高速引脚元件轴向插件机.pdf - 第55页
AVK3 操作手册 3.3 主操纵盘 显示 1 2 3 4 DURING RECOGNITI ON PRESENT BLOCK FEEDER NEXT BLOCK 1 FEEDER 121 NEXT BLOCK 2 FEEDER 121 X +0.00 mm (ORIGIN D) ∗ X ∗ WH ∗ V Y +0.00 mm ∗ Y ∗ WA ∗ T WA +5.00 mm ∗ HEAD ∗ ZL ∗θ H ∗ U WA +5.00…
AVK3
操作手册
3.3 主操纵盘
3.3.
D77OCC-13-020-A0
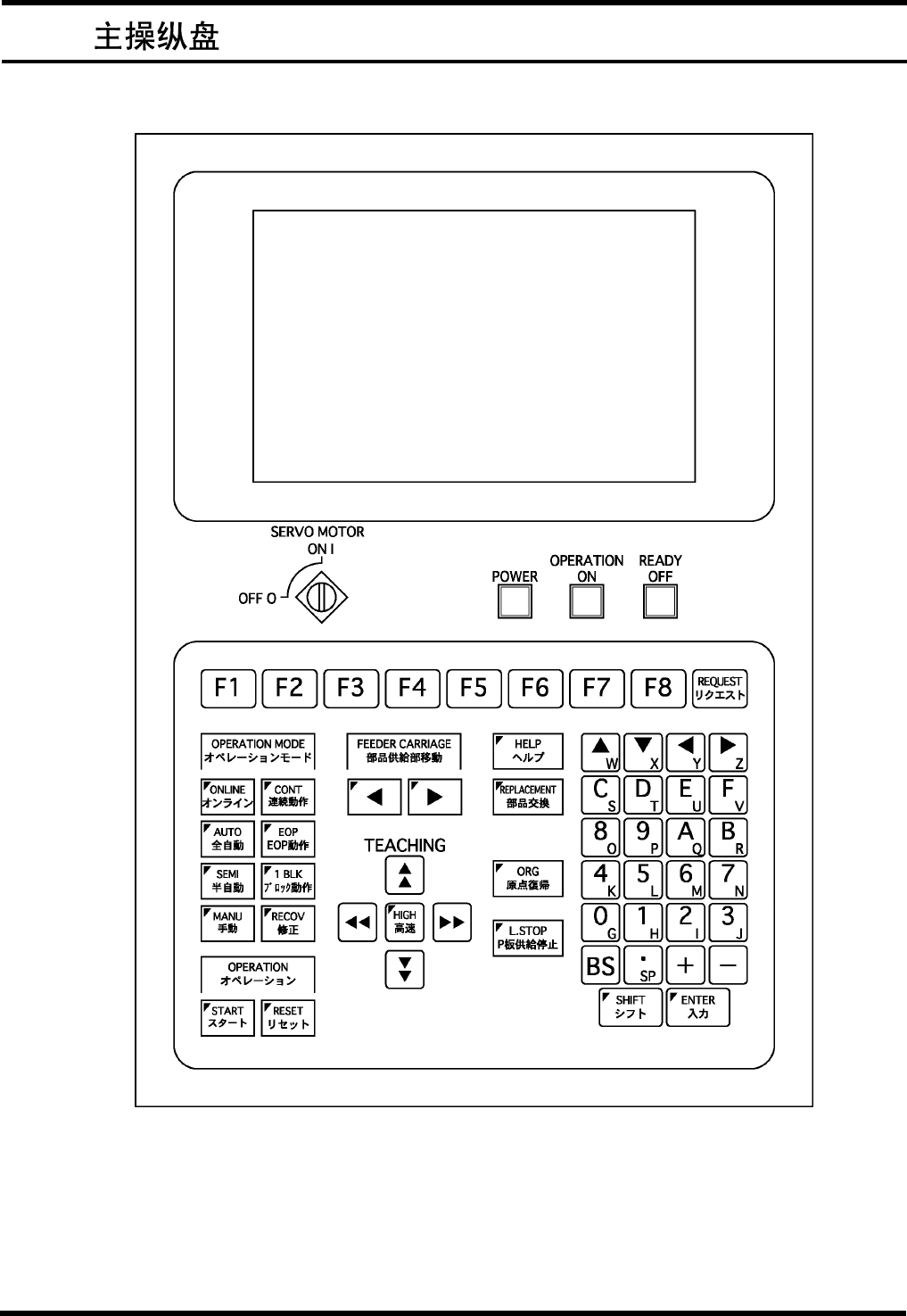
在手动模式时操作各轴用,以及使用维修功能时用。
显示:通过操纵盘显示输入的数据,以及与 AVK3 操作等有关的信息。
键/开关控制部分:
该部的键和开关用于接通和关断电源和伺服电机的激磁电流,进行手动选择和示教、
输入数据。
D77OCC-13-020-A0
3.3-1
AVK3
操作手册
3.3 主操纵盘
显示
1 2 3 4
DURING RECOGNITION
PRESENT BLOCK FEEDER
NEXT BLOCK 1 FEEDER 121
NEXT BLOCK 2 FEEDER 121
X +0.00 mm (ORIGIN D) ∗X ∗WH ∗V
Y +0.00 mm ∗Y ∗WA ∗T
WA +5.00 mm ∗HEAD ∗ZL ∗θH ∗U
WA +5.00 mm ∗TRANSFER ∗ZR ∗θA
INSERT DIR 0 °
PUSH START KEY TO PRODUCT.
PUSH REQUEST KEY TO SHOW SERVICE MENU.
NC DATA = PJW1 1 P. C. B. TACT = 0
PARTS DATA = D321 PRODUCT PLAN = 0
P.C.B. DATA PRODUCT COUNT =
Z MODE = CONNECT. Z SELECT = ZL
STARTING
BLOCK
XY AXIS
TEACHING
Z AXIS
SELECT
< F1 > < F2 > < F3 > < F4 > < F5 > < F6 > < F7 > < F8 >
(120 站设备)
(120 站设备)
(120 站设备)
FULL-AUTO EOP MC / STATUS YYY-MM-DDHH:MM
5
10
6
7
8
9
1
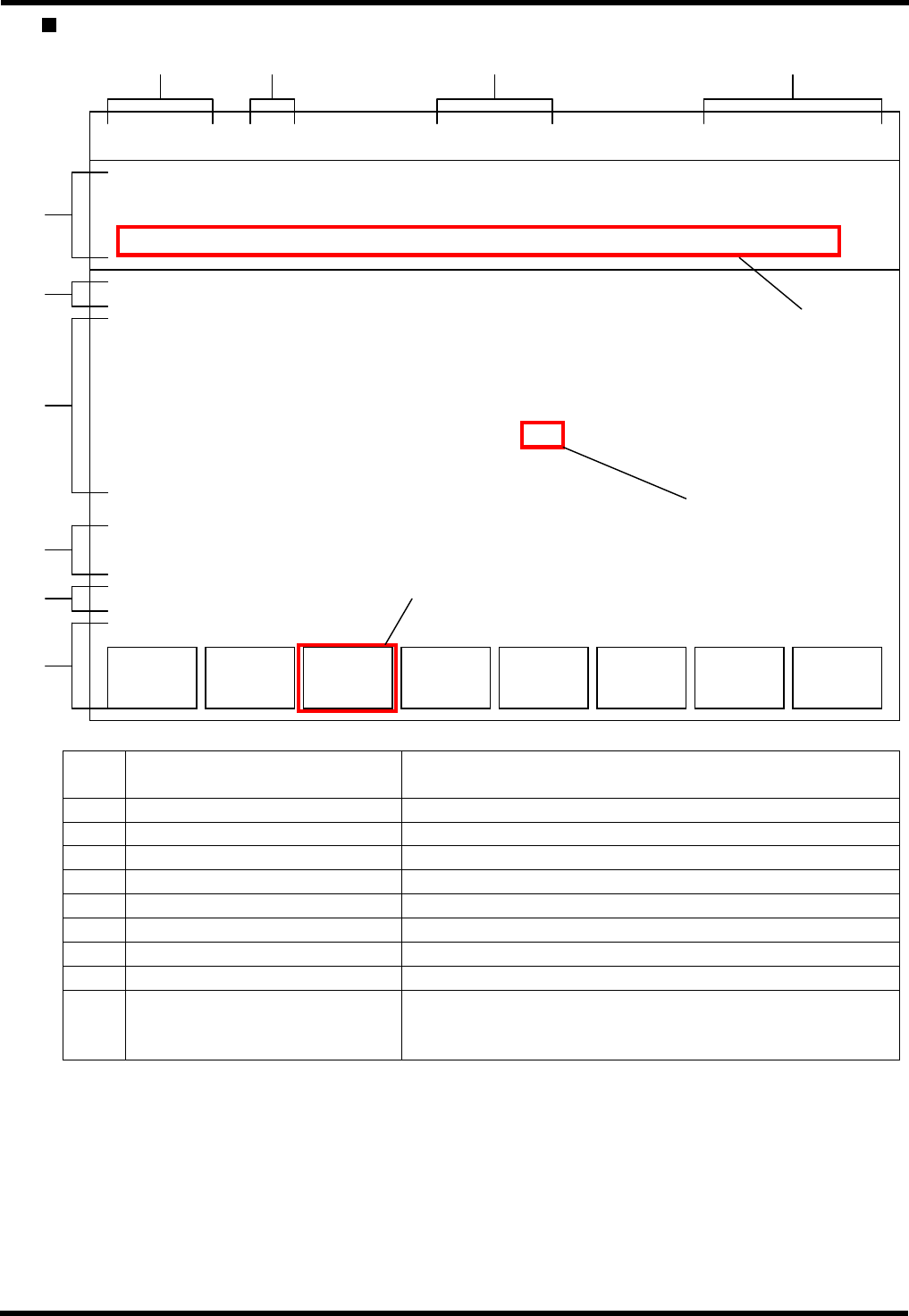
操作模式显示
显示当前的操作模式是:“手动”、“半自动”、“自动”或
“在线”。
2
作用模式显示 显示当前起作用的模式是:“1 BLOCK”、“EOP”、或“CONT”。
3
功能显示 显示当前选用的功能。
4
日期显示 显示现在的日期和时间。
5
生产显示 显示现在的生产状况。
6
数据显示 显示当前过程的数据。
7
运行信息显示 向用户显示运行中的信息。
8
出错信息显示 当出现错误时显示出错信息。
9
功能键显示 显示功能键菜单供选择。
10 机器状况显示
显示机器当前的状况。正常插件时无显示内容。显示条目为:
“老化模式”、“在识别中”、“识别错误”、“不良标记运
行。”
D77OCC-13-020-A0
3.3-2
AVK3
操作手册
3.3 主操纵盘
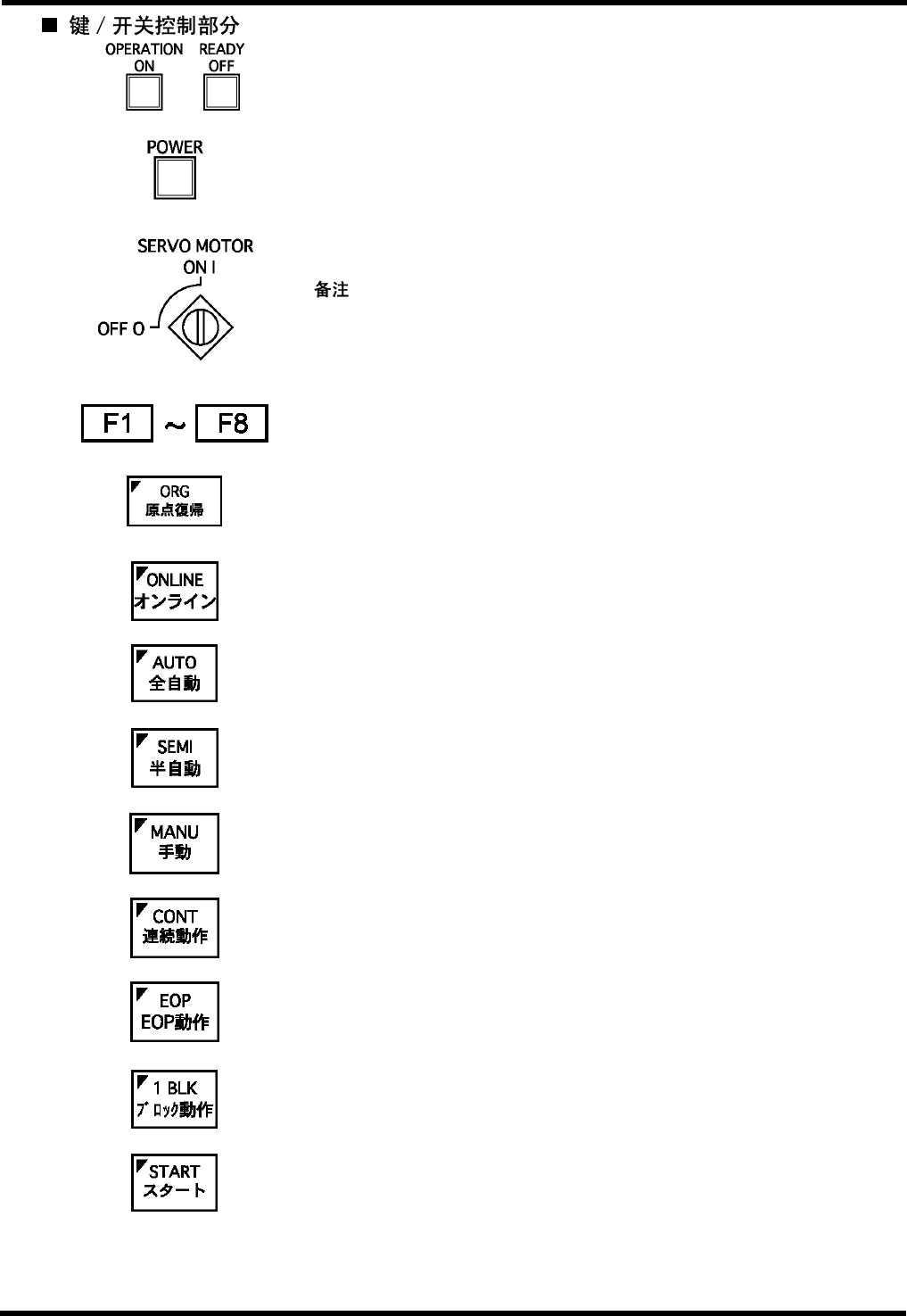
向 Panadac-783F 控制器、交流伺服电机驱动器和其他单元供电,使 AVK3
准备开始工作
切断 Panadac-783F 控制器、交流伺服电机驱动器和其他部件的电源:按下
此开关后,AVK3 便不能开动。
接通或切断伺服电机的励磁电流。
= =
如果切断了伺服电机的励磁电流,则 X-Y、ZL、ZR 的轴等要用手动,当伺
服电机的励磁电流重新接通(按“RESET”除外)时以上各轴会自动快速回复
到它们以前的位置。
用于从屏幕显示的菜单中选择功能。
使交流伺服电机返回原点。
(当实行返回原点时,务必确认机器处于手动模式,而循环定时器读数为 0°。)
用于将 AVK3 和与它相连的选购设备(主计算机、PanaData 终端、P942A 等)
设定为 On-line(在线)模式以输入或输出数据。
自动运行模式。此模式通常用于生产运行。
半自动运行模式。用于在开始正式生产前检查 NC 数据。
手动模式。用于通过主操纵盘和副操纵盘进行手动运行(日常检查)。
连续作用模式。以相同的 NC 数据继续运行下去。
EOP 作用模式。执行此 NC 数据至最后一程序段,此段以后即停机。
1 Block 作用模式。仅执行指定的一个程序步。在自动运行模式时按此键,
机器在完成正在进行的一步后停止。
用于起动自动和半自动运行。
D77OCC-13-020-A0
3.3-3