高速引脚元件轴向插件机.pdf - 第79页
AVK3 操作手册 4.1 启动(接通电源) 按开始键“ START ”重新开始生产,注 ) 3 关上所有罩盖, 按 “ START (启动)” 键取 消安全 停机状态。 关闭插件头制动开关 SW , 接通插件头制动释放使能开 关,用手柄手动旋转插件头,调整循环定时器角度至 353 ° ~358 ° 。 注 1 : 在原点或 T 轴的 0 ° ~ 127 ° . 运 行范围内不会产生干涉。 注 2 : 在原点或 θ H 轴的 160 …
AVK3
操作手册
4.1 启动(接通电源)
4.1.5
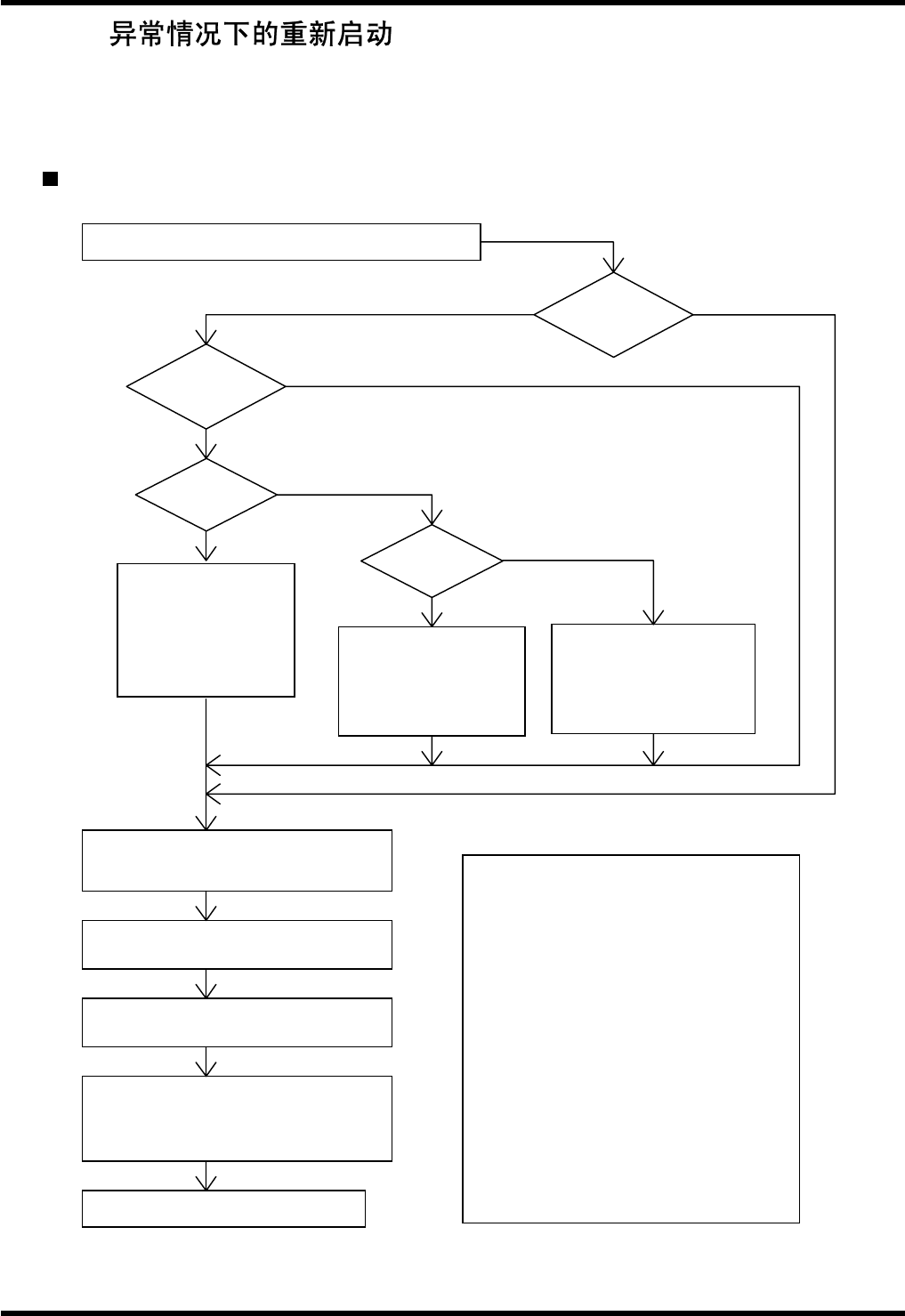
如果由于在自动运行时出错,或按主操纵盘上的紧急停机开关或“Power(电源)”开关后
插件机不停在它的原点位置,可按以下步骤重新起动插件机。若不按照以下步骤,旋转夹、
滑动夹和插入单元可能会损坏。
在自动运行时出错而插件机不停在它的原点位置;
按开始键(START)重新开始生产,(注 3)
如果滑动夹中有元件,则返回手动模式,取下元件。
还要按副操纵盘上的“COMPLETED REMOVING
A
PART(已取下元件)”键,返回自动模式。
开通主操纵盘上的“SERVOMOTOR”键,伺服
锁定所有的轴。
按“RESET(复位)”键取消错误。
(如果按“RESET”仍不能取消错误,关断电源。)
关闭插件头制动开关 SW,接通插件头制动释放使能开
关,用手柄手动旋转插件头,调整循环定时器角度至
353°~358°。
注 1:
在原点或 T 轴的 353° ~130°运行范围内不会产生干涉。
注 2:
在原点或θH 轴的 165° ~10°运行范围内不会产生干涉。
注 3:
根据数据恢复补偿功能,进行持续的插入操作。
(详见参考手册/3.3“数据恢复补偿功能”)
注 4:
有关手柄操作,参阅操作手册‘5.3.1’ 。
用于将转动夹移到正确位置
(如果转动夹与滑动夹或编
带切刀干涉,则用手轮移动
插件头轴到不再干涉的位
置。 注) 1, 4
用手将插入单元移到正确位置
(如果插入单元与滑动夹干涉,
则用手轮移动插件头轴到不再
干涉的位置)。 注) 2, 4
用手将转动夹和插入单元移动到
右边位置(如果转动夹与滑动夹或
编带切刀干涉,则用手轮移动插件
头轴到不再干涉的位置)。 注) 1,
2, 4
插入单元不
在正确位置
转动夹不在
正确位置
旋转夹或插入
单元不在正确位置
滑动夹停止
气缸放松
关断主操作盘上“SERVOMOTOR”(伺服电机)“键,放松全
部轴的伺服电机。
否
是
否
是
是
否
否 是
D77OCC-30-010-A0
4.1-5
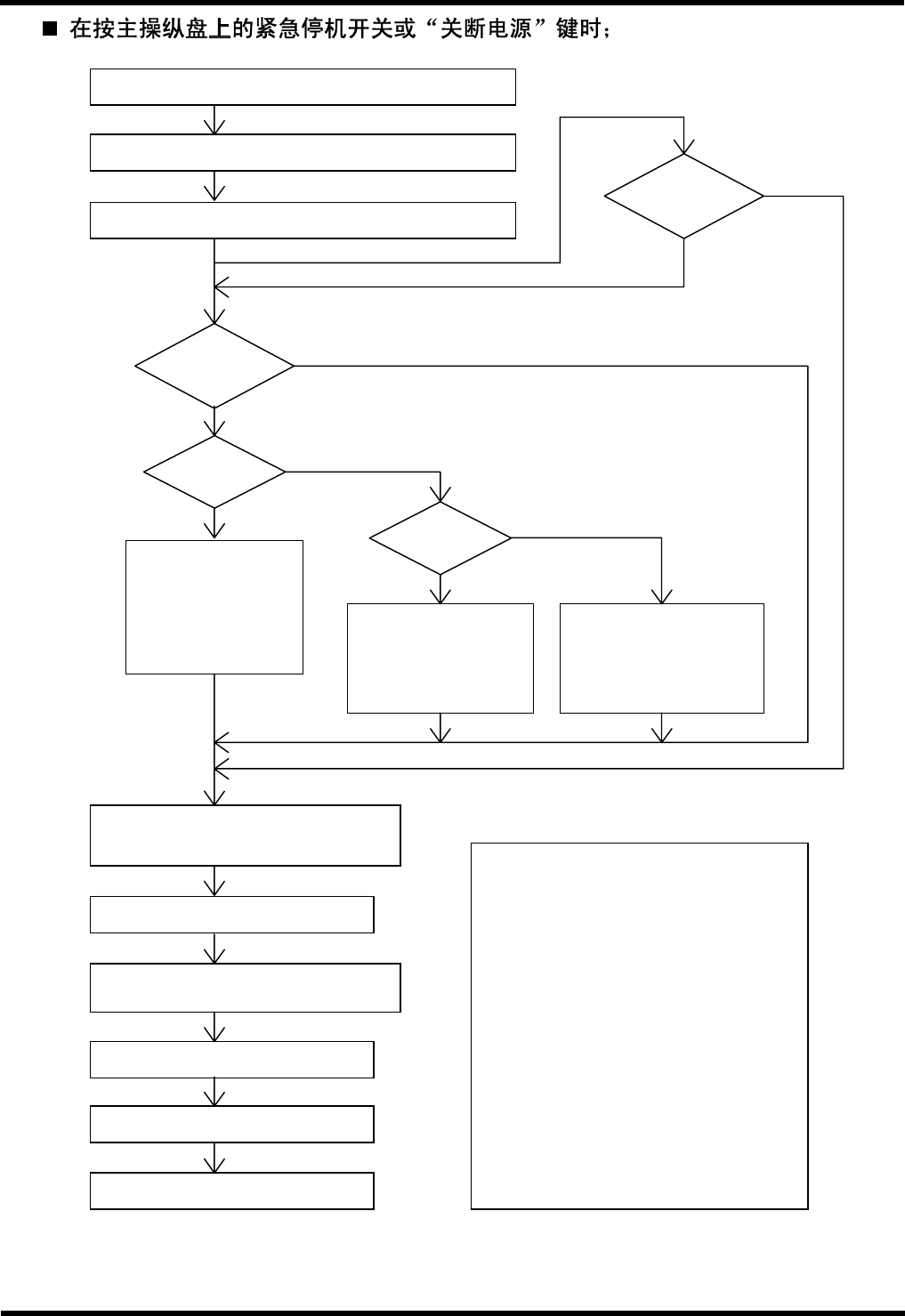
AVK3
操作手册
4.1 启动(接通电源)
按开始键“START”重新开始生产,注) 3
关上所有罩盖,按“START(启动)”键取消安全
停机状态。
关闭插件头制动开关 SW,接通插件头制动释放使能开
关,用手柄手动旋转插件头,调整循环定时器角度至
353°~358°。
注 1:
在原点或 T 轴的 0°~ 127°.运行范围内不会产生干涉。
注 2:
在原点或θH 轴的 160° ~10°运行范围内不会产生干涉。
注 3:
移动的印刷线路板没有损坏时,将印刷线路板重新置于
XY 工作台,并根据数据恢复补偿功能的基本操作执行
持续的插入操作。
(详见参考手册 3.3“数据恢复补偿功能”)
注 4:
有关手柄操作,参阅操作手册‘5.3.1’ 。
用手动将转动夹放到正确位
置(如果转动夹与滑动夹或
编带切刀想干涉,则用手轮
移动插件头轴到不再干涉的
位置)。 注) 1, 4
用手将插入单元放到正确位置
(如果插入单元与滑动夹相干
涉,则用手轮移动插件头轴到不
再干涉的位置。 注) 2, 4
用手将转动夹和插入单元放到正确
位置(如果转动夹和插入单元与滑
动夹和编带切刀想干涉,则用手轮
移动插件头轴到不再干涉的位置)
注) 1, 2, 4
。
插入单元不在
正确位置
转动夹不在
正确位置
转动夹或插入单元
不在正确位置
滑动夹停止汽缸
被释放。
关断主操纵盘上的“SERVOMOTOR”键,放松所有轴的伺服电机。
设定为自动模式
按“ORG(原点)”键使所有轴都回到它们的
原点位置
。
接通主操纵盘上的“SERVOMOTOR(伺服电
机)”键。
否
是
是
否
是
否
从X-Y 工作台、上料器轨道或下料器轨道上取下印刷线路板。
按主操纵盘上的“OPERATION READY(生产准备完成)”键接通电源。
否
是
D77OCC-30-010-A0
4.1-6
AVK3
操作手册
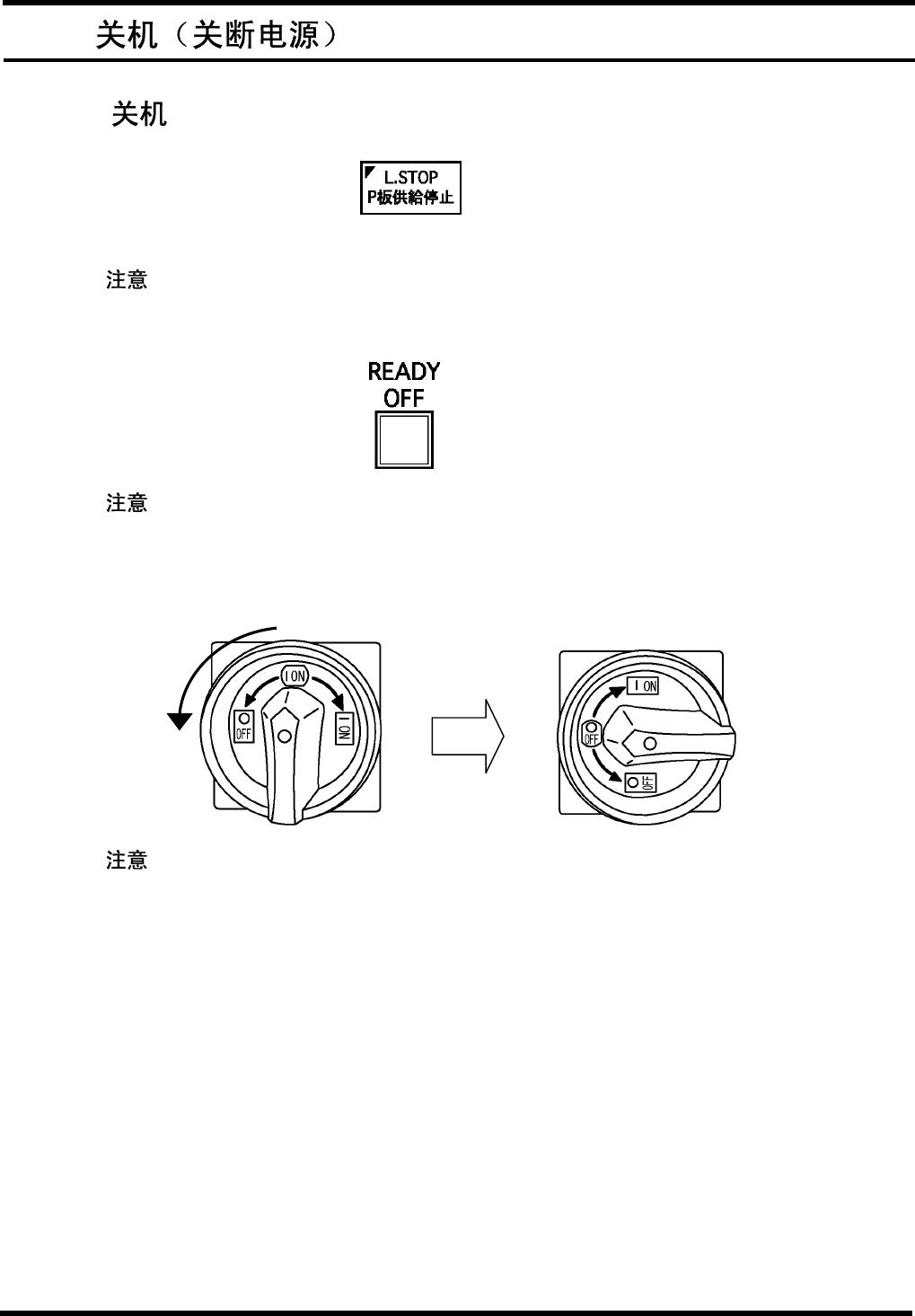
4.2 关机(关断电源)
4.2.
D77OCC-30-020-A0
4.2.1
1.
1.
停止自动运行。
按
= =
将正在进行插件的印刷线路板完成插件后送出插件机并停止自动运行模式。
2.
关断电源。
按
= =
在关断电源前务必将软盘取出。
3.
切断主电源开关。
旋
转
3
= =
如在屏幕不清屏时关闭主电源开关,则会导致故障。
至此完成所有的电源关闭程序。
D77OCC-30-020-A0
4.2-1