高速引脚元件轴向插件机.pdf - 第57页
AVK3 操作手册 3.3 主操纵盘 在出错时用。 当出现一个出错信息时: 排除出错原因后,按此键清除出错信息使机器能够运行。 当未出现出错信息时: 返 回 程序 第 一 步 运 行 。 ( 机器 停 止 后 总 是 要 按 此“ RESET( 复 位 )” 键 。 按 “ RESET( 复位 ) ” 键会使机器在执行一个程序块之 后停止在 M.ORIGIN 处 ) 当在自动运行时发生插入错误 ( 包括矫正插入错误 ) 已经停机时此键…
AVK3
操作手册
3.3 主操纵盘
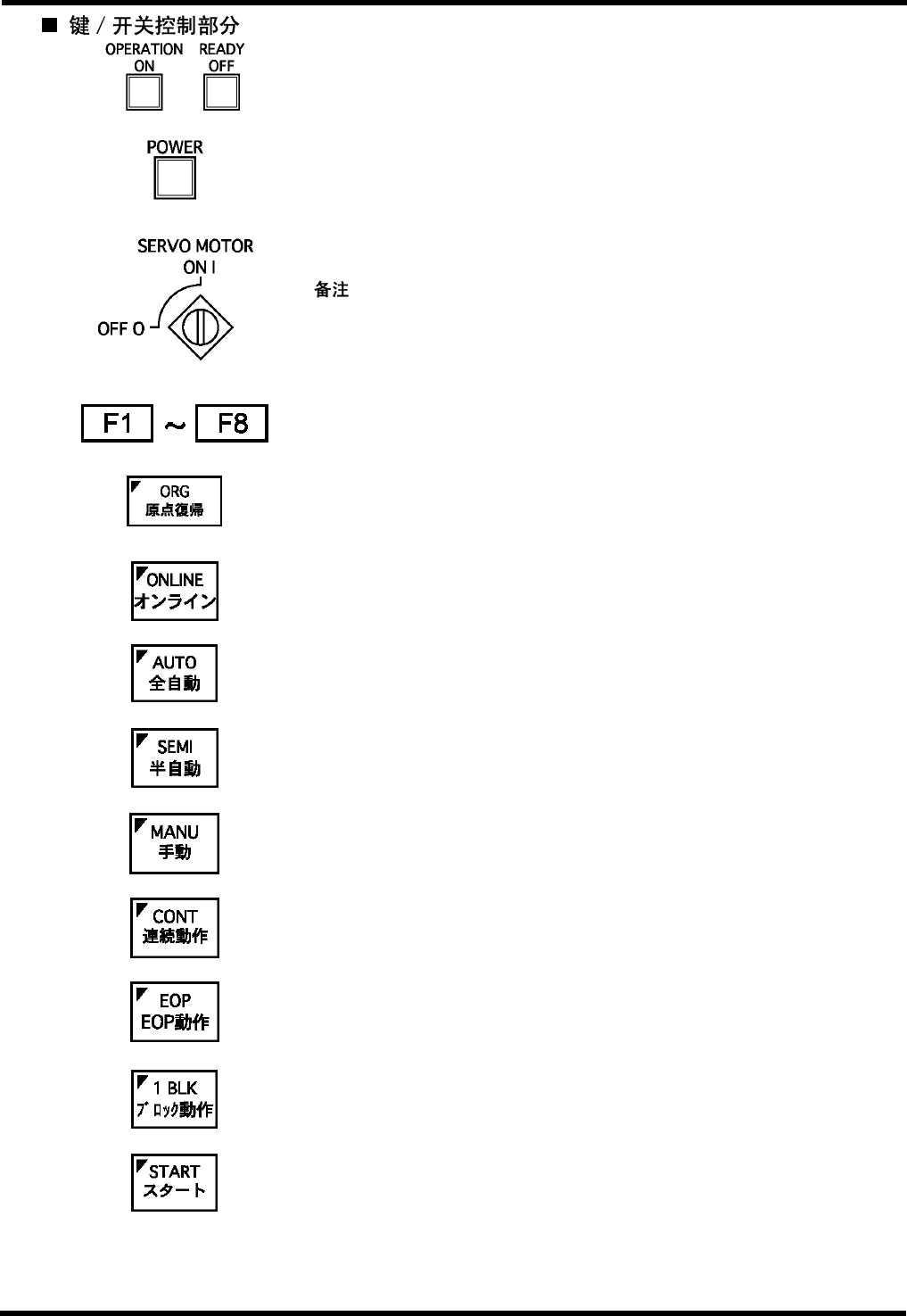
向 Panadac-783F 控制器、交流伺服电机驱动器和其他单元供电,使 AVK3
准备开始工作
切断 Panadac-783F 控制器、交流伺服电机驱动器和其他部件的电源:按下
此开关后,AVK3 便不能开动。
接通或切断伺服电机的励磁电流。
= =
如果切断了伺服电机的励磁电流,则 X-Y、ZL、ZR 的轴等要用手动,当伺
服电机的励磁电流重新接通(按“RESET”除外)时以上各轴会自动快速回复
到它们以前的位置。
用于从屏幕显示的菜单中选择功能。
使交流伺服电机返回原点。
(当实行返回原点时,务必确认机器处于手动模式,而循环定时器读数为 0°。)
用于将 AVK3 和与它相连的选购设备(主计算机、PanaData 终端、P942A 等)
设定为 On-line(在线)模式以输入或输出数据。
自动运行模式。此模式通常用于生产运行。
半自动运行模式。用于在开始正式生产前检查 NC 数据。
手动模式。用于通过主操纵盘和副操纵盘进行手动运行(日常检查)。
连续作用模式。以相同的 NC 数据继续运行下去。
EOP 作用模式。执行此 NC 数据至最后一程序段,此段以后即停机。
1 Block 作用模式。仅执行指定的一个程序步。在自动运行模式时按此键,
机器在完成正在进行的一步后停止。
用于起动自动和半自动运行。
D77OCC-13-020-A0
3.3-3
AVK3
操作手册
3.3 主操纵盘
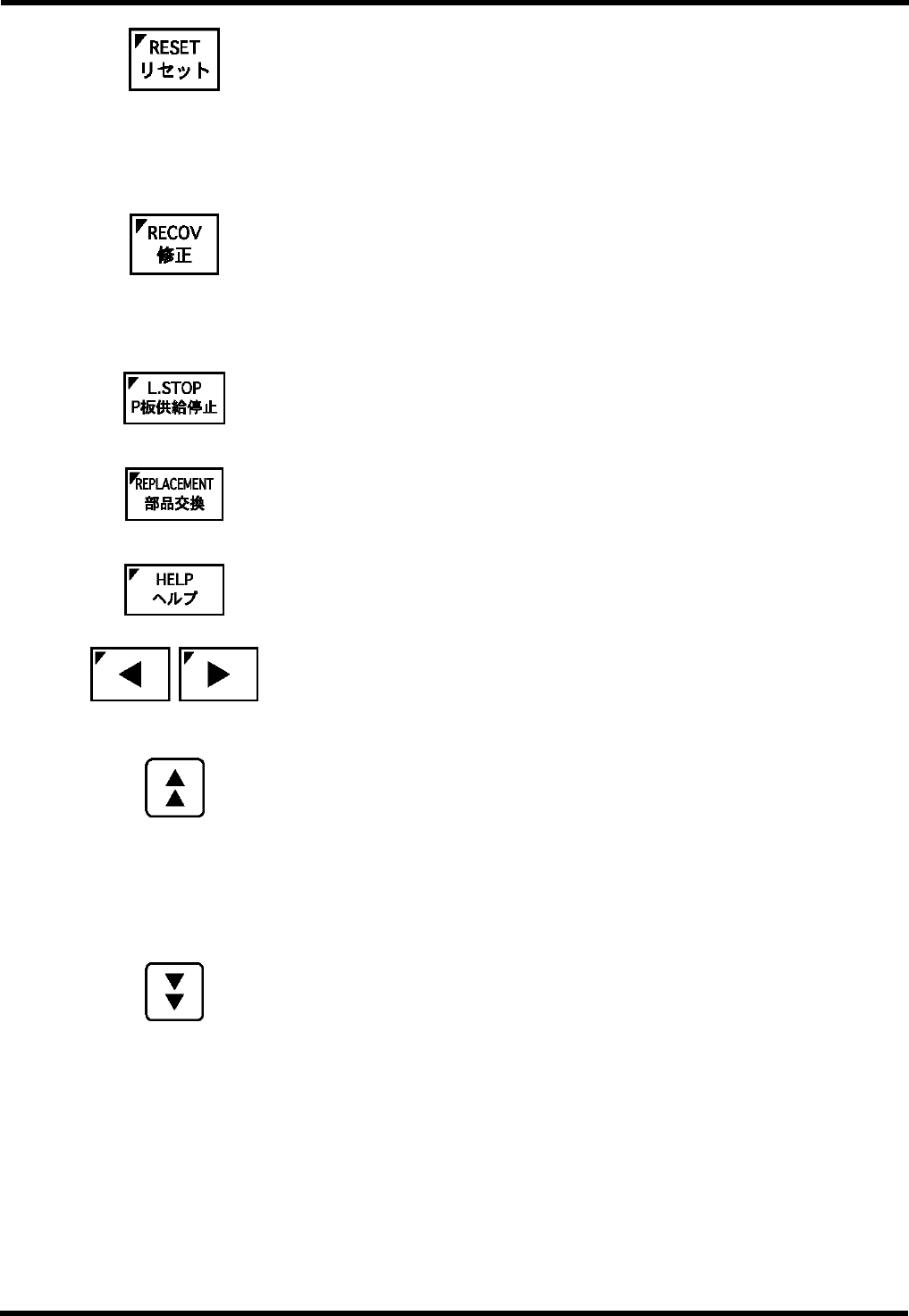
在出错时用。
当出现一个出错信息时:
排除出错原因后,按此键清除出错信息使机器能够运行。
当未出现出错信息时:
返回程序第一步运行。(机器停止后总是要按此“RESET(复位)”键。 按
“RESET(复位)”键会使机器在执行一个程序块之后停止在 M.ORIGIN 处)
当在自动运行时发生插入错误(包括矫正插入错误)已经停机时此键亮。
当按“RECOV(补插)”时:
忽略插入错误。按“START”键,将重新开始运行(放弃插入该错误的一
段)。
不按“RECOV(补插)”时:
按“START”键,则重新尝试插入元件。(补插)
停止输入新的印刷线路板。在 X-Y 工作台上的印刷线路板插件完成后即
下料,然后停机。(计划内的生产作业完毕)
将元件供料架(Z 轴)送到供料位置。
用于打开求助功能屏与使用功能菜单屏或机器状况显示屏之间的屏幕。
用于在自动(包括在线)和半自动模式时将当前选择的 Z 轴移动 1 个间
距。
按此键一次,Z 轴移动 1 个跨距(供料器)。(持续按住此键,Z 轴的移动也不
会超过 1 个间距)。
在手动模式时: 向插件机后端移动 X-Y 工作台。
或者向上移动 V 轴(插入高度)。
或者向前转动 T 轴(转动夹)。
在识别初始设定时: 向上移动指针。
或者将窗口向上移并放大。
宽度自动调整(任选)时: 将 XY 轨道、上料器轨道和下料器轨道移向插件
机背部。
在手动模式时: 向插件机前端移动 X-Y 工作台。
或者向下移动 V 轴(插件高度)。
或者向后转动 T 轴(转动夹)。
在识别初始设定时: 向下移动指针。
或者将窗口向下移动并缩小。
宽度自动调整(任选)时: 将 XY 轨道、上料器轨道和下料器轨道移向插件
机前面。
D77OCC-13-020-A0
3.3-4
AVK3
操作手册
3.3 主操纵盘
在手动模式时: 向插件机左边移动 X-Y 工作台。
或者向左移动 Z 轴(供料架)。
或者向外移动 W 轴(插件跨距)。
或者向前转动θ轴(插入方向)。
或者使 U 轴(JW 供料器)供给跳接线。
在识别初步设定时: 向左移动指针。
或者将窗口向左移动并放大。
宽度自动调整(任选)时: 将定位销移到插件机左侧。
在手动模式时: 向插件机右侧移动 X-Y 工作台。
或者向右移动 Z 轴(供料架)。
或者向内移动 W 轴(插件跨距)。
或者向后转动θ轴(插件方向)。
或者使 U 轴(JW 供料器)供给跳线。
在识别初始设定时: 向右移动指针。
或者将窗口向右移动并放大。
宽度自动调整(任选): 将定位销移到插件机右侧。
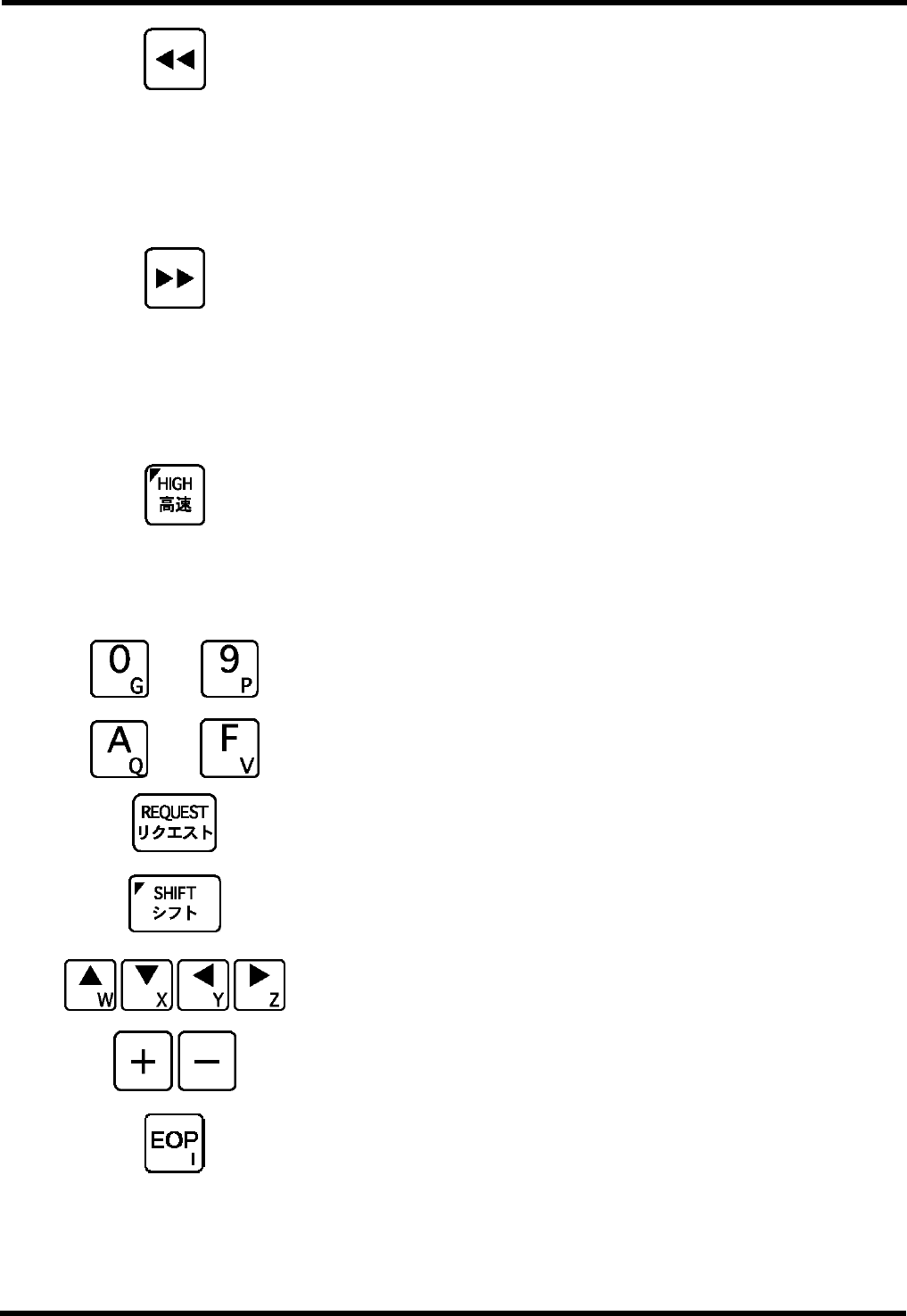
在手动模式时: 当按此键时,它的指示灯亮,轴会高速移动。
(当再按此键时,它的指示灯熄灭)。
在识别初始设定时: 当按此键时,它的指示灯亮,指针和窗口会高速
移动。
(当再按此键时,它的指示灯熄灭)。
∼
用于输入字母和数字 0-9 和 A-F(当按“SHIFT”键时为 G-Z)。
∼
用于转换到使用功能菜单和插件机状态显示屏。
用于输入字母 G-Z(当它亮时)。
用于移动屏幕上的光标。光标会按键上箭头方向移动。
用于输入“+”和“-”符号,
“+”号可以省略。
将光标强制移到 NC 数据最后一步或 NC 数据和元件数据编辑中的元件
数据的最后一段。
D77OCC-13-020-A0
3.3-5