高速引脚元件轴向插件机.pdf - 第180页
AVK3 操作手册 7.9 错误代码:与 SC 有关的错误( SC ) 7. 9. SC SC D77OCC-91- 140-A0 SC0002 等待印刷线路板 (前面) ON OK 印刷电路板在开始装料 15 秒钟之 内未送上。 检查印刷电路板送入插件机前端 的情况。 SC0003 等待印刷线路板 (后面) ON OK 印刷电路板未开始装料 15 秒钟之 内未装入。 检查印刷电路板装入插件机后端 的情况。 SC0004 印刷线路板在输…
AVK3
操作手册
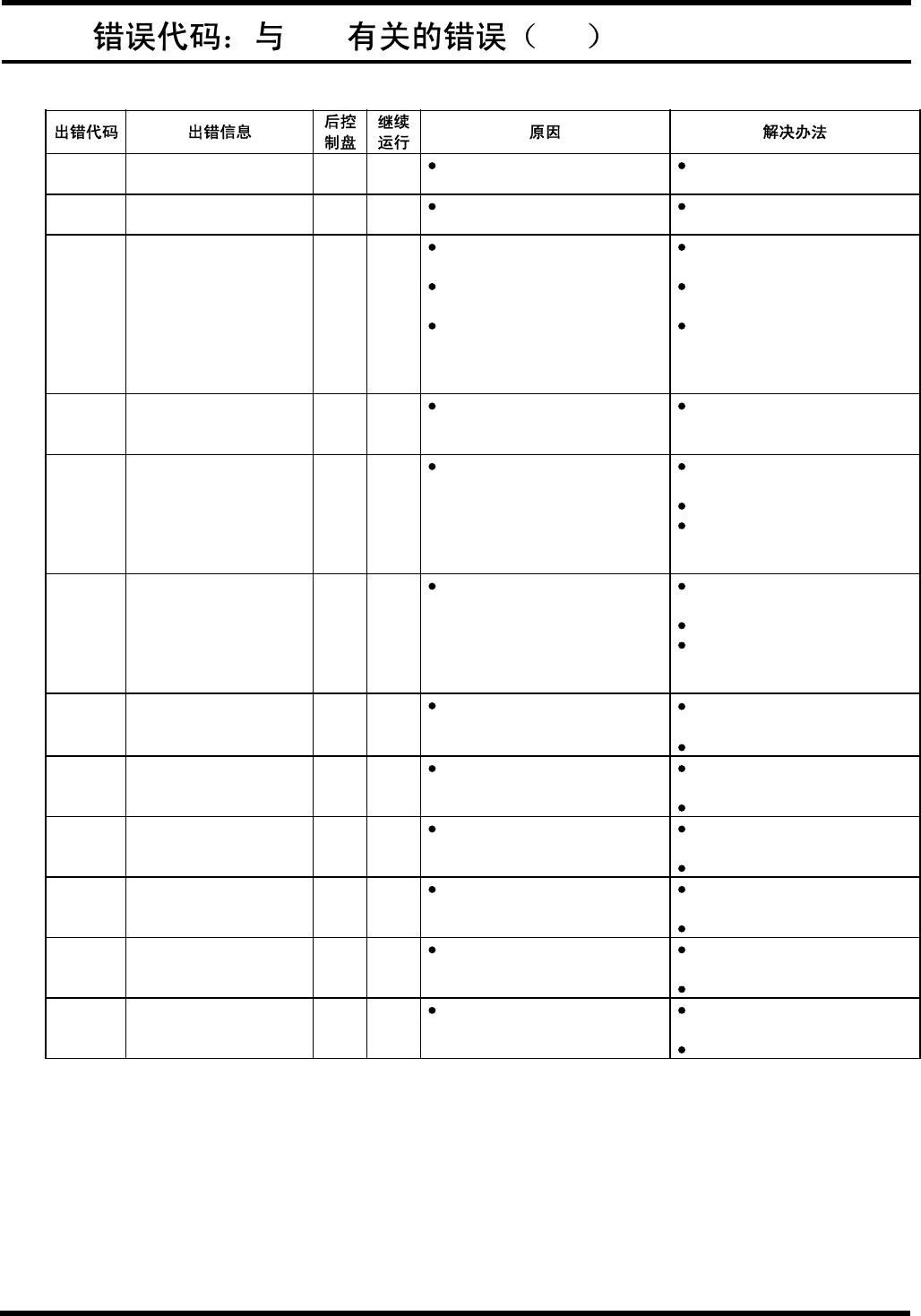
7.8 错误代码:与识别有关的错误(RE)
D77OCC-91-130-A0
7.8-2
RE0101
(M)
识别:字符代码错误
OFF NG
软件中出现错误。 检查 MMC 板和识别板。
请与本公司的服务人员联系。
RE0102
(M)
识别:边界显示出错
OFF NG
边界检测不正确。 检查 MMC 板和识别板。
请与本公司的服务人员联系。
RE1200
2 孔识别:
孔不在搜索区内
ON NG
搜索区内没有孔。 检查印刷电路板插入孔、印刷电路
板两孔示教数据和 NC 数据。
RE1201
2 孔识别:
部分孔在搜索区内
ON NG
孔在搜索区之外。 检查印刷电路板插入孔、印刷电路
板两孔示教数据和 NC 数据。
RE1202
2 孔识别:
孔径出错
ON NG
被识别的孔的直径在允许范围之
外。
检查印刷电路板插入孔、印刷电路
板两孔示教数据和 NC 数据。
RE1203
2 孔识别:
系统数据异常
ON NG
识别系统数据不是有效值。 检查识别初始数据。
请与本公司的服务人员联系。
RE1204
2 孔识别:
系统数据未发送
ON NG
系统数据(二进制数值)未传输。 检查识别初始数据。
请与本公司的服务人员联系。
RE1205
2 孔识别:
跨距出错
ON NG
识别测量的跨距不在输入跨距的
±10%以内。
检查 NC 数据。
RE1206
(M)
识别:
多请求
OFF NG
有 2 个 P861 起动命令。
主软件设置错误
检查 MMC 板。
请与本公司的服务人员联系。
RE1207
识别
超过时间
OFF NG
1.5 秒内 P861 不响应。 检查识别板。
请与本公司的服务人员联系。
RE1208
识别:
命令取消
OFF NG
识别命令被取消。 检查 MMC 板和识别板。
请与本公司的服务人员联系。
RE1209
(M)
识别:
初始出错
OFF NG
驱动器初始化未成功,便发出
P861 命令。
识别控制卡初始化失败。
识别控制卡故障。
检查 MMC 板和识别板。
请与本公司的服务人员联系。
RE1210
MMC 系统:
NC 数据不能更新
ON NG
没能在识别结果的基础上改变(覆
盖)NC 数据。
检查 MMC 板和识别板。
请与本公司的服务人员联系。
RE1211
MMC 系统:
识别程序段数超出极限
ON NG
在步骤重复或图形重复中,因为插
入点数目超过 2,001(NC 数据
块),造成无法识别这些点(识别
的限制)。
改变识别模式和 NC 数据。
RE1213
MMC 系统:
无识别示教数据
ON NG
不能识别印刷线路板,但插件机已
经在没有印刷线路板示教的情况
下开始运行。
当印刷电路板滑程矫正生效时,印
刷电路板双孔示教数据无效。
检查印刷电路板两孔示教数据和
示教。
RE9999
(M)
识别:
未定义错误
ON NG
P861 的起动数据是错误的。
(MMC 数据)
检查 MMC 板和识别板。
请与本公司的服务人员联系。
标有(M)的说明仅适用于维修保养。
AVK3
操作手册
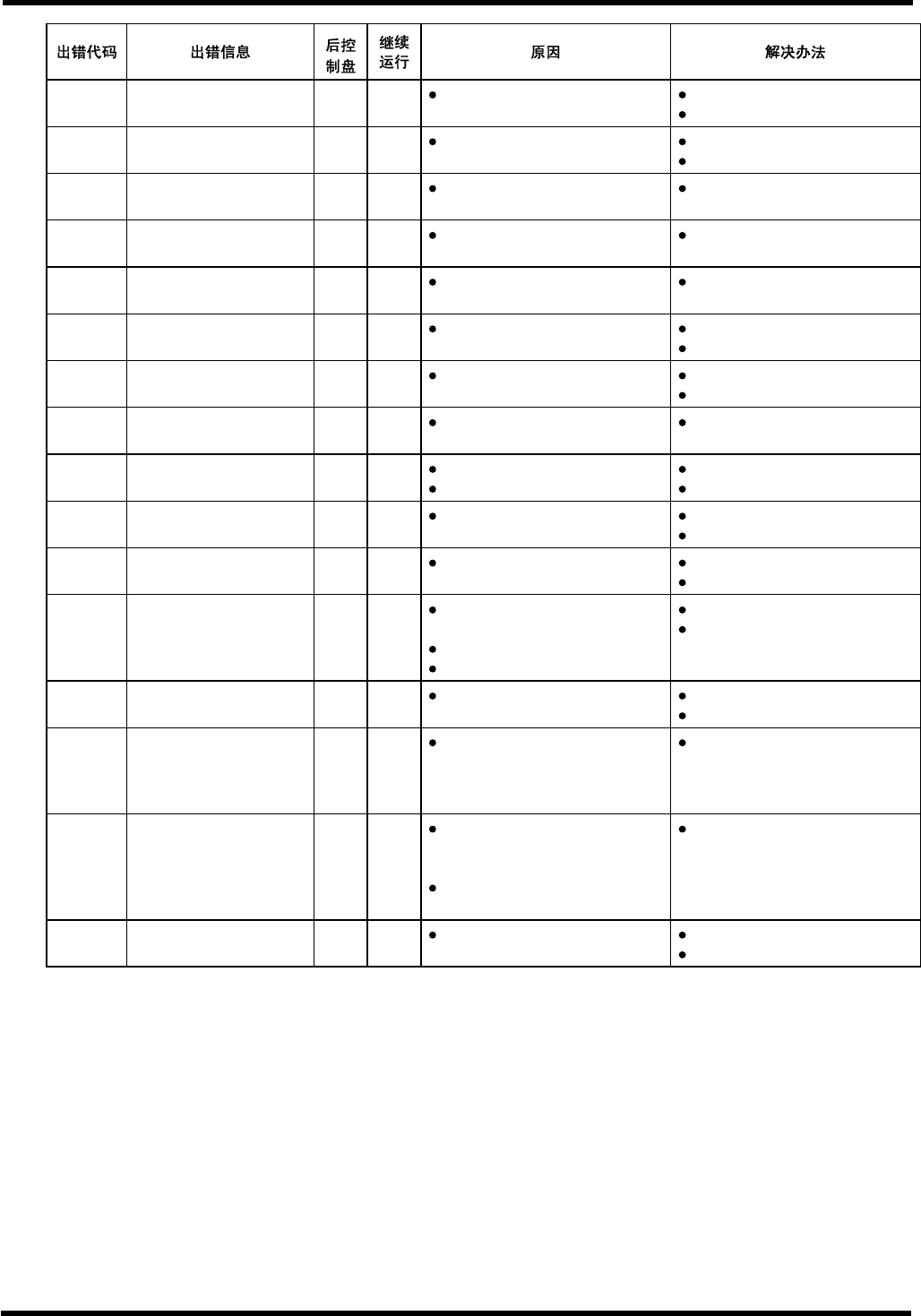
7.9 错误代码:与 SC 有关的错误(SC)
7.9. SC SC
D77OCC-91-140-A0
SC0002
等待印刷线路板
(前面)
ON OK
印刷电路板在开始装料 15 秒钟之
内未送上。
检查印刷电路板送入插件机前端
的情况。
SC0003
等待印刷线路板
(后面)
ON OK
印刷电路板未开始装料 15 秒钟之
内未装入。
检查印刷电路板装入插件机后端
的情况。
SC0004
印刷线路板在输送中漏失
ON NG
印刷线路板通过上料器的传感器
1 后 5 秒钟内没有通过传感器 2。
印刷线路板通过下料器的传感器
3 后 5 秒钟内没有通过传感器 4。
在启动印刷线路板传送程序后的
30 秒时间内不能开始传送印刷线
路板
检查印刷电路板送入装料器的情
况。
检查印刷电路板送入下料器的情
况。
检查所有的传送条件(上料器、下
料器、循环器反向极限、X-Y 工
作台原点、上料器原点)已经得到
满足。
SC0006
输送器脱离原点
ON NG
在开始回原点、运动、示教、按
“START”和和 XY 轴移动之前,
上料器轨道不在送入原点。
检查输送器原点(定位器的回原极
限传感器、上料器和下料器轨道)。
SC0013
无印刷线路板错误
ON OK
被输送的印刷线路板未妥善地放
到 XY 工作台上。
检查印刷电路板送入XY 工作台的
情况,卸下印刷电路板。
检查输送过程是否异常。
检查当输送臂降低的时候,输送臂
的销子是否正常地插在输送基准
孔中。
SC0016
输送出错
ON NG
虽然执行了印刷线路板的输送,印
刷电路板扔留在 XY 工作台上。
检查印刷电路板送入XY 工作台的
情况,卸下印刷电路板。
检查输送过程是否异常。
检查当输送臂降低的时候,输送臂
的销子是否正常地插在输送基准
孔中。
SC0017
输送器前行极限出错
ON NG
输送器前进气缸接通后 5 秒钟内
尚未到达前行极限位置。
检查印刷电路板送入 XY 工作台
的情况,卸下印刷电路板。
检查输送臂前极限传感器。
SC0018
输送器后退极限出错
ON NG
输送器后退气缸接通后 5 秒钟内
尚未到达返回极限位置。
检查印刷电路板送入XY 工作台的
情况,卸下印刷电路板。
检查输送臂前极限传感器。
SC0100
上料器轨道下行时间超过
ON NG
上料器轨道在气缸接通后 5 秒钟
内尚未到达下极限位置。
检查上料器导轨的上/下运动是否
异常。
检查上料器导轨的下极限传感器。
SC0101
上料器轨道上行时间超过
ON NG
输送器后退气缸接通后 5 秒钟内
尚未到达返回极限位置。
检查印刷电路板送入XY 工作台的
情况,卸下印刷电路板。
检查输送臂前极限传感器。
SC0200
下料器轨道下行时间超过
ON NG
上料器轨道在气缸接通后 5 秒钟
内尚未到达下极限位置。
检查上料器导轨的上/下运动是否
异常。
检查上料器导轨的下极限传感器。
SC0201
下料器轨道上行时间超过
ON NG
上料器轨道在气缸关断后 5 秒钟
内尚未到达上极限位置。
检查上料器导轨的上/下运动是否
异常。
检查上料器导轨的上极限传感器。
标有(M)的说明仅适用于维修保养。
D77OCC-91-140-A0
7.9-1
AVK3
操作手册
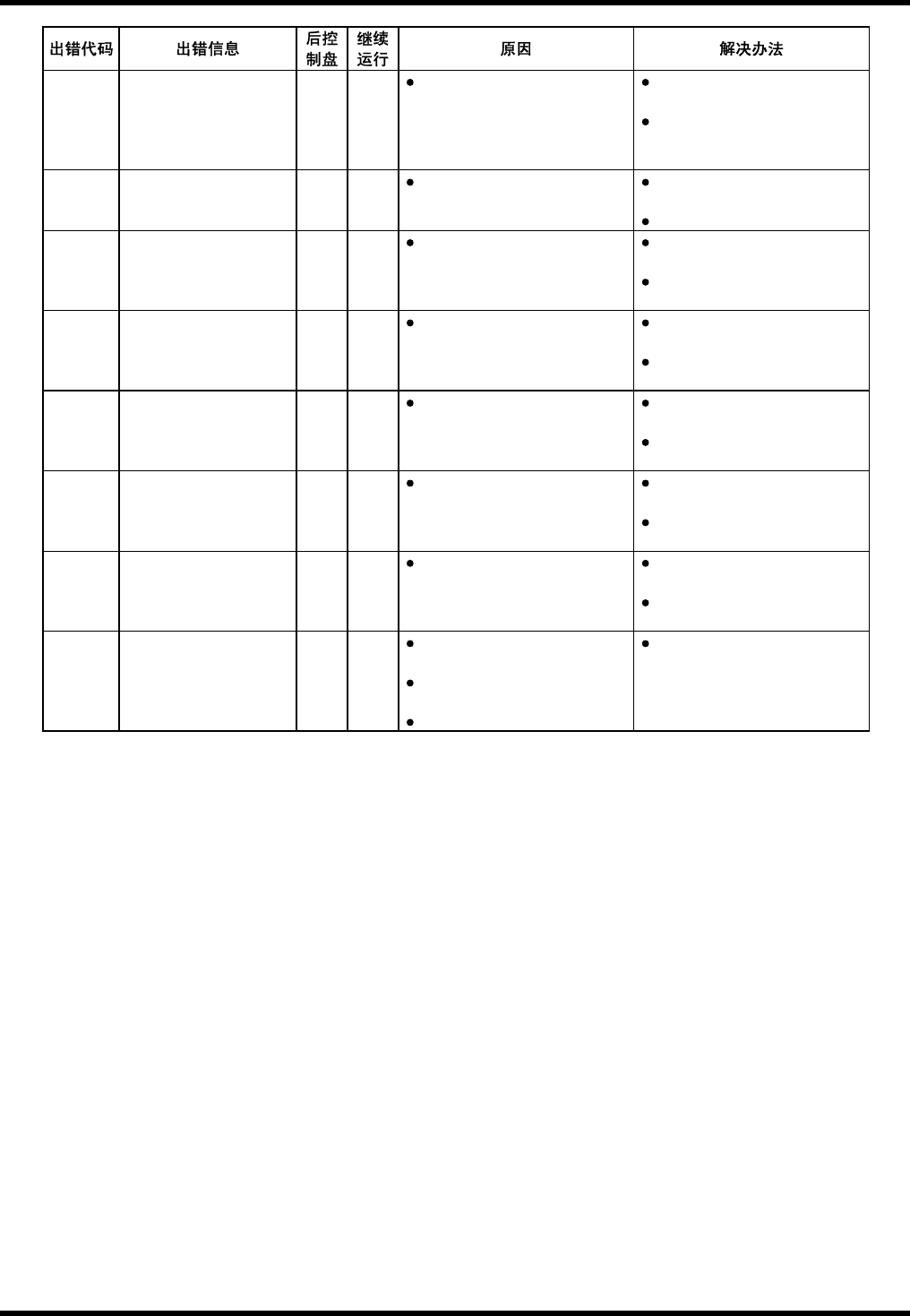
7.9 错误代码:与 SC 有关的错误(SC)
SC0400
定位器错位
ON NG
在在线模式或自动模式中,印刷
线路板送达后,定位器不能进入
定位孔,定位器传感器不亮。
检查印刷电路板送入 XY 工作台
的情况,卸下印刷电路板。
检查当定位销升起的时候,输送
臂的销子是否正常地插在输送
基准孔中。
SC0413
定位器杆前行时间超过
ON NG
定位器在气缸接通后 5 秒钟尚
未到达前进极限位置。
检查定位器销的上/下运动是否
异常。
检查定位器销的前极限传感器。
SC0414
定位器杆后退时间超过
ON NG
定位器在气缸关断后 5 秒钟尚
未到达后退极限位置。
检查定位器销的上/下运动是否
异常。
检查定位器销的回原极限传感
器。
SC0700
P.SEP 前行时间超过
ON NG
P.SEP 在气缸接通后 5 秒钟尚
未到达前行极限位置。
检查 P.SEP 气缸的的前/后运动
是否异常。
检查 P.SEP 气缸的前极限传感
器。
SC0701
P.SEP 后退时间超过
ON NG
在气缸关断后 5 秒钟尚未到达
后退极限位置。
检查 P.SEP 气缸的的前/后运动
是否异常。
检查 P.SEP 气缸的回原极限传
感器。
SC0702
推杆前行时间超过
ON NG
推杆/推力气缸接通后 5 秒钟
后它尚未到达前行极限位置。
检查推杆的的前/后运动和推力
气缸的上/下运动是否异常。
检查推杆和推进气缸的前极限
传感器。
SC0703
推杆后退时间超过
ON NG
推杆/推力气缸关断后 5 秒钟
后它尚未到达后退极限位置。
检查推杆的的前/后运动和推力
气缸的上/下运动是否异常。
检查推杆和推进气缸的回原极
限传感器。
SC1016
S.C 卡光学回路出错
OFF NG
接收到来自 SC 卡的光学回路的
出错信号。
光学回路被切断或连接不良,或
光量不稳定。
光学模件损坏。
检查光学回路是否连接到 SC
卡。
标有(M)的说明仅适用于维修保养。
D77OCC-91-140-A0
7.9-2