1OM-1609-004_w.pdf - 第135页
1OM-1609 3-19 3 章 2. 生産機種の切替え 1 103-004 2.3.2 生産機種の選択 生産機種の切替えを行います。 機種切替前にバックアップピンのストックエリア編集を行ってください。 ストックエリア編集の詳細については、 “2 巻6 章段取替えメニュー” を参照してください。 手順 (1) 共通メニューバーの[段取替え ]ボタンを押し、 “機種切替”画面 を表示させる。 F1D4 (2)…
1OM-1609
3-18
3 章 2. 生産機種の切替え
2.3 生産機種の切替え
2.3.1 運転モードの選択
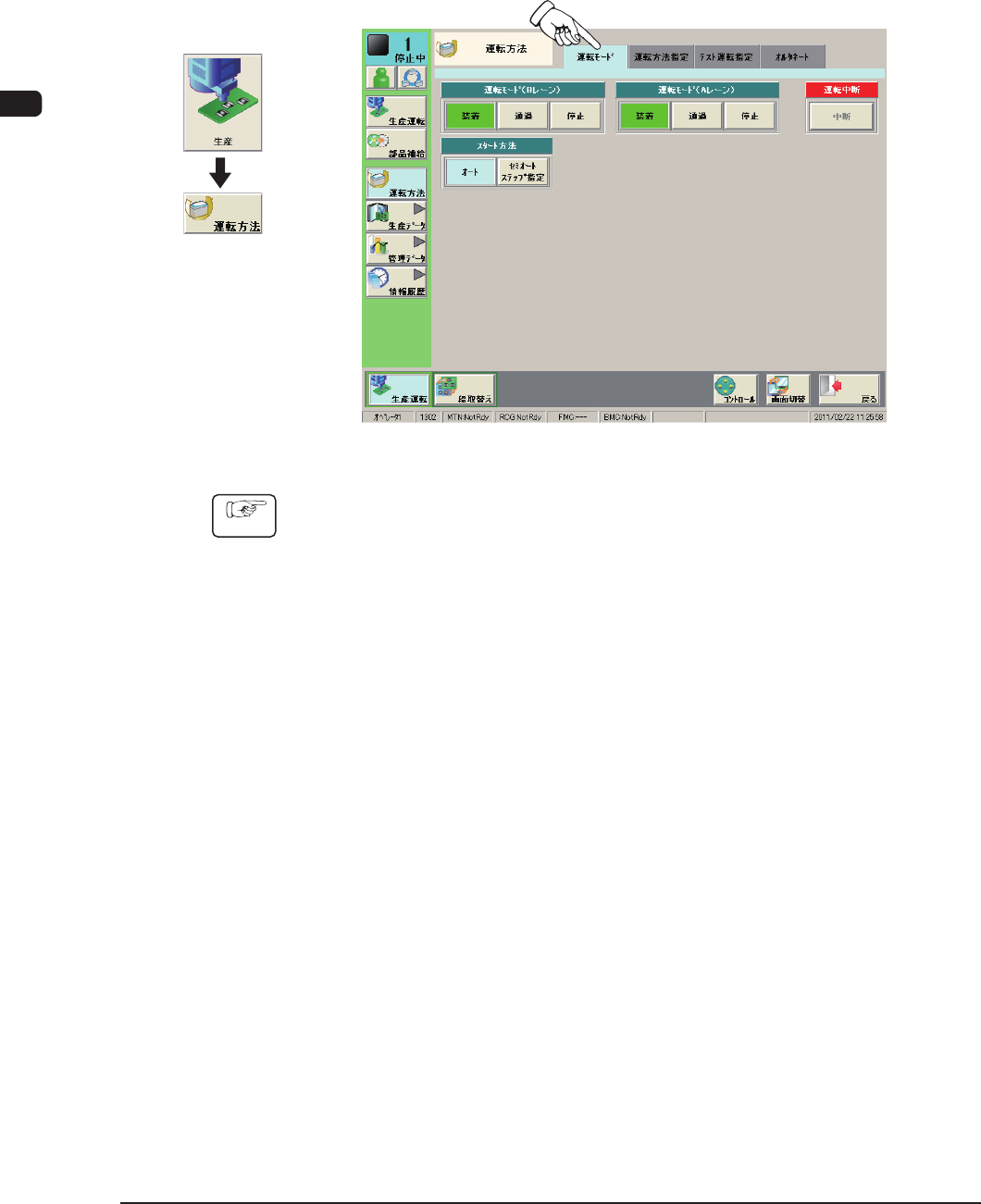
“運転方法”画面で運転モードを設定します。
通常は“装着”を選択します。
F1D3
手順
(1)“運転方法”画面で、[ 運転モード ] タブを押す。
(2)“運転モード”の [ 装着 ] ボタンを押す。
1103-004
画面展開
1OM-1609
3-19
3 章 2. 生産機種の切替え
1103-004
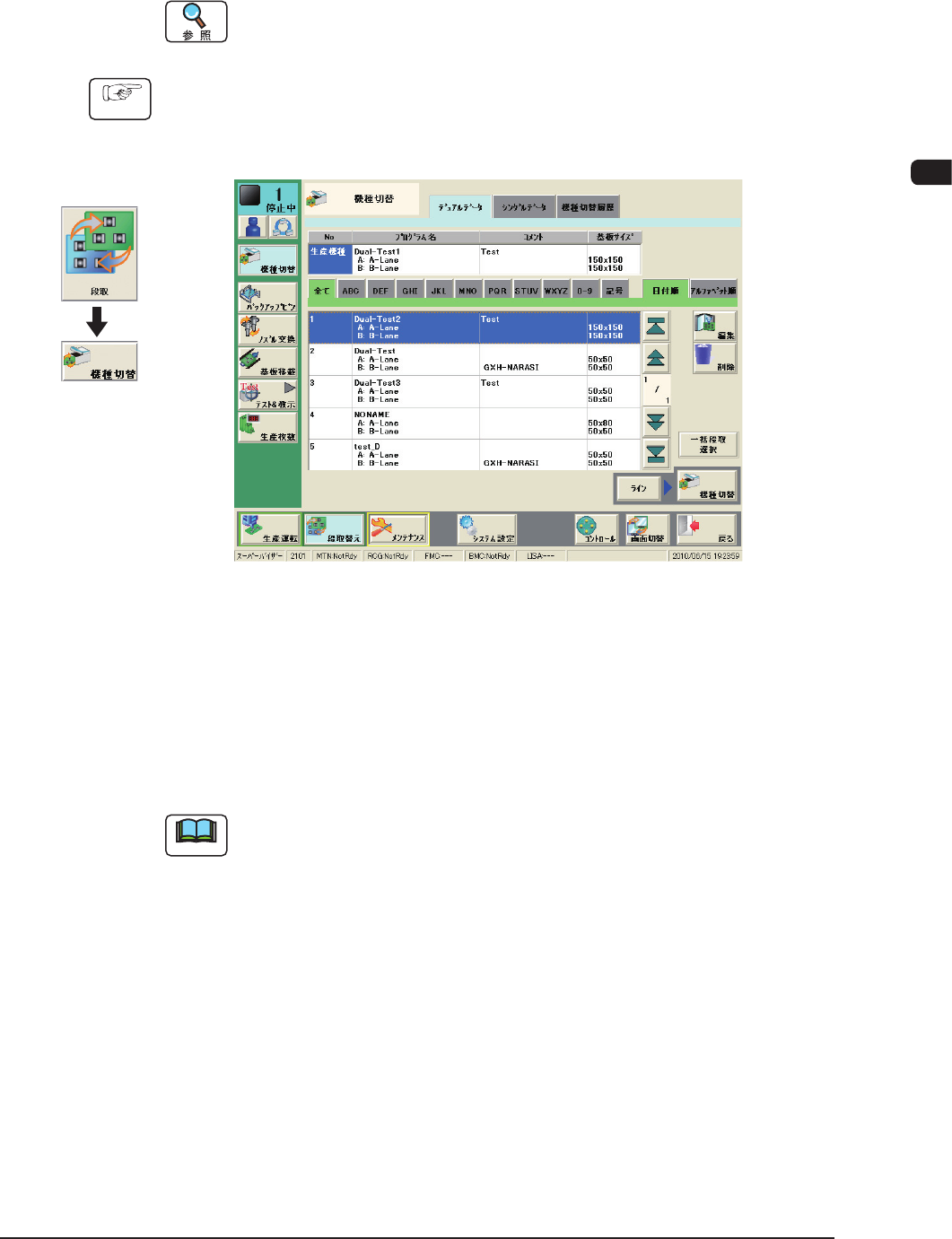
2.3.2 生産機種の選択
生産機種の切替えを行います。
機種切替前にバックアップピンのストックエリア編集を行ってください。
ストックエリア編集の詳細については、“2 巻6 章段取替えメニュー”
を参照してください。
手順
(1)共通メニューバーの[段取替え ]ボタンを押し、“機種切替”画面
を表示させる。
F1D4
(2)生産機種として設定したいプログラム名を選択する。
(選択したパターンプログラムの行が青色に変ります。)
(3)“機械切替”画面の [ 機種切替 ] ボタンを押し、10 秒以内に [START]
ボタンを押す。
(生産機種の切替えが完了します。)
ノート
(a)
パターンプログラムに異常があれば、機種切替えが実行されません。
そのときは、パターンプログラムを修正した後、再度機種切替えを
行ってください。
(b)コンベア幅、バックアップピン交換およびノズル交換を同時に行う
場合は、[
一括段取選択 ]ボタンを押し、必要に応じて設定してく
ださい。
(c)ライン全体の機種切替を行う場合は、[ライン ]ボタンを押してか
ら[機種切替 ]ボタンを押してください。
画面展開
1OM-1609
3-20
3 章 2. 生産機種の切替え
2.3.3 基板バックアップピンとコンベア幅の段取り
コンベア幅が正しく設定されていないと、基板搬送が行えません。
ノート
作業の前に直前の生産機種と機種切替え後の生産機種で取扱う基板の状
態( 大きさ、厚さ、裏面に部品があるか、など )を確認し、コンベア
幅および基板バックアップピンの段取りを行うかどうか検討してくださ
い。
詳細については、“2 巻6 章4.バックアップピン”を参照してください。
2.3.4 吸着ノズルの準備
生産機種用パターンプログラムのノズル配置データに登録されている吸
着ノズルをセットします。
ノート
(a)“機種切替”前後の吸着ノズル本数の合計が 15 本を超える場合は、
[ ノズル収納 ]を行ってから、[ ノズル交換( 装着 )]を実行して
ください。
(b)装置は、吸着ノズルがどのノズルストッカアドレスから装着された
かを記憶しており、そのストッカアドレスに吸着ノズルを収納しま
す。
(c)バックアップピンの自動段取を行う場合は、ノズル (PK01) をセッ
トしてください。
注 意
•
吸着ノズルは正しい位置に配置してください。
吸着ノズルの位置とノズル配置データに違いがあると、吸着ノズル
が干渉するおそれがあります。
•
ノズルストッカ部に異物を置かないでください。
装置が故障する原因となります。
通知
吸着ノズルに、磁石などの磁気を帯びているものを近づけ
ないでください。
部品吸着、部品装着時などに異常が発生する可能性があり
ます。
1103-004