高速引脚元件轴向插件机.pdf - 第91页
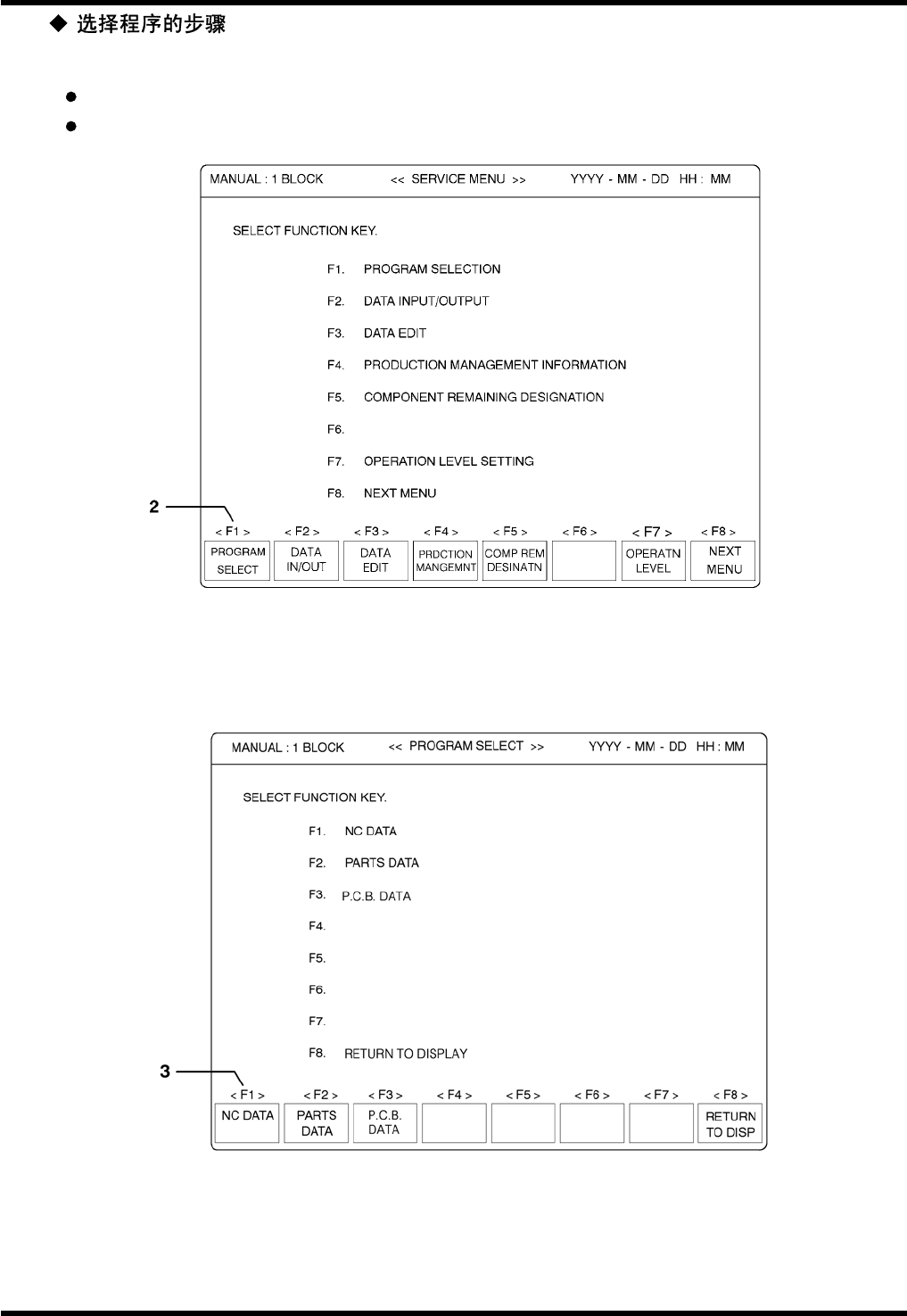
AVK3 操作手册 5.1 生产准备 7. 1. 调出使用功能菜单栏。 如果当前屏幕显示的是机器检查或机器状态显示栏,按“ REQEST( 请求 ) ”键。 如果当前屏幕显示的是使用功能栏,则按“ F8 ” ( 返回显示 ) 直至显示出使用功能菜单栏。 2. 按“ F1 ” ( 程序选择 ) 。 显示出“程序选择”栏。 D77OCC-31-010-A0 5.1-8
AVK3
操作手册
5.1 生产准备
5.1.3
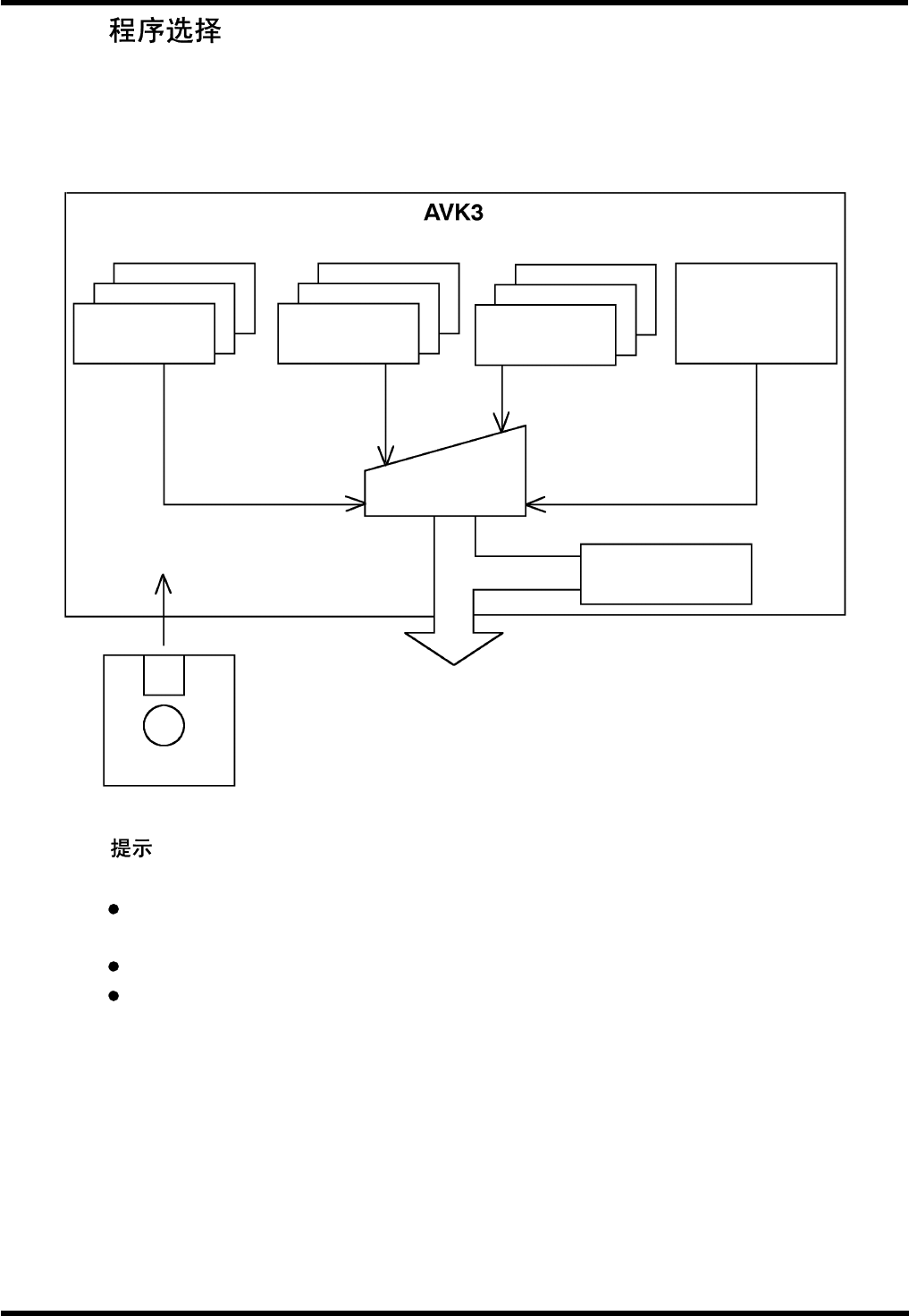
当改变生产产品类型时,必须选择适当的 NC 数据。这些数据要从贮存在机器中的数据
中选出。当使用软盘中的数据时,应事先在设备中装入(拷入)所需的文件。
在选定自动宽度调整功能后,也要选择印刷板数据。
选择 NC 数据和元件数据后,输入生产数量和和跳过程序段。
= =
插件机记忆装置容量
装入
插件机记忆装置
程序选择
插件机初始设定
输入/选择
从 32 种数据中选一种(以及
宽度自动调整的选购功能)。
从 32 种数据中选
一种。
从 32 种数据中选
一种。
各种数据
(生产计划、跳跃
程序段数等。)
印刷线路板数据元件数据 NC 数据
NC 数据: 最多 32 个程序或 5000 步作为整个程序段
(在一个程序中最多能贮存 2000 步)。
元件数据: 最多 32 个程序。
印刷线路板数据(任选):最多可贮存 32 种印刷线路板数据(任选)。
D77OCC-31-010-A0
5.1-7
AVK3
操作手册
5.1 生产准备
7.
1.
调出使用功能菜单栏。
如果当前屏幕显示的是机器检查或机器状态显示栏,按“REQEST(请求)”键。
如果当前屏幕显示的是使用功能栏,则按“F8”(返回显示)直至显示出使用功能菜单栏。
2.
按“F1”(程序选择)。
显示出“程序选择”栏。
D77OCC-31-010-A0
5.1-8
AVK3
操作手册
5.1 生产准备
3.
按“F1”(NC 数据)
显示“NC 数据选择”栏。
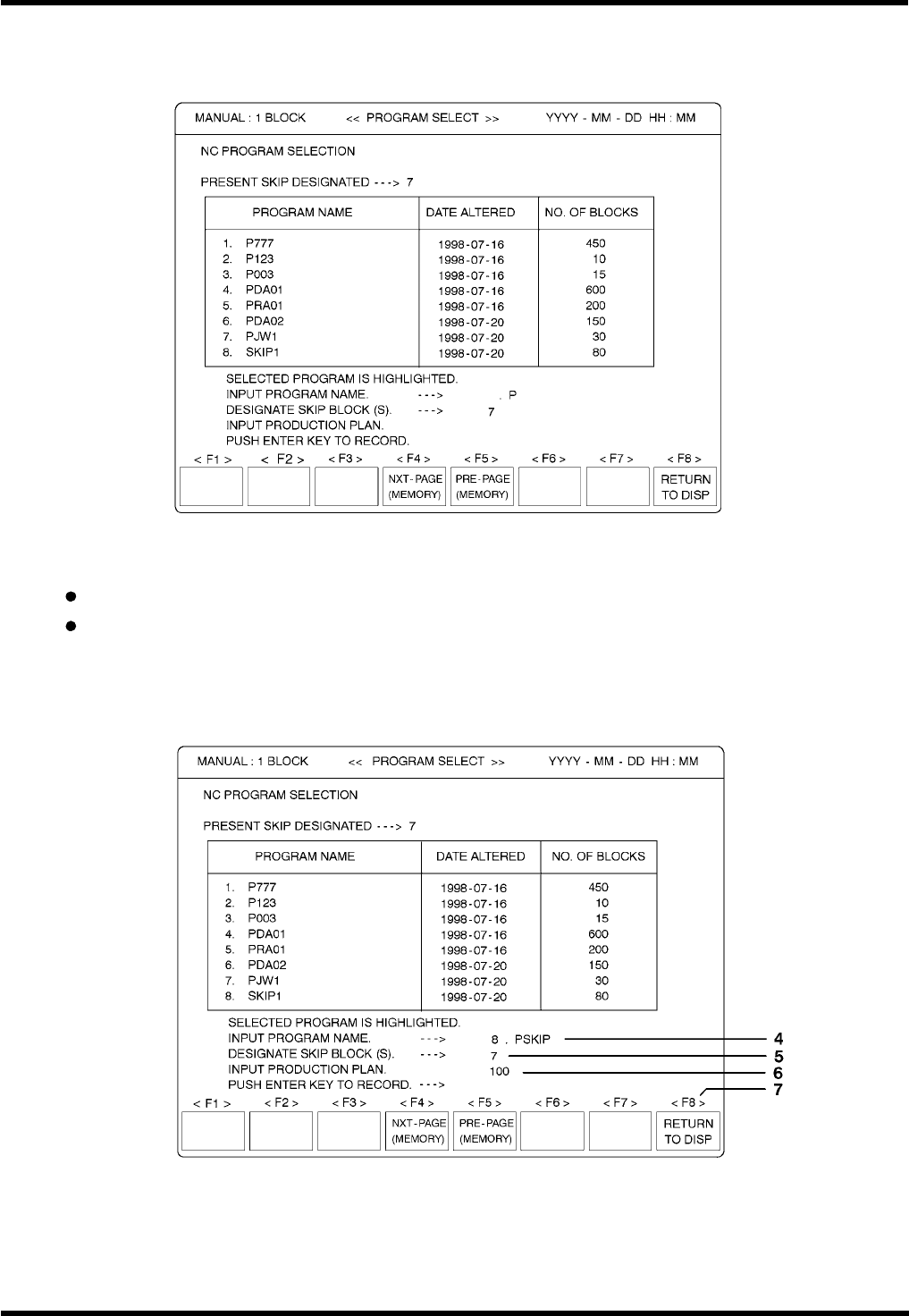
4.
选择 NC 数据。
按“F4”(下一页[记忆装置])或“F5”(前一页[记忆装置])显示所选择的 NC 数据。
设定所显示的程序编号。
5.
设定跳过程序段号码。
(1) 设定跳过程序段的号码(1~9)。
(2) “7”为默认值。
D77OCC-31-010-A0
5.1-9