维修手册_RX-7R_SVC.pdf - 第107页
第 2 章 操作顺序书 2- 2. 制造设置菜单 33 Stage 10 :外部 I/F 确认 项目 No. 控制名称 部位 Bit 装置 判断 方式 向下一 画面转移 显示 条件 1 开始联锁 ON/OFF [SDIO] (IN) 00,01 BIT 03 - C 确认 OK - 2 运入 SMEMA 信号 确认(前)上游 [SDIO] (OUT) 02,03 BIT 04 - F 确认 OK - [SDIO] (IN) 02,0…
第
2
章
操作顺序书
2-2.
制造设置菜单
32
No.
控制名称
部位
Bit
装置
判断
方式
向下一
画面转移
显示
条件
夹钳上升
(
后
R)
极
限
[CAN]
(IN) BKUP
04,05 BIT07
18
夹钳上升/下降
(
前
L)
[CAN]
(OUT) BKUP
02,03 BIT01
-
F
确认
OK
-
夹钳上升
(
前
L)
极
限
[CAN]
(IN) BKUP
04,05 BIT01
19
夹钳上升/下降
(
后
L)
[ CAN]
(OUT) BKUP
02,03 BIT03
-
F
确认
OK D
传送
夹钳上升
(
后
L)
极
限
[CAN]
(IN) BKUP
04,05 BIT05
20
供料器浮起检测
(
高速
)
[SDIO]
(IN)
04,05 BIT11
-
D
自动
-
22
基板停止器上升
/
下
降
(
前
R)
[CAN]
(OUT)
TRANS
02,03 BIT00
-
F
确认
OK
-
[SDIO]
(IN)
04,05 BIT00
23
基板停止器上升
/
下
降
(
后
R)
[CAN]
(OUT)
TRANS
02,03 BIT02
-
F
确认
OK D
传送
[SDIO]
(IN)
04,05 BIT02
24
基板停止器上升
/
下
降
(
前
L)
[CAN]
(OUT)
TRANS
02,03 BIT01
-
F
确认
OK
-
[SDIO]
(IN)
04,05 BIT01
25
基板停止器上升
/
下
降
(
后
L)
[CAN]
(OUT)
TRANS
02,03 BIT03
-
F
确认
OK
D
传送
[SDIO]
(IN)
04,05 BIT03
26
Stage 9
结束确认
自动
手动
-
第
2
章
操作顺序书
2-2.
制造设置菜单
33
Stage 10
:外部
I/F
确认项目
No.
控制名称
部位
Bit
装置
判断
方式
向下一
画面转移
显示
条件
1
开始联锁
ON/OFF
[SDIO]
(IN)
00,01 BIT03
-
C
确认
OK
-
2
运入
SMEMA
信号
确认(前)上游
[SDIO]
(OUT)
02,03 BIT04
-
F
确认
OK
-
[SDIO]
(IN)
02,03 BIT12
3
运入
SMEMA
信号
确认(后)上游
[SDIO]
(OUT)
02,03 BIT05
-
F
确认
OK D
传送
[SDIO]
(IN)
02,03 BIT13
4
运入
SMEMA
信号
确认(前)下游
[SDIO]
(OUT)
02,03 BIT06
-
F
确认
OK
-
[SDIO]
(IN)
02,03 BIT14
5
运入
SMEMA
信号
确认(后)下游
[SDIO]
(OUT)
02,03 BIT07
-
F
确认
OK
D
传送
[SDIO]
(IN)
02,03 BIT15
6
Stage 10
结束确认
自动
手动
-
Stage11
:稳定性确认项目(重新确认)
确认与
Stage1
相同的内容。
第
2
章
操作顺序书
2-2.
制造设置菜单
34
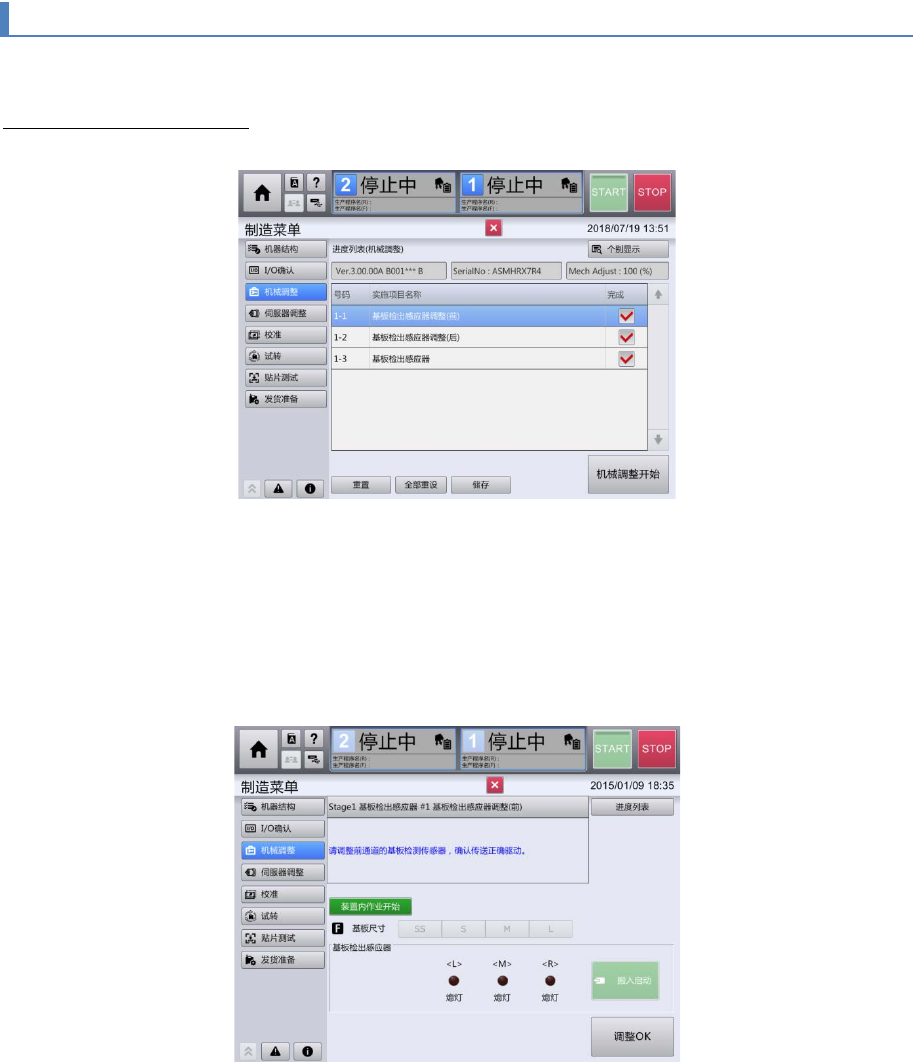
2-2-3.
机械调整
这里,对象是通过画面操作进行机械调整的项目。
Stage1
:基板检出传感器
从画面左侧的子菜单中触摸[机械调整]。
1
显示[进度列表]画面。
触摸[开始机械调整]。
2
显示如下画面。首先对前通道的基板检出传感器进行调整。
触摸[装置内作业开始]。
3
进行左右一次性更换台车下降、前面护罩解除锁定。
选择要使用的基板尺寸。
4
显示[传送通道微调操作]画面。