件机 不是以元件用完停 机, 而是以插入错误 而停机…
AVK3
操作手册
6.1 故障机器排除方法详表
1 2
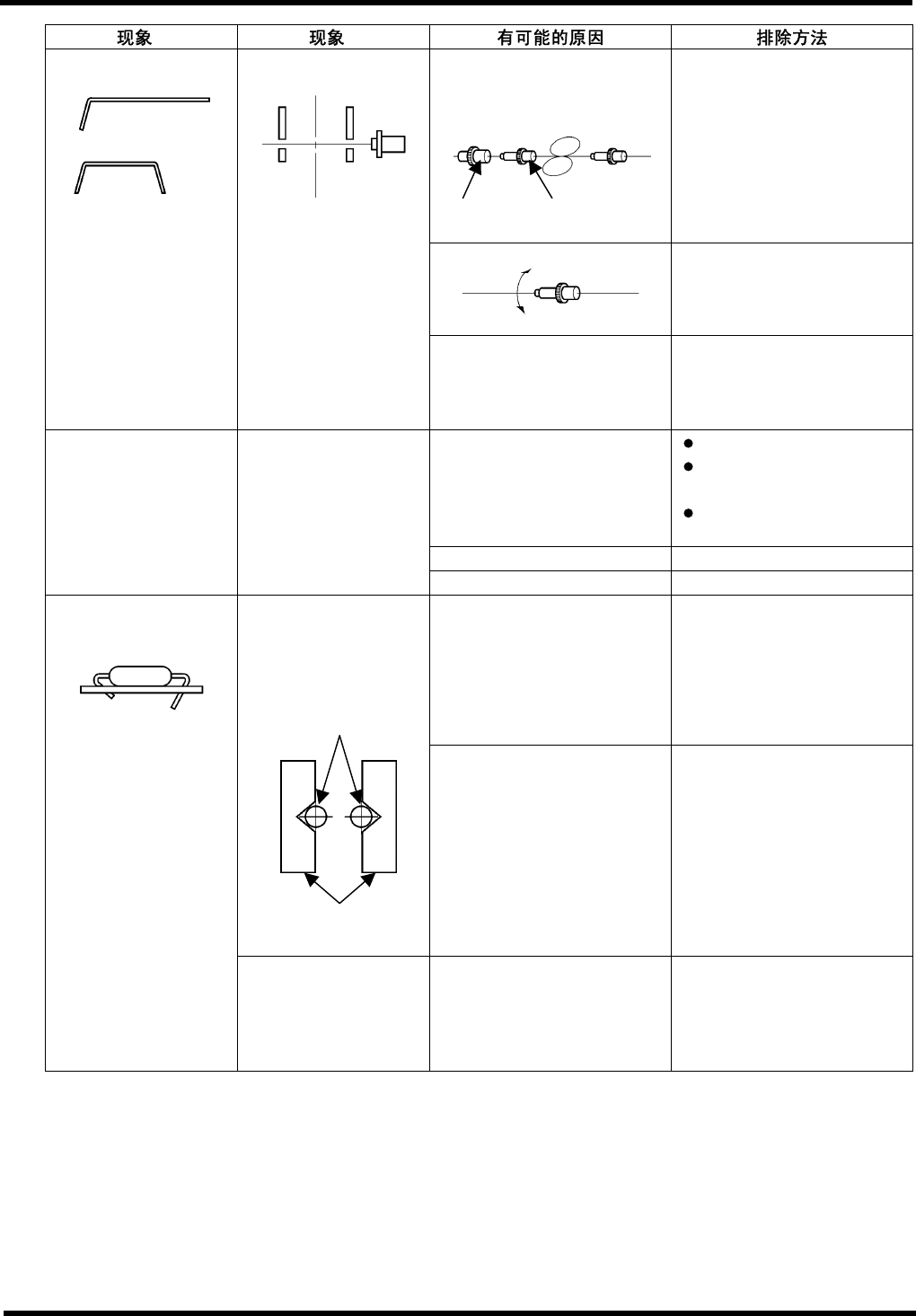
1. 矫直装置和喷嘴调整不当
(要求的调整视 JW 的类型
而异)。
调整矫直装置。
调整喷嘴位置。
2. 插件头喷嘴调整不当。
调整插件头喷嘴位置。
5. JW 插入不良
1. 供给 JW 不直。
3. JW 被卡住,所以不能顺利
供料(放开滚子,从插件头
喷嘴中拉出跳线,检查供料
是否顺利。)
取下被卡住的跳线。
1. 推杆推入过度或没推足。 检查元件数据(元件直径)
检查印刷线路板厚度数据
是否正确。
检查推杆高度调整是否正
确。
2. 砧度调整不当。 调整砧座高度。
6. 引线插入时过紧或
过松。
3. 弯折器调整不当。 调整弯折器接近的位置。
1. 插入单元中心偏离砧座单
元中心。
对准砧座单元中心。 1. 经过全部孔自补偿
后,插入单元与孔的
位置才匹配(通过插
件头示教检查)。
2. 弯折器磨损或变形。 换新。
7. 左右端弯折角度不
同。
2. 经所有孔自补偿后
插入单元偏离其孔
的位置。
干涉数据补偿或摄象机补偿
不当。
调整干涉补偿或摄象机补偿
值。
参阅‘端导线插入不良 2-2-1,
2’。
插件头喷嘴
喷嘴
插入导轨
插入孔
D77OCC-90-070-A0
6.1-6
AVK3
操作手册
6.1 故障机器排除方法详表
1 2
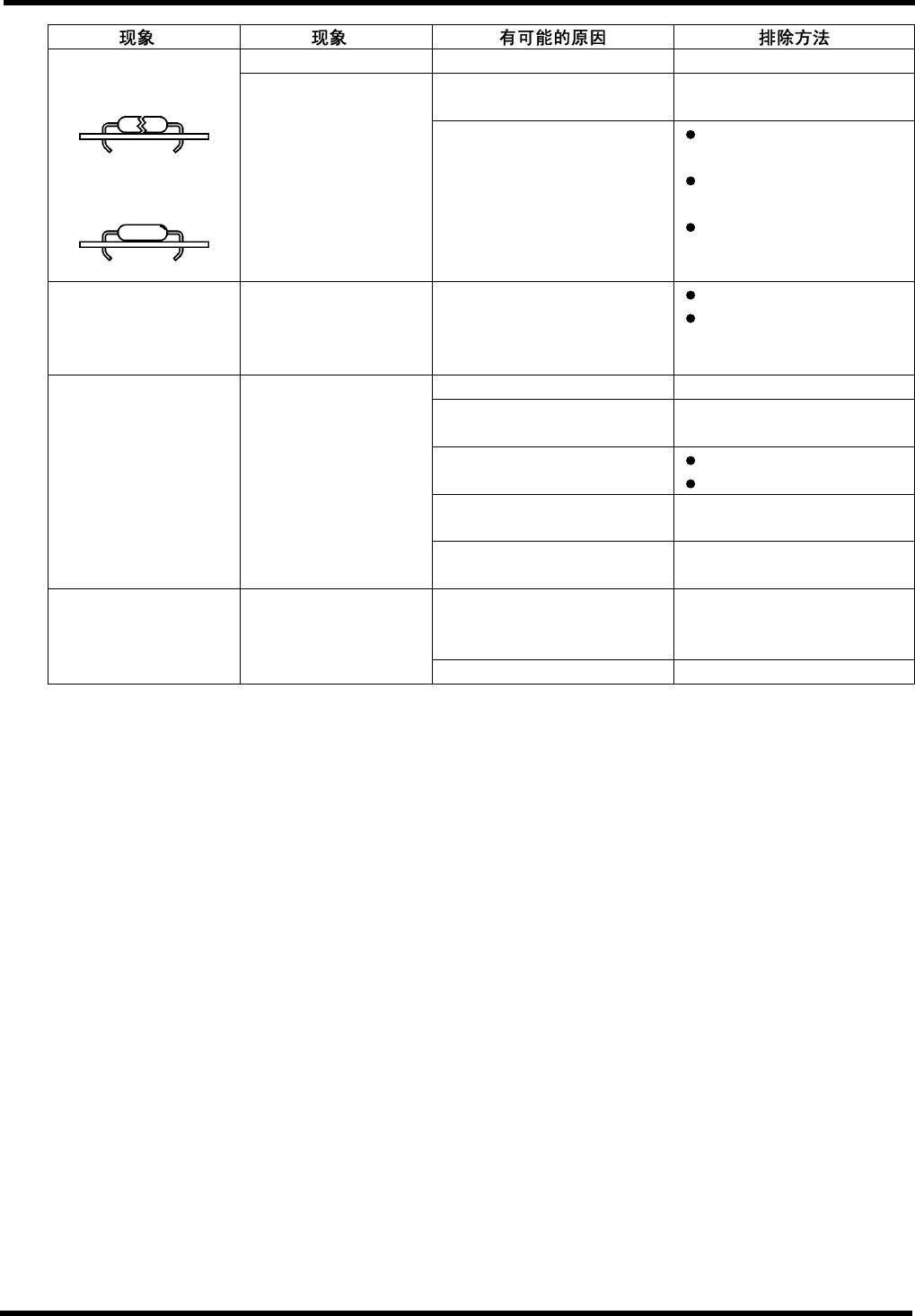
1. 玻璃二极管碎裂。 1. 将中心夹用于玻璃二极管。 不可采用中心夹。
2. 将中心夹用于易损坏的元
件。
不可使用中心夹。
8. 插入的单元碎裂或
损坏。
2. 元件端部损伤。
3. 推杆推入过度。 检查元件数据(元件直径)
是否正确。
检查印刷线路板厚度数据
是否正确。
检查推杆高度的调整是否
适当。
9. 元件用完时插件机
不是以元件用完停
机,而是以插入错误
而停机。
1. 元件检测传感器一直处于
接通状态。
清洁元件检测传感器。
调整元件检测传感器。
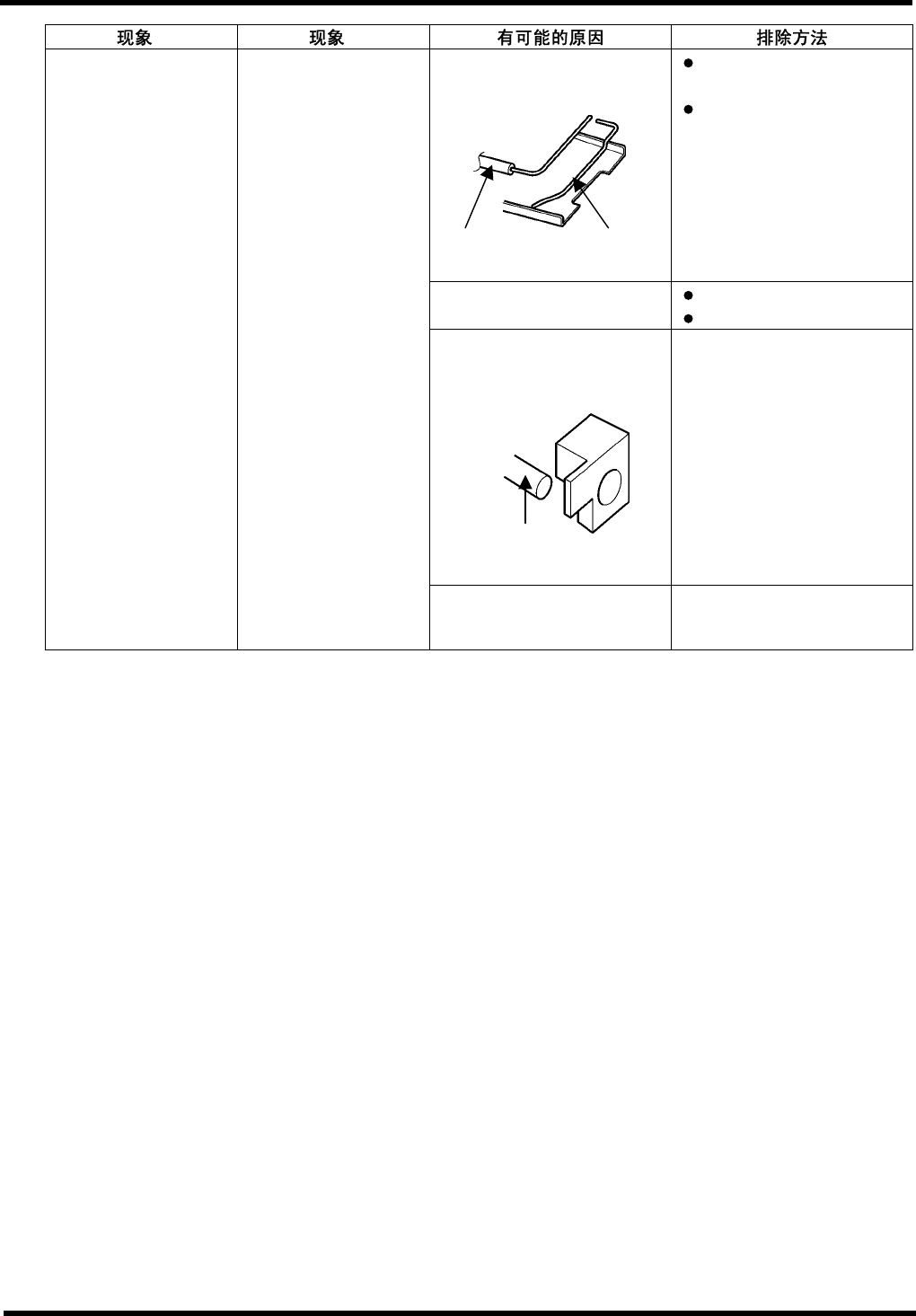
1. 弯折器刀片位置调整不当。 重新调整弯折器。
2. 弯折器粘有金属屑。 拆下弯折器和弯折器座,清理
内部。
3. 砧座的真空软管堵塞。 驱除灰尘。
去除贮尘箱中的灰尘。
4. 插入检测传感器与线圈编
码器的连接不良。
检查导线的连接状况。
10. 砧座编斜。
5. 对着插入位置,砧座伸入死
区空间。
砧座的死区空间参阅参考手
册/手动/概述/插入限制。
1. 当编带宽度从 52 mm 变为
26mm 时会发生无元件空
插现象。
11. 无元件空插。
2. 检测不到元件。 调整元件检测传感器。
D77OCC-90-070-A0
6.1-7
AVK3
操作手册
6.1 故障机器排除方法详表
1 2
1. 在自动模式中,吹风机不起
作用或漏气。
调整吹风压力为 0.45 MPa
[4.5 kg/cm
2
]。
检查管 1 和管 2 应无堵塞
和破损。
2. 管道、软管或贮尘箱阻塞。 去除灰尘。
去除贮尘箱中的灰尘。
3. 挡块和活塞脏污(编带用的
粘结剂可能是有粘性的,与
具体元件有关)。
清洁挡块和活塞。
12. 带屑掸落在 X-Y 工
作台上。
3. 管道高度不对。
调整管道高度。
管 1
管 2
活塞
D77OCC-90-070-A0
6.1-8