卧式standard头部.pdf - 第55页
Page 53 V/S Standard Insertion Head Assembly T50090901 Rev . F This Document Supports Assembly 50090901 Rev. D 4. Install the adjustable fittings in the air cylinder. The fittings should be oriented so they face toward t…
Page 52
T50090901 Rev. F V/S Standard Insertion Head Assembly
This Document Supports Assembly 50090901 Rev. D
Insertion Head Assembly
CAUTION
If the tooling housings are not centered properly damage to the head
occurs.
Special Tools:
Detent Retaining Tool (13702001)
Open End Wrench (47146101)
NOTE
When assembling the insertion head, it is recommended that the tooling
housings and centering assemblies be assembled before starting the
main insertion head assembly procedure.
Tooling Housing Assembly
CAUTION
Failure to use Kluber Syntheso D32 oil as stated in our machine
maintenance schedules leads to reduced tooling life and/or failure.
Syntheso D32 is a special blend specifically designed for high speed
moving and mating metal parts. No other oil is recommended.
Purpose:
The following details the steps required for tooling housing assembly.
Assembly Procedure:
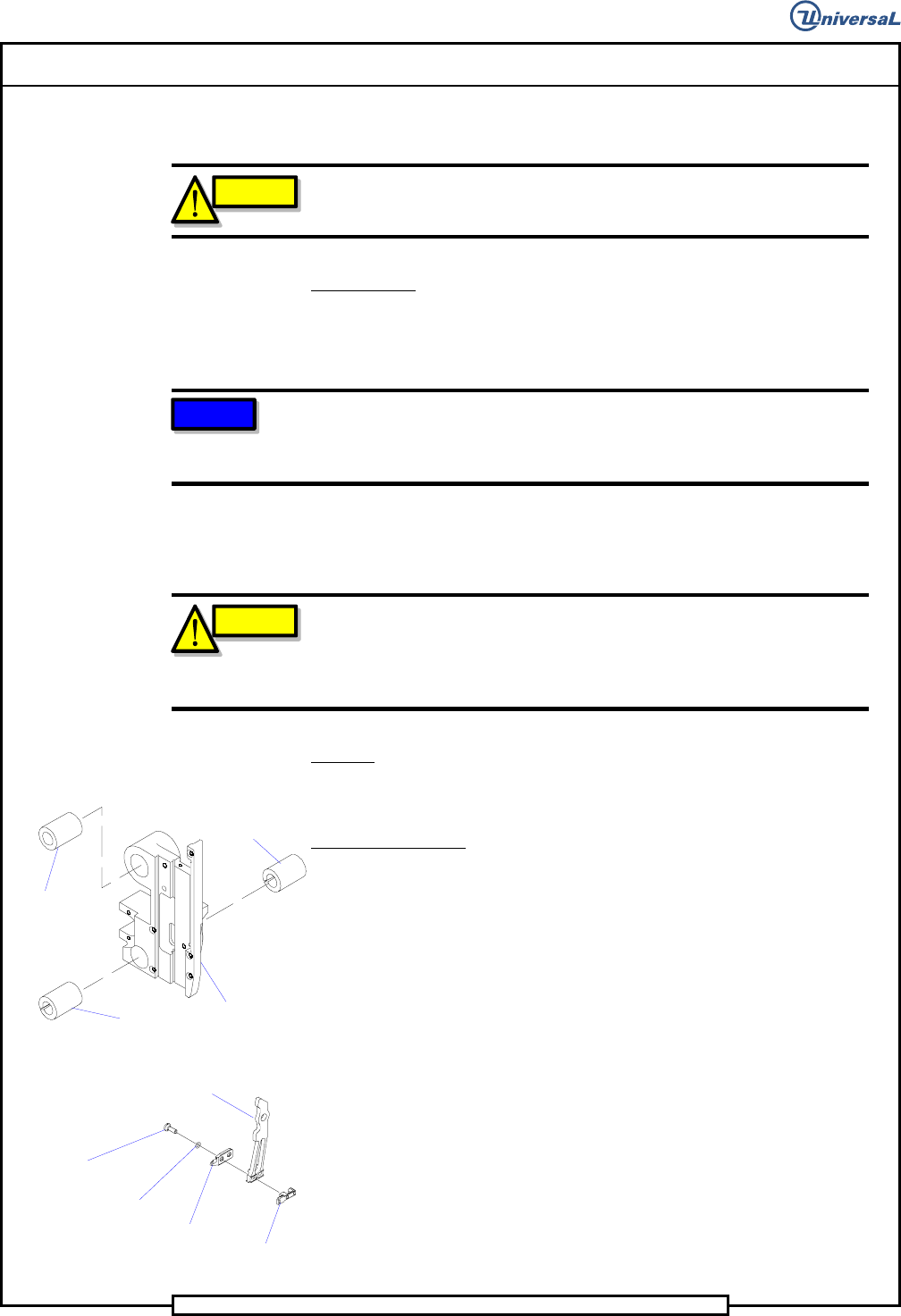
1. Install the solid ball bushing into the tooling housing so it is flush with
the outside face of the tooling housing.
Slotted Ball
Bushing
Slotted Ball
Bushing
Solid Ball
Bushing
Tooling
Housing
2. Install the two slotted ball bushings into the tooling housing with the
slots oriented as shown. Using Loctite 222 on the two 10-32 x 1/4 set
screws, secure the slotted ball bushings into the tooling housing. Insert
the shaft though the two ball bushings. Tighten the preload set screw
until drag is observed when sliding the shaft back and forth axially.
Loosen the set screw until the drag is just eliminated. Repeat for the
other tooling housing assembly.
Inside
Former
Shoulder
Screw
O-ring
Kick Out Arm
Shear
Block
3. Clean the two shoulder screws, o-rings and shear block in alcohol then
spray with primer N. Install the o-rings on the shear block, then using
Loctite 222 on the threads of the shear block, install the inside former
and shear block to the kick out arm using the shoulder screws.
Page 53
V/S Standard Insertion Head Assembly T50090901 Rev. F
This Document Supports Assembly 50090901 Rev. D
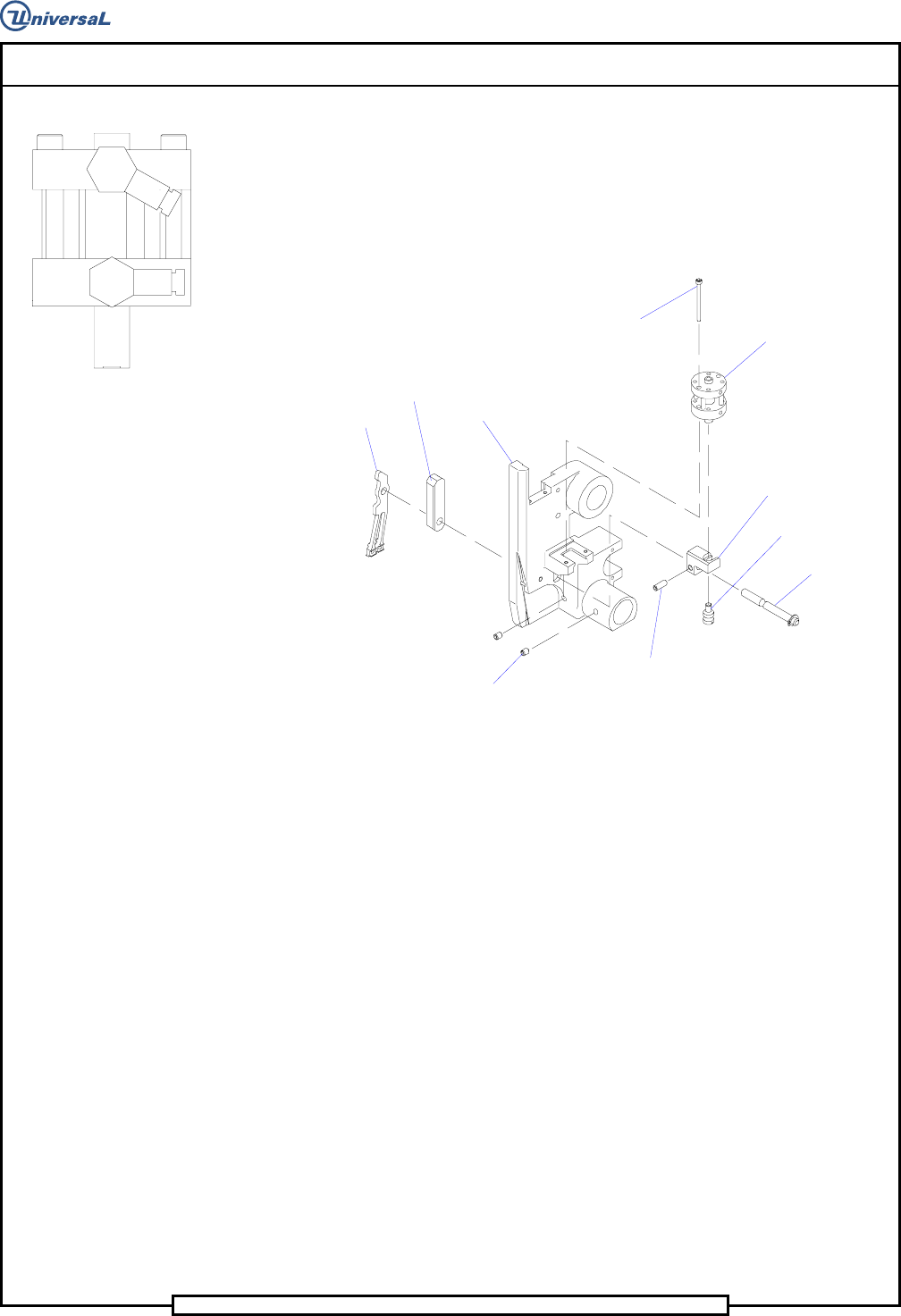
4. Install the adjustable fittings in the air cylinder. The fittings should be
oriented so they face toward the rear of the insertion head, as shown.
Install the straight fittings to the adjustable fittings.
5. Using Loctite 222 on the threads of the two 4-40 x 1-1/2 socket head
cap screws, install the air cylinder to the tooling housing using the cap
screws.
Raise Bar
Kick Out
Arm (Ref.)
Tooling
Housing
Set Screws (Ref.)
Set Screw
Socket Head
Cap Screw
Air Cylinder
Raise Block
Lift Pin
Tooling
Pin
6. Using Primer N and then Loctite 222 on the threads of the lift pin, in-
stall the lift pin to the piston of the air cylinder then slide the lift pin
into the groove in the raise block.
7. Apply Kluber Syntheso D32 to the raise bar. Install the tooling pin
through the raise block, housing, and raise bar. Apply Primer N, and
then Loctite 222 on the threads of the 10-32 x 3/8 set screw. Use the set
screw to secure the raise block to the tooling pin.
8. Apply Kluber Syntheso D32 to the cam surface and hole in the kick
out arm and end of tooling pin then slide the kick out arm assembly
over the tooling pin until the tooling pin is flush to the rear rail.
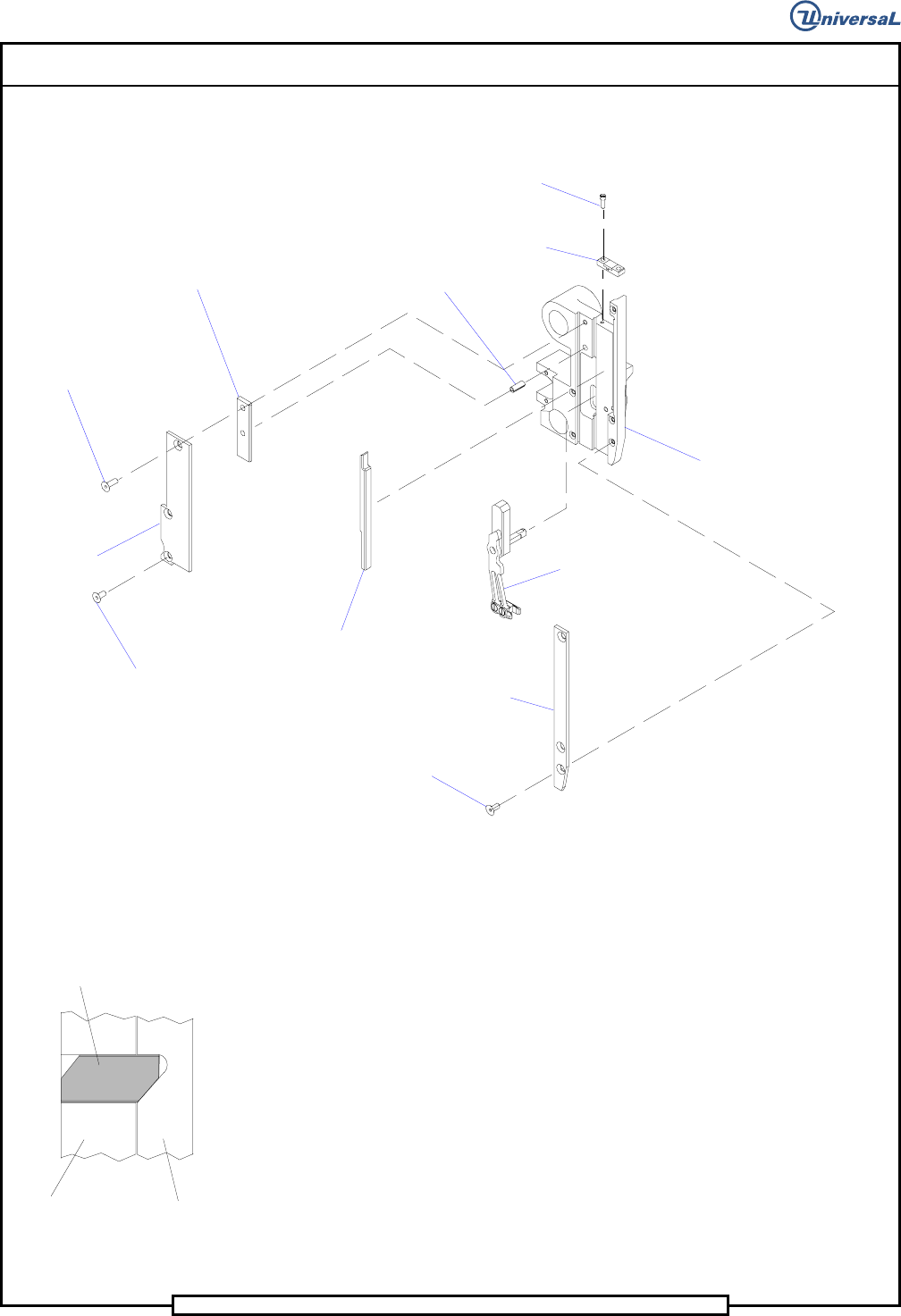
9. Using Loctite 222 on the threads of the three 8-32 x 3/8 flat head
screws, install the cam rail and front rail to the tooling housing using
the flat head screws. Torque the screws to 23 IN-LB (2.6 NM).
10. Press the .187 x .500 spring pin into the spacer plate. Press the plate
assembly into the tooling housing so the spring pin is flush with the
outside surface of the spacer plate.
11. Using Loctite 222 on the threads of the two 8-32 x 3/8 and 8-32 x 1/2
flat head screws, install the rear rail to the tooling housing using the
flat head screws.
Page 54
T50090901 Rev. F V/S Standard Insertion Head Assembly
This Document Supports Assembly 50090901 Rev. D
12. Using Loctite 222 on the threads of the two 4-40 x 3/8 socket head cap
screws, install the plate to the tooling housing using the cap screws.
Spring Pin
Spacer Plate
Flat Head Screw
Flat Head Screw
Rear Rail
Cam Rail
Kick Out Arm
Assembly
Front Rail
Flat Head Screw
Socket Head
Cap Screw
Plate
Tooling
Housing
13. Lightly lubricate the compression spring with Kluber Syntheso D32
then install the compression spring and spring holder in the driver
body. Using Loctite 222 on the threads of the two 4-40 x 3/8 socket
head cap screws, secure the spring holder to the driver body using the
cap screws and flat washers.
14. Lightly lubricate the driver body with Kluber Syntheso D32. Leave the
gear racks dry at this time, these will be lubed by the pinion contact
surface later in the head assembly.
15. Lightly lubricate the driver tip, outside former and shear blade with
Kluber Syntheso D32 then install the driver tip, outside former and
shear blade into the driver body.
Detent
Driver Body
Former
16. Lubricate the detents with Kluber Syntheso D32 then install the detents
into the driver body with the chamfers on the detents oriented as
shown.