高速引脚元件轴向插件机.pdf - 第84页
AVK3 操作手册 5.1 生产准备 5. 1. D77OCC-31- 010-A0 5.1. 1 在进行生产准备之前,需要根据印刷电路板的尺寸作出以下调整。 上料器、下料器单元: 轨道宽度 X-Y 工作台,定位器单元: 导轨宽度,基准销位置 ( ) X-Y 工作台、上料器和下料器的宽度都可自动进行调整。 1. 1. 转动旋钮、松开轨道。 2. 以手动方式, 将活动轨道调整到印刷线路板的宽度, 固定旋钮、锁定轨道。 ( 将轨道宽度调 …
AVK3
操作手册
5. 生产程序(基本程序)
D77OCC-31-000-A0
5.
本章讲解运行前和正式生产的基本步骤。
D77OCC-31-000-A0
5-2
AVK3
操作手册
5.1 生产准备
5.1.
D77OCC-31-010-A0
5.1.1
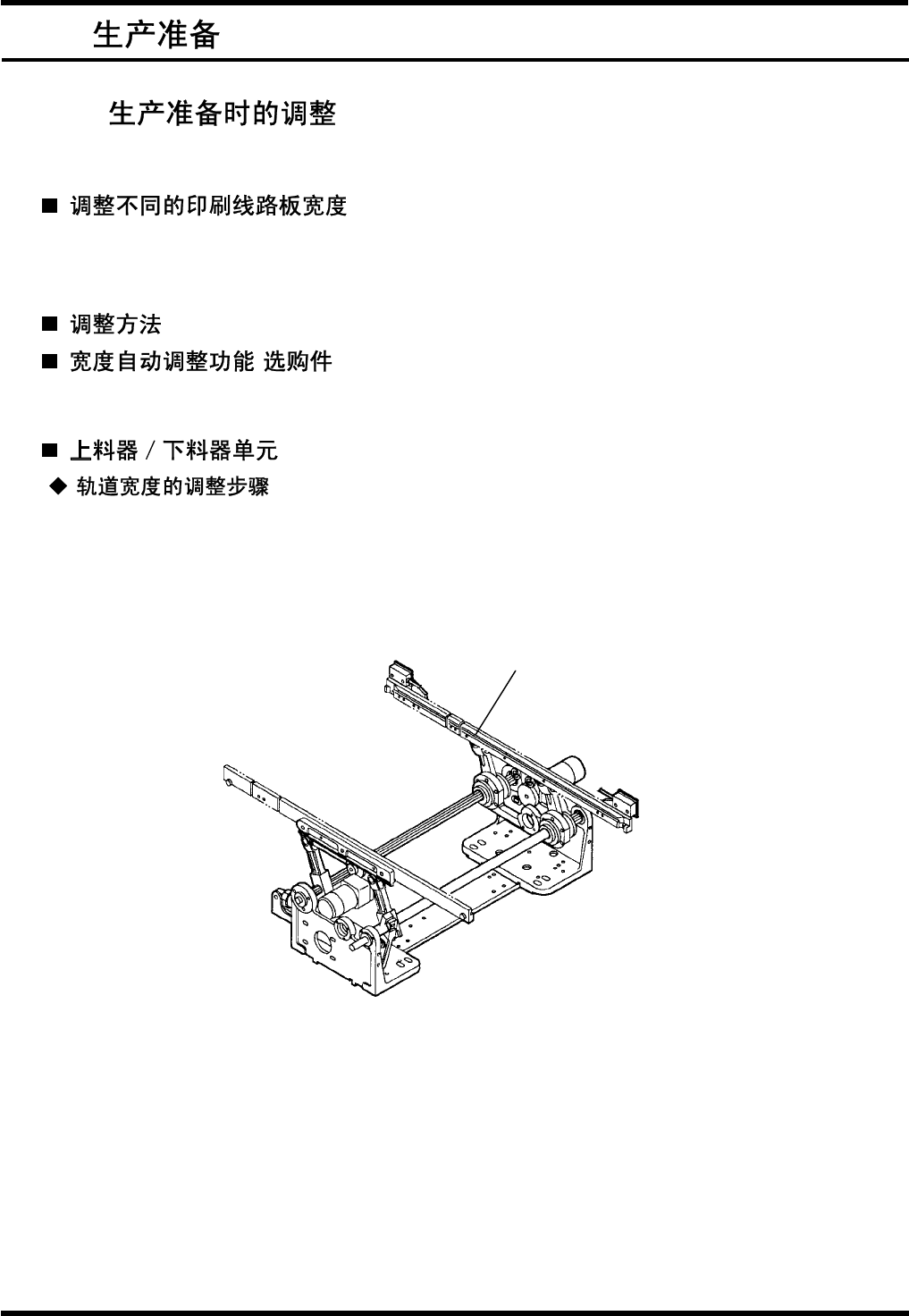
在进行生产准备之前,需要根据印刷电路板的尺寸作出以下调整。
上料器、下料器单元: 轨道宽度
X-Y 工作台,定位器单元: 导轨宽度,基准销位置
( )
X-Y 工作台、上料器和下料器的宽度都可自动进行调整。
1.
1.
转动旋钮、松开轨道。
2.
以手动方式,将活动轨道调整到印刷线路板的宽度,固定旋钮、锁定轨道。(将轨道宽度调
整到比印刷线路板宽 0.3 mm 左右。)
活动轨道
D77OCC-31-010-A0
5.1-1
AVK3
操作手册
5.1 生产准备
X-Y
2.
1.
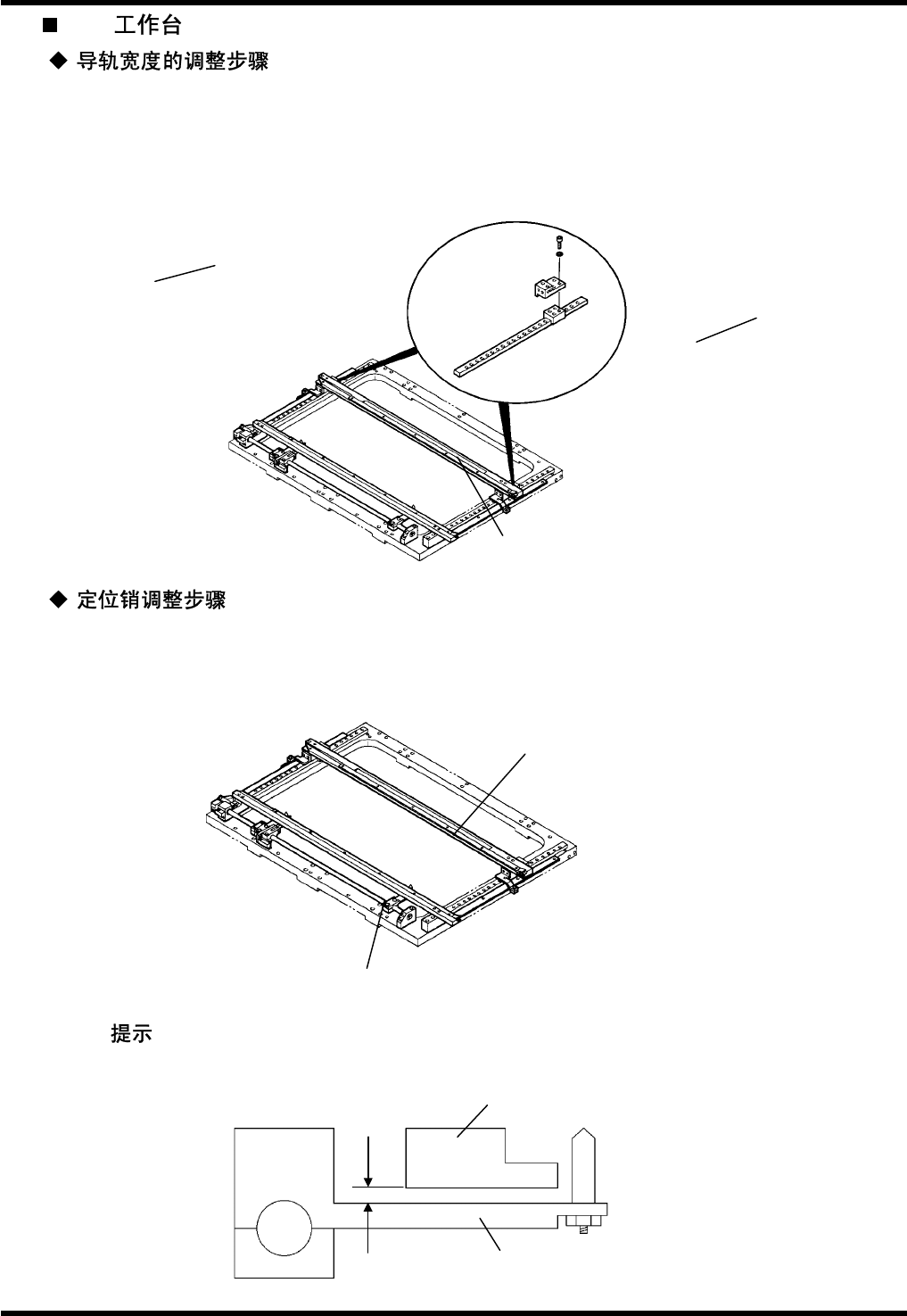
拧松固定活动轨道的挡块的螺栓 1 和螺栓 2 。
2.
以手动方式将活动轨道调整到印刷线路板的宽度,调整后拧紧螺栓 1 和 2 直至被锁定在正
确的位置上。
(将轨道宽度调整到比印刷线路板宽 0.3 mm 左右。)
螺栓 2
螺栓 1
活动轨道
3.
1.
拧松螺栓 2。
2.
移动杆 R,调整定位销,使之处于印刷线路板椭圆形孔的中央,拧紧螺栓 2。
= =
拧紧螺栓 2 直到导轨与杆之间的间隙为 0.5 mm。
螺栓 2
活动轨道
0.5 mm
导轨
杆 R
D77OCC-31-010-A0
5.1-2