高速引脚元件轴向插件机.pdf - 第62页
AVK3 操作手册 3.4 副操纵盘 在手动模式时用于放松滑动夹停止缸 ( 在此状态下滑动夹能向前移 动 ) 。 在手 动模 式时 用 于 锁定滑 动 夹停 止缸 ( 在 此状 态下滑 动 夹不 能 向前 移 动 ) 。 = = 当 T 轴倾斜时,以上两键不起作用。 关断插件头轴 (H 轴 ) 的励磁电流。 驱动下料器轨道气缸。 驱动上料器轨道气缸。 驱动下料器皮带。 驱动上料器皮带。 将印刷线路板输送单元移向左侧。 将印刷线路板输送…
AVK3
操作手册
3.4 副操纵盘
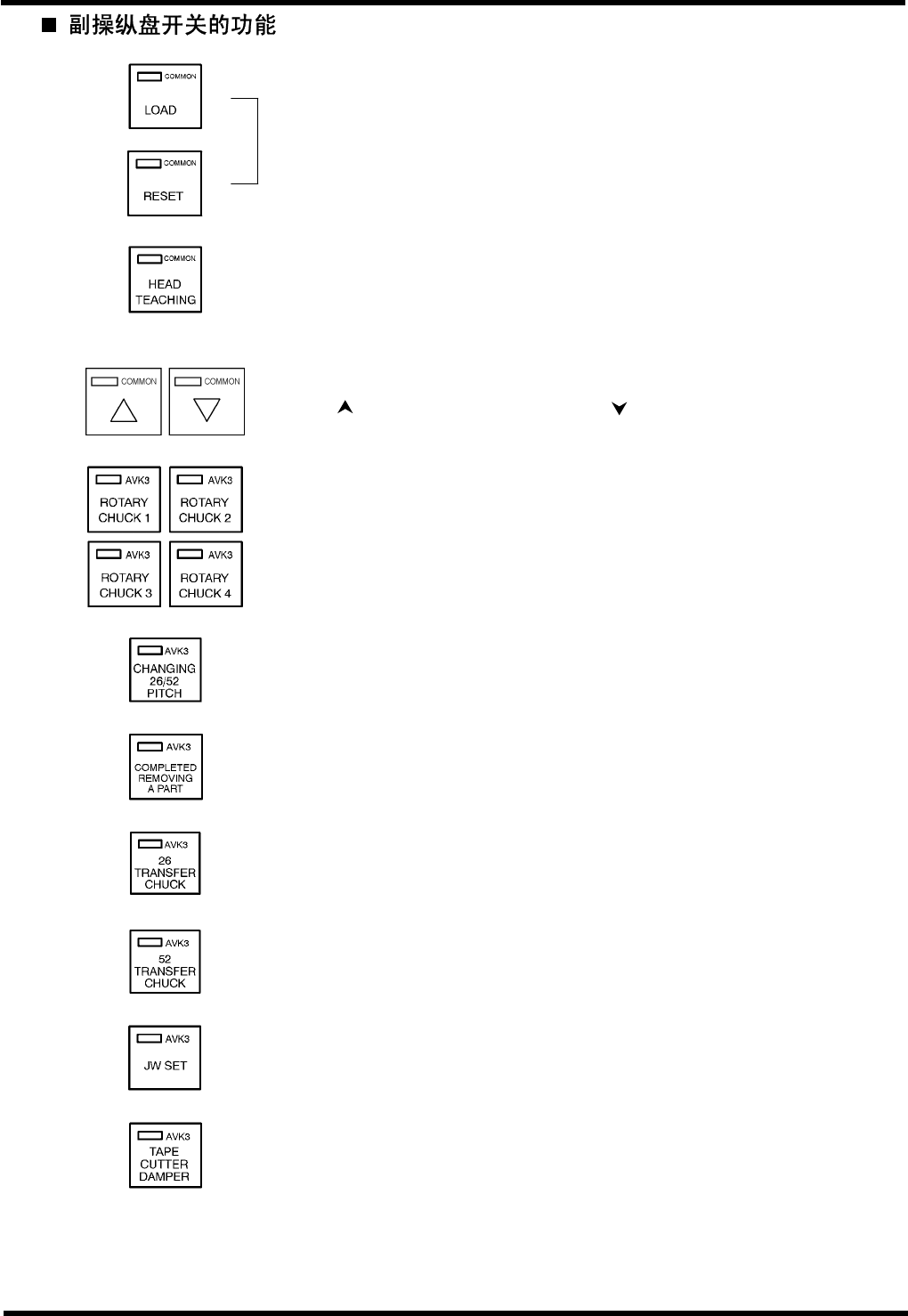
在半自动模式中,依次按“RESET”、“LOAD”,即输送印刷线
路板。
在半自动和自动模式中用于插件头轴的示教。
在半自动和自动模式中示教功能期间,按此键时,插件头轴(插入
单元)缓慢下行至插入位置。再按此键,插件头轴返回它的原始位
置。
在插件头示教时,插件头轴可以通过按这两个键进行微调。
按“ ”,使插件头轴上行,按“ ”使插件头轴下行。一直按住
此键不放,则插件头轴一直移动。
在手动模式时,接通或关断转动夹的夹头。按此键闭合旋转夹。
在手动模式时,用来将滑动夹之中的一个向前移动 26 mm。
按此键使夹头向前移动,再按此键时使夹头向后移动。
在自动和半自动模式时出现元件夹持错误时,将运行模式改变成手
动模式并按此键,错误即会消除。
在手动模式时,用于操作滑动夹中的 26 mm 夹头。按此键张开此
夹头。(此夹头通常是闭合的)。
在手动模式时,用于操作滑动夹中的 52 mm 夹头。按此键张开此
夹头。(此夹头通常是闭合的)。
在手动模式时按夹头滑动停止键后,按此键使 JW 单元前进到插入
单元侧。(JW 单元已设定好)。
在手动模式时用于操作编带切刀翻转气缸。
按此键接通该气缸,移动切刀使各编带切刀互相之间不碰。
D77OCC-13-030-A0
3.4-2
AVK3
操作手册
3.4 副操纵盘
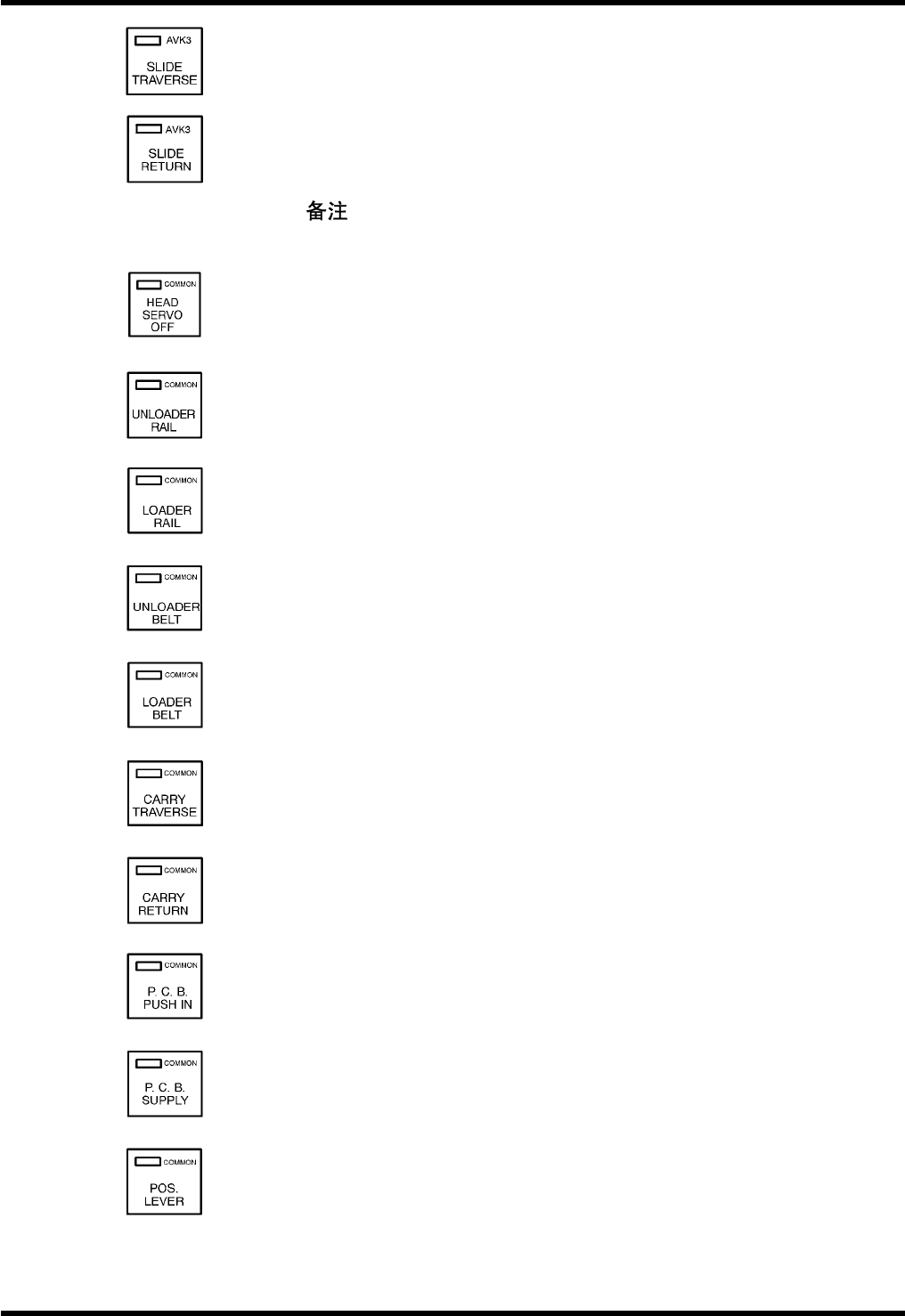
在手动模式时用于放松滑动夹停止缸(在此状态下滑动夹能向前移
动)。
在手动模式时用于锁定滑动夹停止缸(在此状态下滑动夹不能向前
移
动)。
= =
当 T 轴倾斜时,以上两键不起作用。
关断插件头轴(H 轴)的励磁电流。
驱动下料器轨道气缸。
驱动上料器轨道气缸。
驱动下料器皮带。
驱动上料器皮带。
将印刷线路板输送单元移向左侧。
将印刷线路板输送单元移向右侧。
驱动印刷线路板推入气缸。
驱动印刷线路板供给电动机。
接通/关断定位器的移动。
D77OCC-13-030-A0
3.4-3
AVK3
操作手册
3.4 副操纵盘
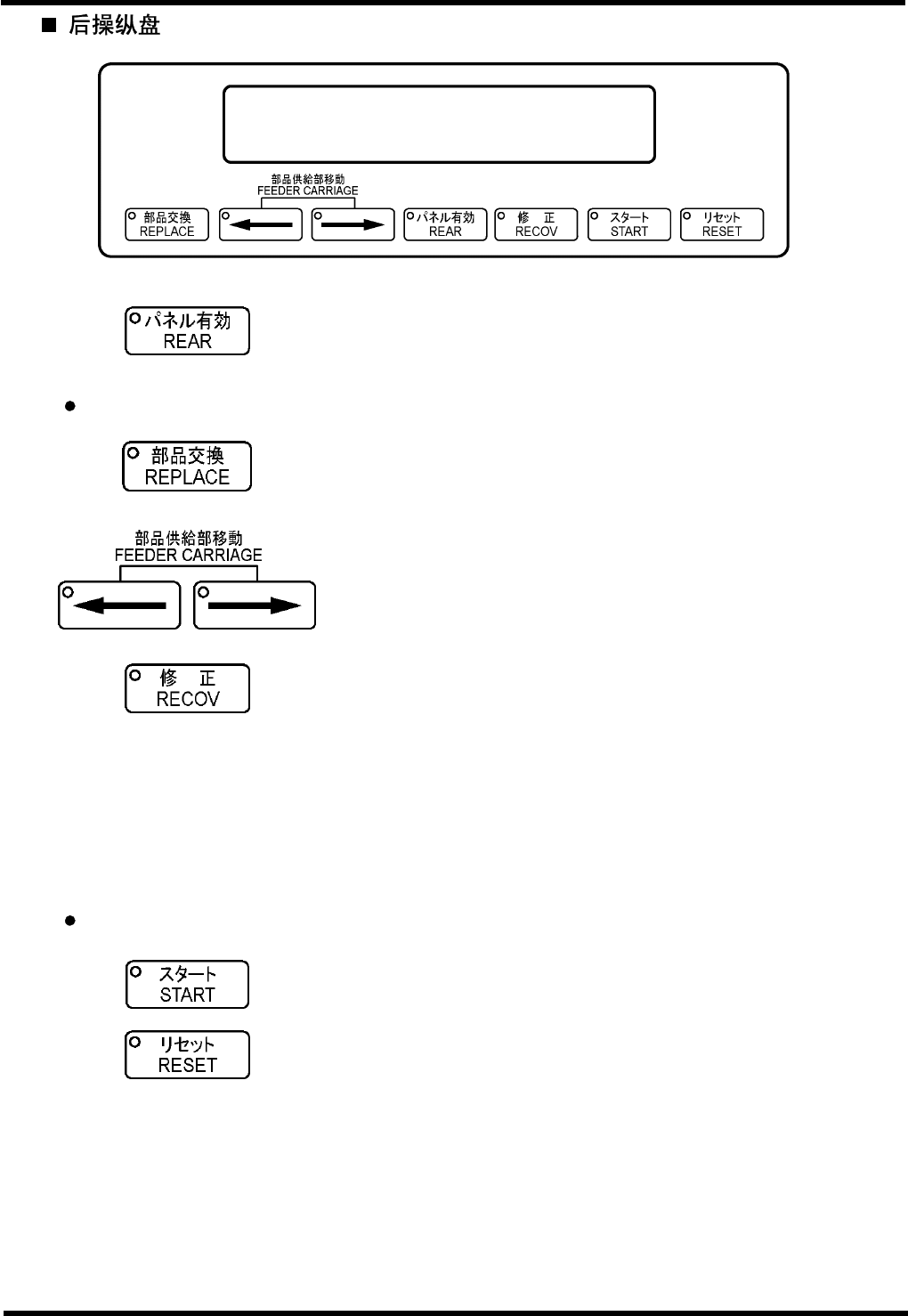
使后操纵盘可用。(该指示灯亮)。
“REAR(后)”键起动后,以下这些键可用。
按下此键时,可以将 ZL 和 ZR 供料架(120 站设备)或 ZR
供料架(60 站设备)送到备用位置(指示灯亮)。
再按此键将供料架送回到原来位置。(指示灯熄灭)。
在自动模式时当“REAR(后)”键亮且由于元件用完等停止
运行时用。
将供料架(Z 轴)在键上所印的方向输送。
在自动模式时当一种插入错误使插件机停止运行时用。
当按“RECOV(恢复)”键时(指示灯熄灭);
忽略插入错误。按“START”键,则重新开始运行。
放弃插入该错误的一段。
当不按“RECOV(恢复)”键时(指示灯亮);
按“START”键,则重新尝试插入元件。(恢复插入)
其它键
起动自动运行。
当屏幕上出现出错信号时用。
当出现一个出错信息时;
排除出错原因后,按此键清除出错信息。
D77OCC-13-030-A0
3.4-4