高速引脚元件轴向插件机.pdf - 第45页
AVK3 操作手册 3.2 机器动作 3.2 .3 WH WA 插入机构图 说明 交流伺服电机驱动皮带, 皮 带进而 转动插入单元的球头螺钉。 (插入 单元和砧座的工作状况相同) 插 入 单 元 和 砧 座 单 元 返 回 复 位 部 件以下的计算的原始位置。 ( 在 原 始 位 置 上 插 入 跨 距 P=5.00 。) 在自动和半自动模式, 插入跨距按 NC 数据改变。 交流伺服电机 球头螺钉 插入单元 皮带 砧座侧也相同 D77O…
AVK3
操作手册
3.2 机器动作
机构图 说明
在 CONT 模式下,X-Y 工作台移
向下一组的数据位置。
插入头操作重复步骤 4 至 6。
若发生插入错误,按 M.ORG 来
停止操作。信号灯亮。
在对印刷线路板处理过程中切
换到径向部件插入时,插入头停
止在原位,而且跳线单元返回。
然后,插入头开始轴向元件插
入。(这时,插入头会顺时针/逆
时针方向旋转约 30°。)
6
= =
完成老化后在跳线第一插入点,可能会出现插入错误。
(这是因为跳线可能会根据老化的 NC 程序被切断。)
D77OCC-13-100-A0
3.2-7
AVK3
操作手册
3.2 机器动作
3.2.3
WH WA
插入机构图 说明
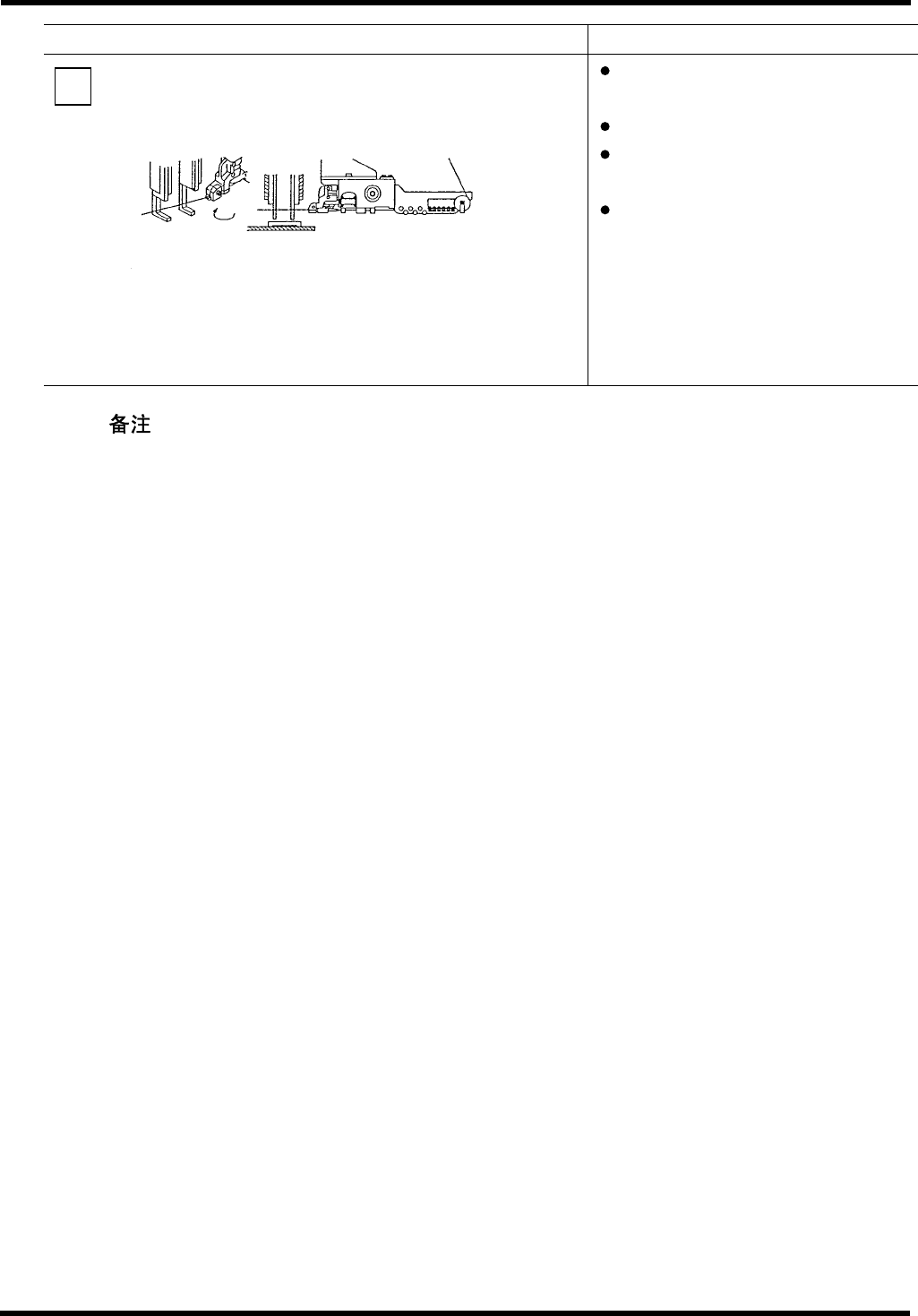
交流伺服电机驱动皮带,皮带进而
转动插入单元的球头螺钉。(插入
单元和砧座的工作状况相同)
插入单元和砧座单元返回复位部
件以下的计算的原始位置。
( 在 原 始 位 置 上 插 入 跨 距
P=5.00。)
在自动和半自动模式,插入跨距按
NC 数据改变。
交流伺服电机
球头螺钉
插入单元
皮带
砧座侧也相同
D77OCC-13-100-A0
3.2-8
AVK3
操作手册
3.2 机器动作
W
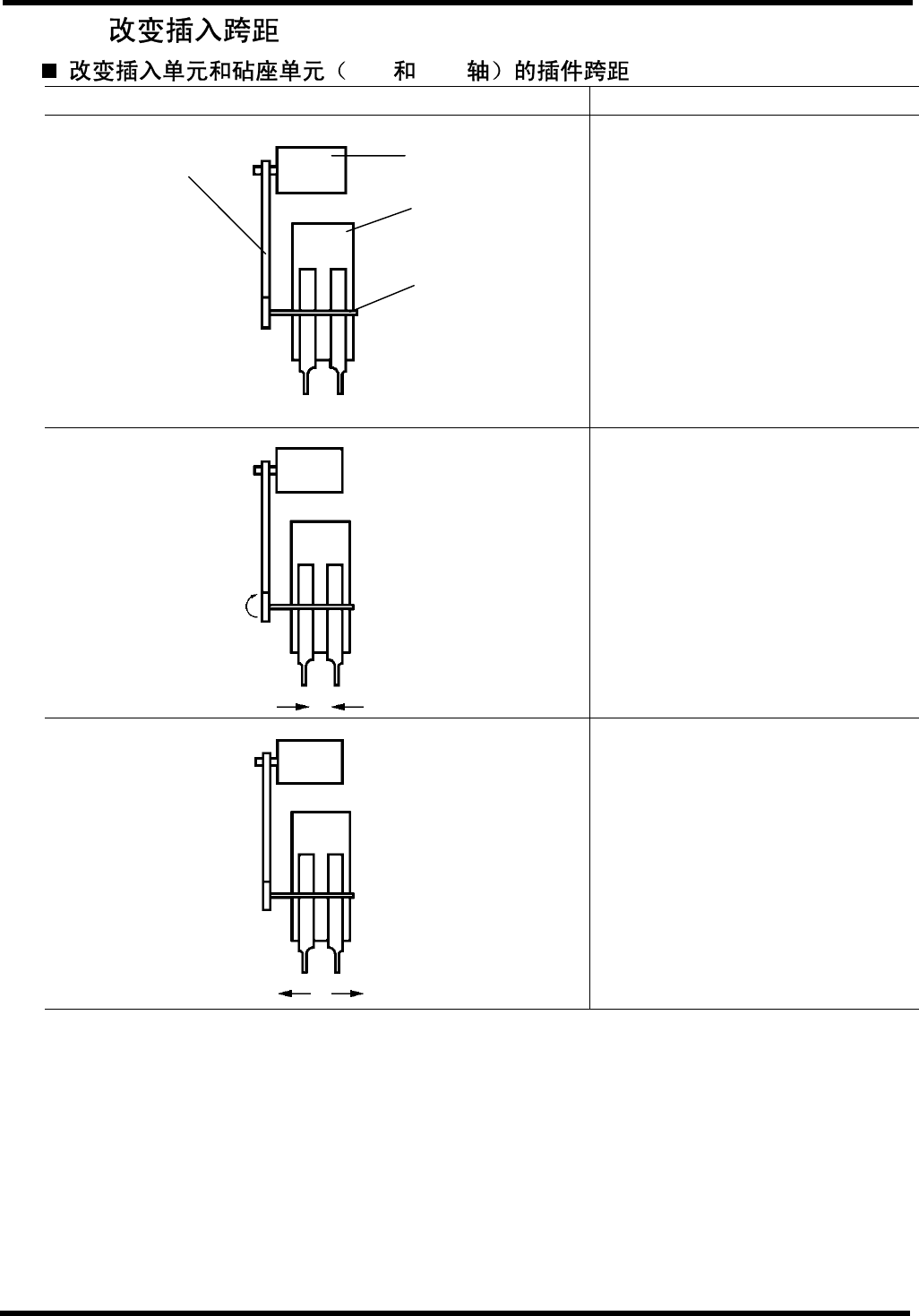
在原始位置插件跨距为 5.00mm。当 W 轴返
回它的原始位置时,插入单元和砧座单元的跨
距即变成 5.00mm。
最小插入跨为 5.00 mm,规定的间距不得小于
5.00mm。
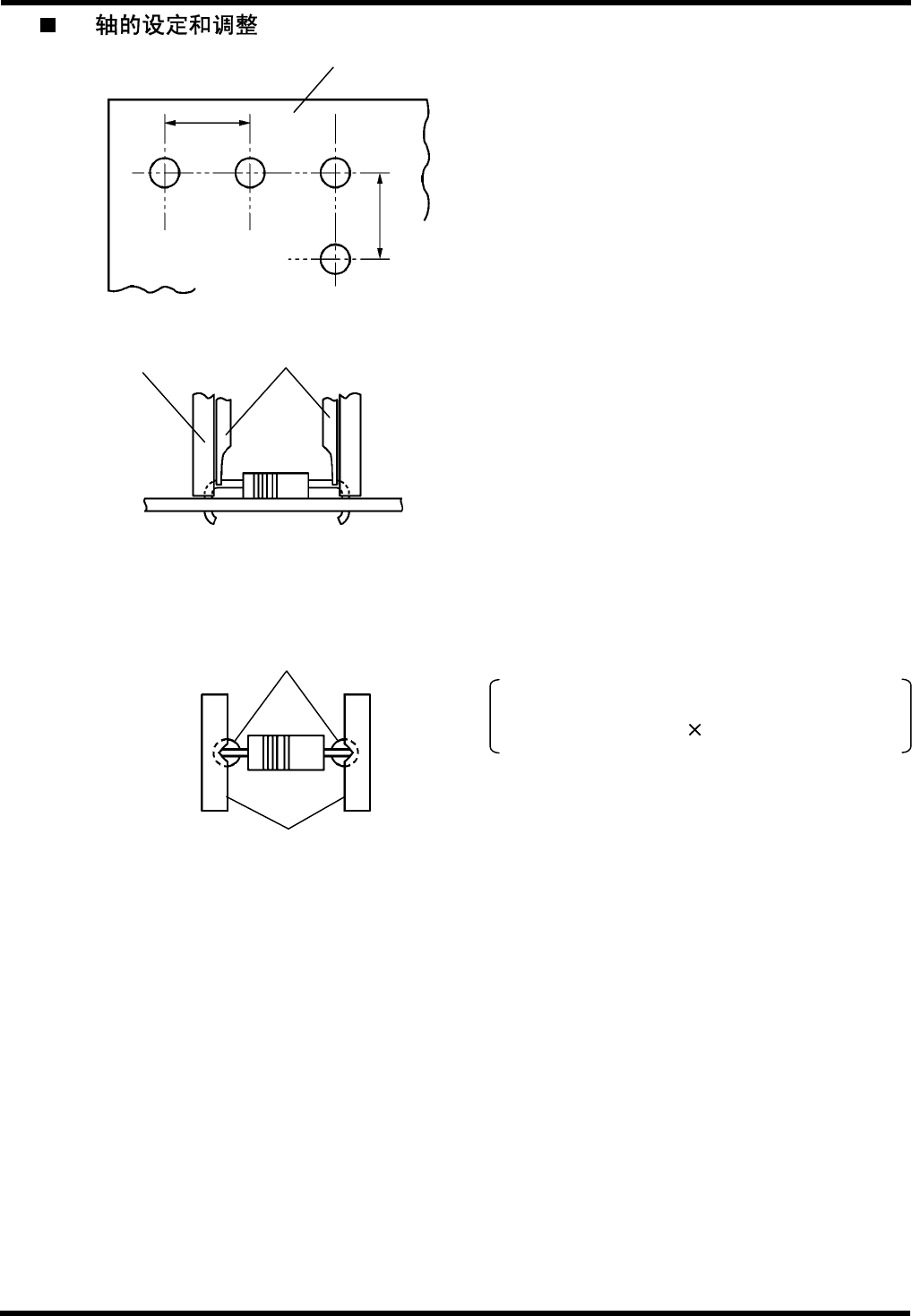
W 轴数据是关于印刷线路板的插入间距的,插
件机用它来修正插入跨距。
按照使电子元件的引线处于印刷线路板上插
件孔中心的原则来设定插入导轨之间以及切
刀之间的宽度。
在设定插入间距时,控制器(NC 单元)进行以
下的计算:
插入跨距=(NC 数据-标准跨距)+引线直径偏差
标准跨距: 5.00 mm
引线直径偏差:1.4 (元件引线直径-0.4)
P
P
印刷线路板
推杆
插入导轨
(前视图)
插入孔
插入导轨
D77OCC-13-100-A0
3.2-9