CM402规格说明书.pdf - 第7页
CM402-M/L 2007.0401 - 1 - 1. 概要 ■ 高生产率 通过开发高速多贴装头系统,从而实 现高速搭载。通过基板替换 时间的缩短、运转中的芯片供给 、 再加上各工作台的最佳配置,也实现 了高运转率。 ■ 通用性 使用 8 支吸嘴进行超高速贴装的高速 贴装头,能够组合多功能贴 装头以适应各种异形元件。 在购买后也对应贴装头交换。 ■ 机种替换性 1 次准备能够对应生产许多机种的多 种工件的生产。 另外, 在机器运转中能…
CM402-M/L 2007.0401
- 1 -
1.
概要
■ 高生产率
通过开发高速多贴装头系统,从而实现高速搭载。通过基板替换时间的缩短、运转中的芯片供给、
再加上各工作台的最佳配置,也实现了高运转率。
■ 通用性
使用
8
支吸嘴进行超高速贴装的高速贴装头,能够组合多功能贴装头以适应各种异形元件。
在购买后也对应贴装头交换。
■ 机种替换性
1
次准备能够对应生产许多机种的多种工件的生产。另外,在机器运转中能够进行下一机种的准备,在脱线
(Off-line)
的状态下也能够进行准备。根据客户的生产形态
,
实现了最佳机种切换。
■ 高精度贴装
通过新开发的识别系统、校准功能以及高速低振动控制,能够高速、高精度贴装元件。
2.
特长
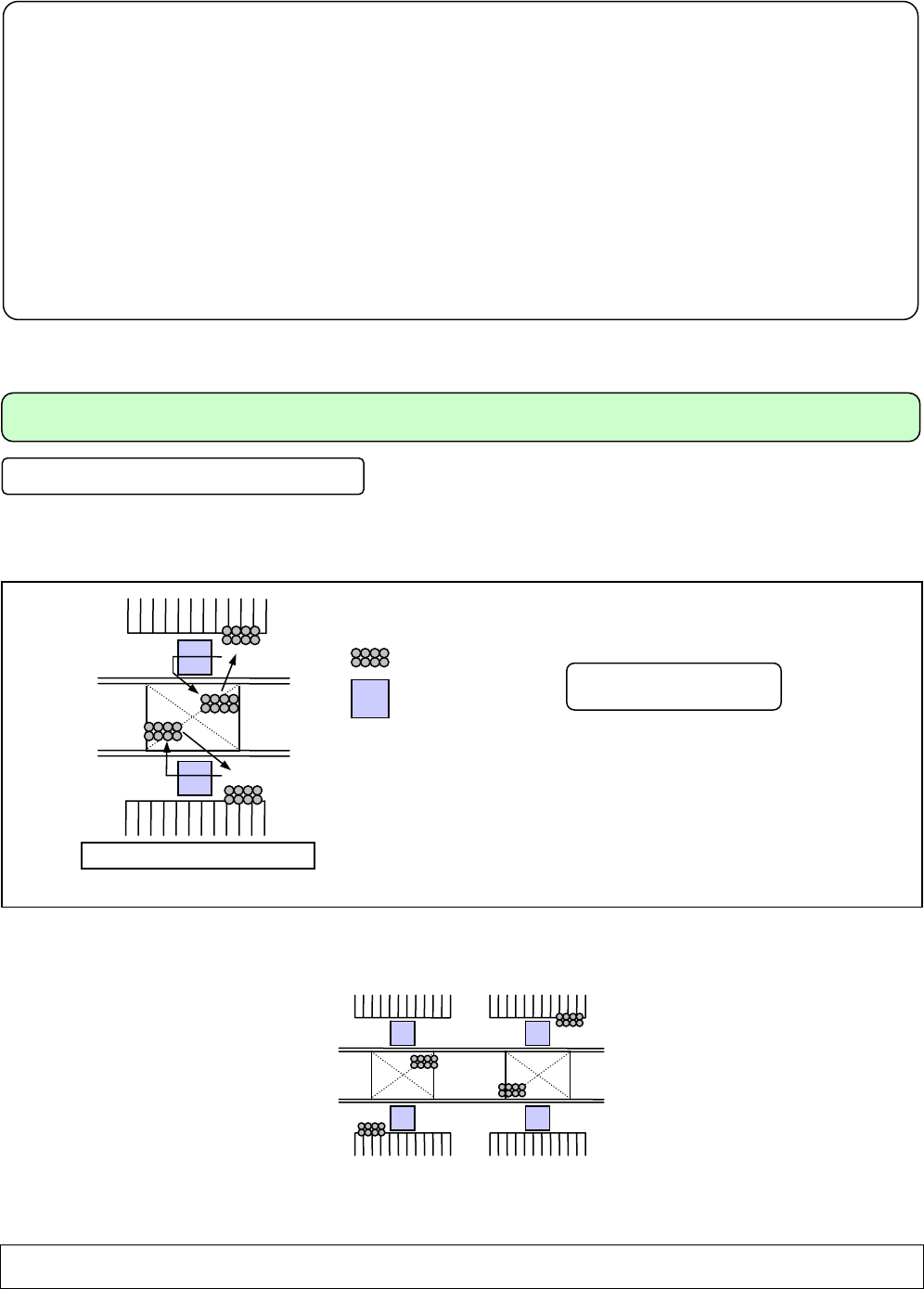
高生产率
贴装速度
1
个工作台各配备
2
套贴装头、识别系统、料架工作台。
备有多吸嘴
(8
支吸嘴或
3
支吸嘴
)
的
2
个贴装头对
1
张基板进行交替吸着、识别、贴装,能够进行高速、高精度贴
装。
将多贴装头系统
(2
个贴装头
)
搭载到
2
个工作台上,各工作台同时进行贴装。
** Remarks **
•
所谓最佳条件,是指按照本公司独自的规格规定的贴装条件。
吸着
贴装
吸着
贴装
:
贴装头
:
线性照相机
由一侧的贴装头进行识别→贴装时,
另一
侧
的
贴装头进行吸着
→识
别
。
※
为高速贴装头规格、最佳条件
贴装图像
(
高速贴装头
)
吸着
贴装
识别
识别
吸着
贴装
0.06 s/chip
(
※
)
CM402-M/L 2007.0401
- 2 -
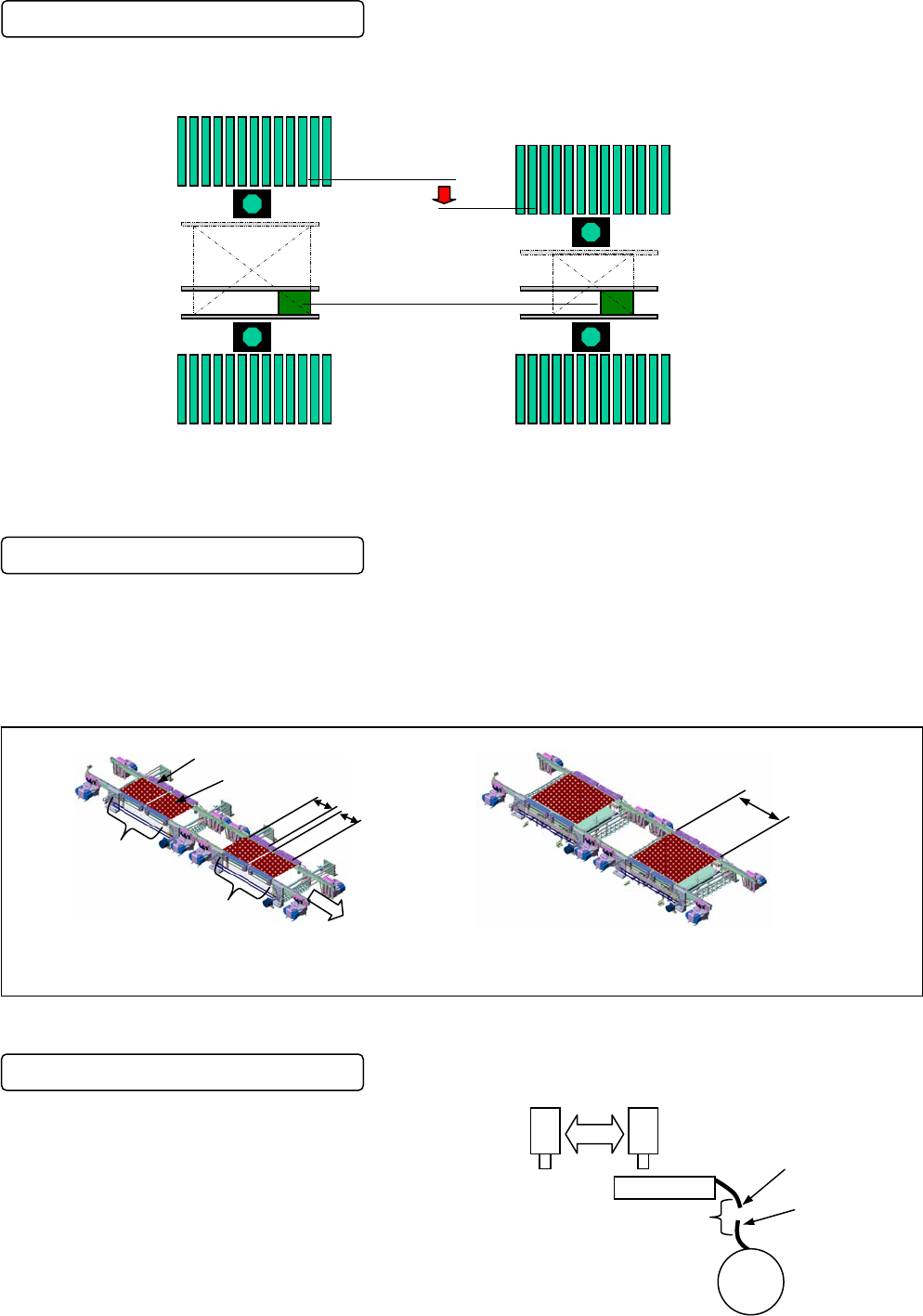
贴装头移动损失时间的缩短
(
只限
CM402-M)
CM402-M
通过将最大基板的宽度设定为
250 mm
,缩短了生产小型基板时的
Y
轴的移动距离,提高了小型基板生
产时的实质速度。
※因将基板布局于机器中央,所以贴装位置为
1
处/工作台
基板替换时间
(
只限
CM402-L)
CM402-L
能够在
1
个工作台上夹钳
2
张基板。
(
基板长度为
240 mm
以下
)
夹钳
2
张基板时,在下游侧基板贴装结束后,再继续贴装上游侧基板。
在基板为
S
尺寸、
L 240 mm × W 240 mm
以下的情况时,替换基板最短需要
0.9
s
(
)
(
在背面无贴装、侧面夹具、不使用支撑销时。其他以本公司的测定条件为准。
)
※搬送时间随基板尺寸、使用/不使用支撑销等条件而异。详细请与本公司联络。
运转中的芯片供给
CM402-M/L
采用编带拼接功能,在贴装机运转时能够在
不停止贴装动作的状态下补充元件。
若预先将元件数量登记至贴装机的数据中,则还能够预告
元件用完的情况。
用于电脑等大型基板
用于手提电话
• PHS •
数码照相机等的
中小型基板
240mm
~
510mm
240mm
以下
240mm
以下
第
1
贴装位置
第
2
贴装位置
贴装工作台
A
贴装工作台 B
搬送方向
编带料架
运转中
下一
卷盘
连接
(
拼接编带
)
编带终端
编带前端
CM402-L CM402-M
编带料架
编带料架
线性照相机
线性照相机
基板
210 mm