维修手册_RX-7R_SVC.pdf - 第423页
第 2 章 操作顺序书 2- 5. 配件更换 3 49 将 X 轴单元推到指定的位置,将贴片头移动到基板按压的上部。 6 请按伺服调整画 面中的箭头进行调整,使基 板按压与贴片头的间隙为 2 ㎜。 如果 4 的作业中超过了软件极 限时,请 RESET 错误,按下临时 原点,重新进行贴片头底面 与基板按压 上表面的间隙调 整。 间隙达 2 ㎜后,请按“原点设定 ” ,按 “调整 OK ” 。 7 拆下贴片头。 8 间隙
第
2
章
操作顺序书
2-5.
配件更换
348
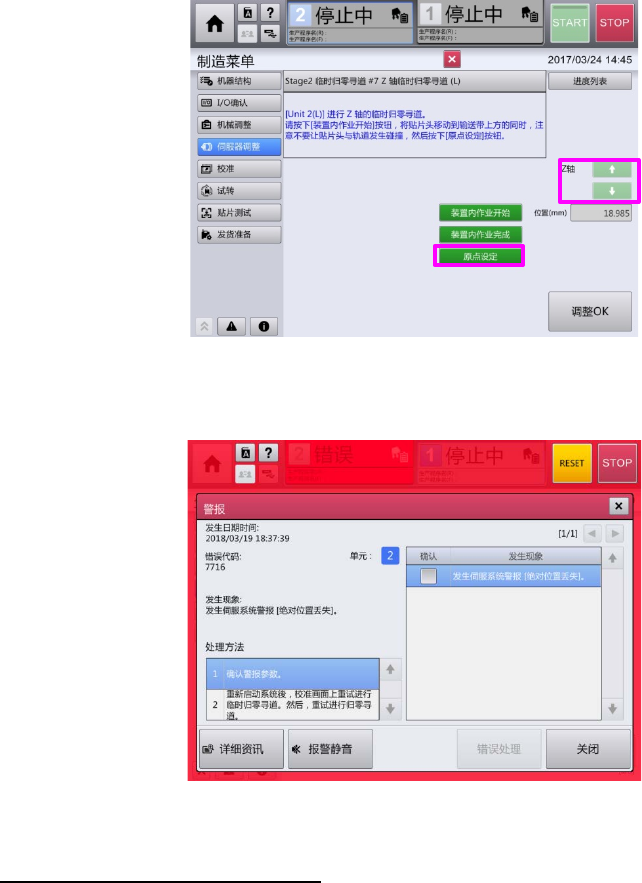
请在 Z 轴临时归零寻道画面中,按下作业开始按钮,开始作业。
4
按原点设定,可使上下移动箭头变为可使用状态。
※由于对 Z 轴马达进行了更换,Z 轴的原点已变为消失的状态,有时会发生右图的错误。这时,请
重新启动装置,返回 Z 轴临时原点的菜单。
按紧急停止按钮,对贴片头进行临时固定。
5
这时,请勿连接贴片头用的连接器。
第
2
章
操作顺序书
2-5.
配件更换
349
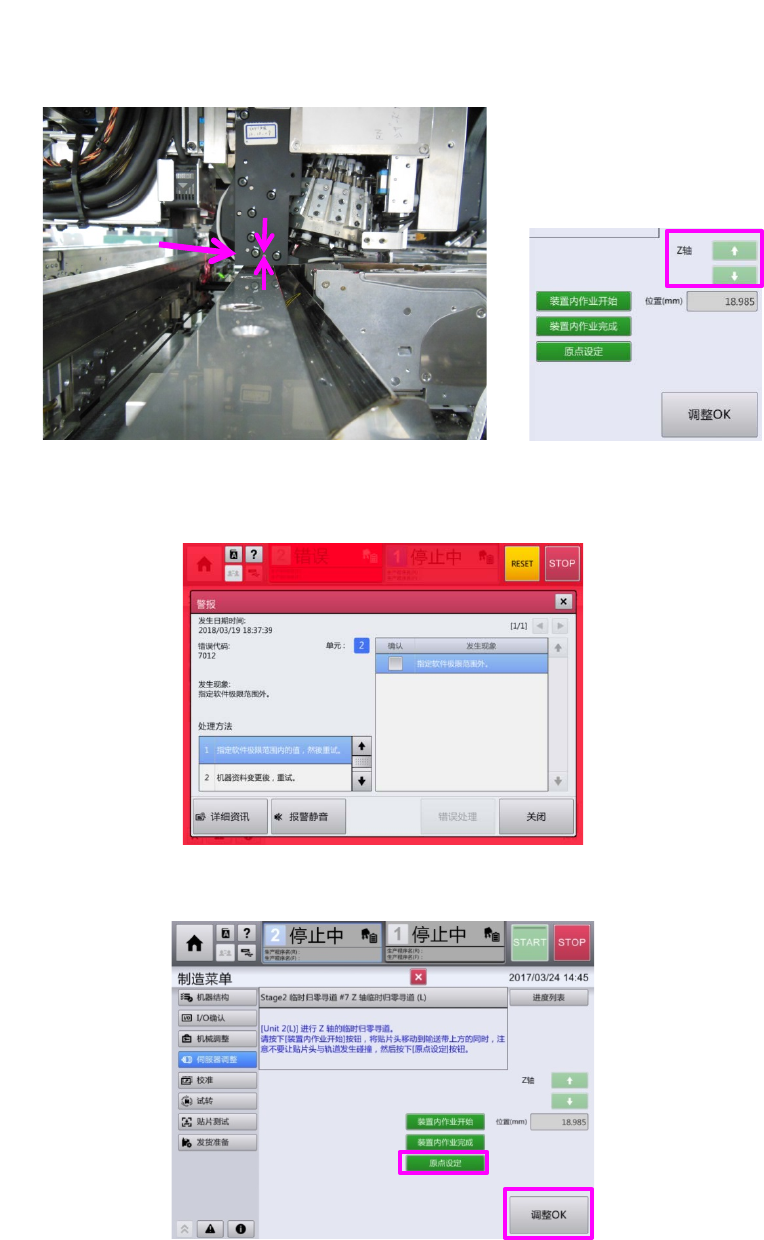
将 X 轴单元推到指定的位置,将贴片头移动到基板按压的上部。
6
请按伺服调整画面中的箭头进行调整,使基板按压与贴片头的间隙为 2 ㎜。
如果
4
的作业中超过了软件极限时,请
RESET
错误,按下临时原点,重新进行贴片头底面与基板按压
上表面的间隙调整。
间隙达
2
㎜后,请按“原点设定”,按 “调整
OK
”。
7
拆下贴片头。
8
间隙
第
2
章
操作顺序书
2-5.
配件更换
350
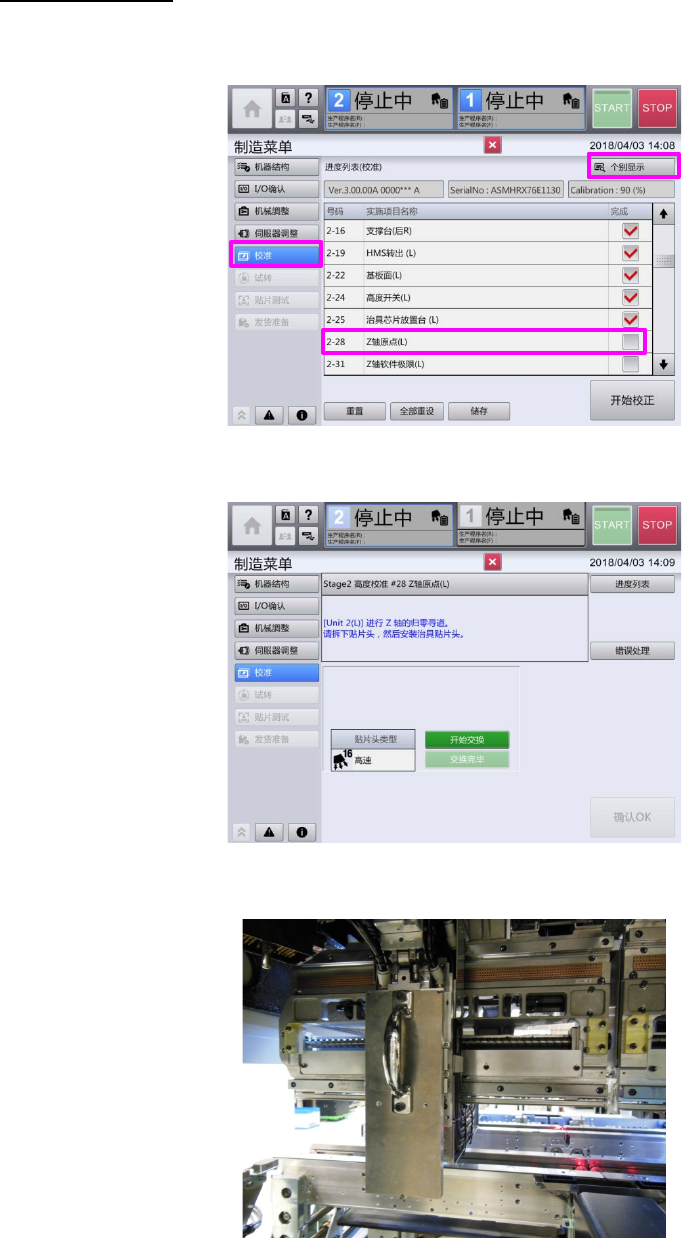
Z
轴原点自动校准
选择制造设置菜单的校准的“Z 轴原点”,按下“个别显示”。
1
按开始交换(更换)按钮,安装治具。
2
安装治具,按下画面的“交换(更换)完毕”。
3
贴片头类型,请确认已变为治具贴片头,按下“实施”。
4